1.本实用新型涉及一种太阳能电池技术领域,具体涉及一种异质结电池电极装置
背景技术:
2.相较于传统的太阳能电池而言,hit电池创新的采用单晶硅衬底和非晶薄膜异质结的结构,其在晶体硅上沉积非晶硅薄膜的做法,让hit电池兼具了晶体硅与薄膜电池的优势。hit 电池具有结构简单、稳定性高、电池成本低、工艺温度低、光转换效率高、温度特性好、双面发电等众多的特点,hit电池逐渐成为电池行业从业者公认的未来电池技术终极解决方案。
3.但是异质结太阳能电池一般采用树脂型低温固化银浆作为金属电极,电阻率高,导电性差,为了提高导电性,需要提高金属电极的宽度或者高度,导致电池的银浆耗量增加。单片耗银量是以往perc电池耗银量的2.62倍。而随着hit技术的不断更新,单片耗银量有望逐渐减少。在高温银浆和低温银浆未来每片的用量方面,高温银浆从2011年单片150 毫克的用量经过这几年的发展已经降至70~80mg/片,未来下降的空间基本不大。而hit目前每片用量大概在300mg,未来目标在一至两年内降至单片200mg甚至以下,预计在2025 年单片用低温银浆量在150毫克。未来hit电池朝着大硅片、多主栅的时代发展,低温银浆的成本依旧很高。
技术实现要素:
4.光伏电池使用焊带将电池片上的银栅线连接,并从前一片电池正面连接到下一片电池的背面,焊带和银栅线都占据有效的发电面积。在hit技术中,有技术使用导线替代焊带和银栅线,但如果不考虑导线的粗细,在铺设中可能断线而导致电流中断,而实际只能使用较粗的导线或者提前编织好的金属网格;如果导线间距不合适也无法有效收集光伏电池在光照条件下产生的电子,从而不能有效替代银栅线。
5.针对现有技术的不足,本实用新型提供一种异质结电池表面电极结构,可以替代异质结电池表面的银栅线和焊带,增大了异质结电池有效发电面积,又降低了原料成本。
6.本实用新型涉及一种电池电极及电池结构,包括上下表面均设置tco导电层的异质结电池元件、纵向电导线、横向电导线。
7.所述多个异质结电池元件由纵向电导线连接所述纵向电导线的布置方式为,从某一电池片的正面连接到下一片电池片的背面,并以此种方式纵向连接若干个电池元件,形成电池串;
8.所述电池元件表面除了大量的纵向电导线外还布置了少量的横向电导线,在纵向电导线断裂时可以起到导出电流的作用。
9.纵向电导线和电池片的连接使用压接和电池片表面tco层导通,纵向电导线和横向电导线也通过压接导通。
10.优选地,所述纵向电导线可以为单独的金属丝,也可以为导电材料包覆的金属丝,
其线芯截面为圆形或者多边形,宽度或直径为5μm~50μm。
11.优选地,所述纵向电导线可以为单独的金属丝,也可以为导电材料包覆的金属丝,其线芯截面为圆形或者多边形,宽度或直径为5μm~20μm。
12.优选地,所述横向电导线可以是金属丝、导电材料包覆的金属丝、也可以是印刷在电池片表面的金属栅线。所述横向电导线的宽度为5μm~50μm。
13.电池表面的电导线数量与电导线之间的中心距有关。本实用新型在不同电池表面的纵向电导线数量下限应符合以下公式:电池片宽度/电导线中心距
‑
1的取整数字。
14.优选地,所述纵向电导线中心距的值小于2.4mm。宽度为157mm电池片表面纵向电导线数量大于64线;宽度为166mm的电池片表面纵向电导线数量大于68线;宽度为182mm的电池片表面纵向电导线数量大于74线;宽度为210mm的电池片表面纵向电导线数量大于86 线;其它尺寸电池片依此类推。
15.优选地,所述纵向电导线中心距的值小于2.2mm。宽度为157mm电池片表面纵向电导线数量大于70线;宽度为166mm的电池片表面纵向电导线数量大于74线;宽度为182mm的电池片表面纵向电导线数量大于81线;宽度为210mm的电池片表面纵向电导线数量大于94 线;其它尺寸电池片依此类推。
