1.本发明涉及提供一种自动定量装车系统,属于自动定量下料的技术。
背景技术:
2.散装物料在矿山、采石破碎砂石骨料、水泥行业、煤炭、钢铁行业、工业领域都需要对物料装卸外运、重量进行称重计量,散装物料又面临扬尘、洒落等影响环境,一车物料需要多次移动车辆,同时又面临补装、多装卸车等情况,这种装卸方式不仅影响环境,同时也存在效率低等问题。
技术实现要素:
3.针对上述情况,为了克服现有技术缺陷,为了解决上述技术问题,提供一种物料自动定量装车系统。
4.本自动定量装车系统,包括
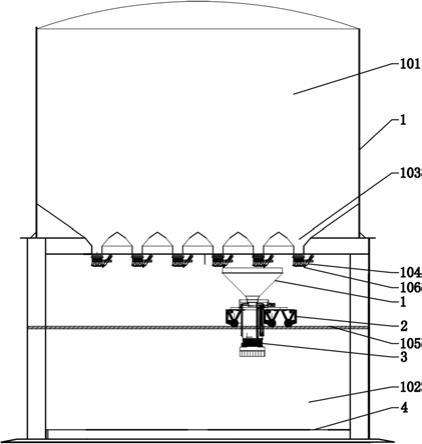
5.物料库,分为上部的固定料仓和下部的装车通道,固定料仓的底部设有多个并排的锥形的出料口,出料口设置出料阀,装车通道地面上设有地磅定量装车系统;
6.轨道,处于固定料仓的下部和装车通道的上方,
7.行走料斗机构,设有移动料斗和移动小车,移动料斗设置在移动小车上,移动小车的下部设有轮组处于轨道上移动;
8.下料伸缩料管,上端固定在移动料斗的放料口处,随行走料斗机构移动,下端深入待装载的车厢内。
9.作为优选,固定料仓由下部的支柱支撑,支柱中部设有第二个作业平台,第二个作业平台处于固定料仓的出料口下方设有一条伸缩管通道,伸缩管通道两侧设所述的轨道,所述装车通道处于伸缩管通道的下方直行路线,地磅定量装车系统铺设在整条装车通道上。
10.作为优选,固定料仓的底部设有两排出料口,每排六组出料口,每排出料口下方设有一组轨道及一个装车通道。
11.作为优选,所述出料阀为翻版阀,翻板阀设有设有驱动翻板翻转的液压机构,出料阀上还设有光电定位开关,光电定位开关检测下方的行走料斗机构的移动料斗位置。
12.作为优选,所述轨道为两组分设在出料口的两侧,移动小车下设有成对的轮组处于轨道上行走移动,移动小车的一侧设有驱动轮组移动的移动电机。
13.作为优选,下料伸缩料管内设有收尘机构,收尘机构通过伸缩管道吸尘机构相连。
14.作为优选,装车通道设有连通外部的进出口,装车通道在位于轨道下方位置设置所述的地磅定量装车系统,地磅定量装车系统的表面与装车通道的地面平行或者设有上下坡道。
15.作为优选,行走料斗机构下设车辆识别单元,下料伸缩料管的出口管处设置物料高度感知单元。
16.本实用新型的优点在于:本系统能够实现粉料、颗粒物料装卸外运、重量计量,同时解决散装物料又面临扬尘、洒落影响环境,可实现车辆静止停在地磅上,一次性定量装满物料,一次性计量出物料重量,一次性结算出厂,避免了超限超载。提高企业工作效率,提升企业自动化水平。
附图说明