16.优选地,所述纵向金属线中心距的值小于2mm。宽度为157mm电池片表面纵向电导线数量大于77线;宽度为166mm的电池片表面纵向电导线数量大于82线;宽度为182mm的电池片表面纵向电导线数量大于90线;宽度为210mm的电池片表面纵向电导线数量大于104 线;其它尺寸电池片依此类推。
17.优选地,所述横向电导线在每个电池元件上的数量大于等于1线。
18.本实用新型提供的一种异质结电池电极装置,可以替代异质结电池表面的银栅线,同时增大了异质结电池发光面积;更容易收集电流,既增加了异质结电池的发电效率,又降低了原料成本。
附图说明
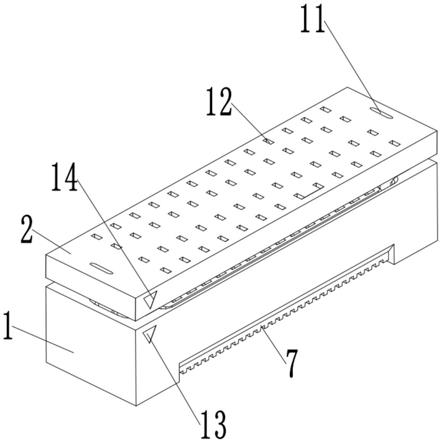
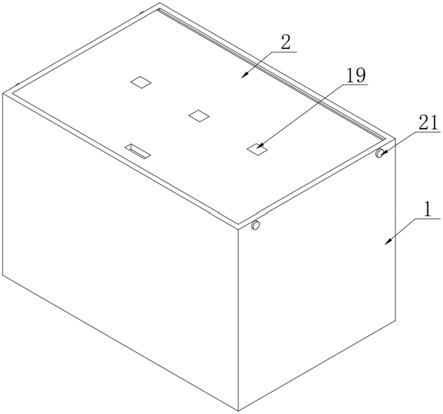
19.图1为本实用新型的异质结电池电极装置的结构示意图
具体实施方式
20.为更好的理解本实用新型的内容,下面对本实用新型的具体实施方法作进一步说明。
21.实施例1
22.选择宽度为157mm,带有tco导电层的异质结电池元件,在电池元件tco表面上布置纵向电导线,纵向电导线从前一电池片的正面连接到下一片电池片的背面,以此种方式纵向连接电池元件,形成电池串;在纵向电导线上方,垂直于纵向电导线铺设横向电导线,得到的电池预制件。
23.其中,纵向电导线选用铜丝,数量为65根,电导线中心距2.4mm,线芯直径为50μm;横向电导线选用银线,数量1根,电导线直径50μm。
24.实施例2
25.选择宽度为182mm,带有tco导电层的异质结电池元件,在电池元件tco表面上布置
纵向电导线,纵向电导线从前一电池片的正面连接到下一片电池片的背面,以此种方式纵向连接电池元件,形成电池串;在纵向电导线上方,垂直于纵向电导线铺设横向电导线,得到的电池预制件。
26.其中,纵向电导线选用导电材料包覆层的铜镍合金丝,数量为82根,电导线中心距 2.2mm,线芯直径为50μm;横向电导线选用导电材料包覆层的铜镍合金丝,数量3根,电导线直径5μm。
27.实施例3
28.选择宽度为210mm,带有tco导电层的异质结电池元件,在电池元件表面沿横向印刷 2根银线作为横向电导线,宽度50μm;在电池元件tco表面上布置纵向电导线,纵向电导线从前一电池片的正面连接到下一片电池片的背面,以此种方式纵向连接电池元件,形成电池串,得到的电池预制件。
29.其中,纵向电导线选用铜铝合金丝,数量为87根,电导线中心距2.4mm,线芯直径为 20μm。
30.实施例4
31.选择宽度为157mm,带有tco导电层的异质结电池元件,在电池元件tco表面上布置纵向电导线,纵向电导线从前一电池片的正面连接到下一片电池片的背面,以此种方式纵向连接电池元件,形成电池串;在纵向电导线上方,垂直于纵向电导线铺设横向电导线,得到的电池预制件。
32.其中,纵向电导线选用导电材料包覆的铜镍合金丝,数量为65根,电导线中心距2.4mm,线芯直径为20μm;横向电导线选用导电材料包覆的银线,数量10根,电导线直径5μm。
33.实施例5
34.选择宽度为210mm,带有tco导电层的异质结电池元件,在电池元件表面沿横向印刷 6根银线作为横向电导线,宽度50μm;在电池元件tco表面上布置纵向电导线,纵向电导线从前一电池片的正面连接到下一片电池片的背面,以此种方式纵向连接电池元件,形成电池串,在纵向电导线上方,垂直于纵向电导线铺设横向电导线,得到的电池预制件。
35.其中,纵向电导线选用导电材料包覆的铜铝合金丝,数量为105根,电导线中心距2mm,线芯直径为5μm。
36.实施例6
37.选择宽度为182mm,带有tco导电层的异质结电池元件,在电池元件tco表面上布置纵向电导线,纵向电导线从前一电池片的正面连接到下一片电池片的背面,以此种方式纵向连接电池元件,形成电池串,在纵向电导线上方,垂直于纵向电导线铺设横向电导线,得到的电池预制件。
38.其中,纵向电导线选用铜铝合金丝,数量为91根,电导线中心距2mm,线芯直径为5 μm;横向电导线选用导电材料包覆的铜镍合金丝,数量10根,电导线直径5μm。
39.实施例7
40.选择宽度为157mm,带有tco导电层的异质结电池元件,在电池元件tco表面上布置纵向电导线,纵向电导线从前一电池片的正面连接到下一片电池片的背面,以此种方式纵向连接电池元件,形成电池串;在纵向电导线上方,垂直于纵向电导线铺设横向电导线,得到的电池预制件。
41.其中,纵向电导线选用铜丝,数量为71根,电导线中心距2.2mm,线芯直径为8μm;横向电导线选用银线,数量1根,电导线直径10μm。
42.实施例8
43.选择宽度为182mm,带有tco导电层的异质结电池元件,在电池元件tco表面上布置纵向电导线,纵向电导线从前一电池片的正面连接到下一片电池片的背面,以此种方式纵向连接电池元件,形成电池串;在纵向电导线上方,垂直于纵向电导线铺设横向电导线,得到的电池预制件。
44.其中,纵向电导线选用带有导电材料包覆层的铜镍合金丝,数量为91根,电导线中心距2mm,线芯直径为15μm;横向电导线选用带有导电材料包覆层的铜镍合金丝,数量3 根,电导线直径25μm。
45.实施例9
46.选择宽度为210mm,带有tco导电层的异质结电池元件,在电池元件表面沿横向印刷 10根银线作为横向电导线,宽度35μm;在电池元件tco表面上布置纵向电导线,纵向电导线从前一电池片的正面连接到下一片电池片的背面,以此种方式纵向连接电池元件,形成电池串,得到的电池预制件。
47.其中,纵向电导线选用铜铝合金丝,数量为87根,电导线中心距2.4mm,线芯直径为 40μm;
48.实施例10
49.选择宽度为157mm,带有tco导电层的异质结电池元件,在电池元件tco表面上布置纵向电导线,纵向电导线从前一电池片的正面连接到下一片电池片的背面,以此种方式纵向连接电池元件,形成电池串;在纵向电导线上方,垂直于纵向电导线铺设横向电导线,得到的电池预制件。
50.其中,纵向电导线选用导电材料包覆的铜镍合金丝,数量为65根,电导线中心距2.4mm,线芯直径为15μm;横向电导线选用导电材料包覆的银线,数量3根,电导线直径35μm。
51.按以上实施例1
‑
10的电池结构做光伏组件,每个实施例做十块同规格组件。按实施例 1
‑
10的电池结构去掉横向电导线后做同样规格的十块光伏组件,作为对比例1
‑
10。
52.制成光伏组件的过程如下述:
53.取poe共挤封装胶膜,按照玻璃
‑
poe共挤封装胶膜
‑
电池预制件
‑
poe共挤封装胶膜
‑ꢀ
玻璃的顺序放置,叠层后放在可以轻微震动的平台上轻微抖动一分钟,频率为60下每分钟,之后整体放入层压机中层压,层压工艺为150℃,18分钟,冷却后再按照iec62782标准施加动态载荷,之后用el仪检查光伏组件中的每片电池是否有局部未导通的部位,并统计有局部未导通部位的电池片数量,记录在表1中。
54.表1实施例和对比例中有局部未导通部位的电池片数量
55.[0056][0057]
表1的数据结果可以看出,有横向导电线的组件中发现有局部未导通的电池片的数量明显少于没有横向导电线的组件。纵向导电线的直径越粗,有局部未导通的电池片的数量也相对少。
[0058]
虽然已经参考优选实施例对本技术进行了描述,但在不脱离本技术的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件,尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本技术并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。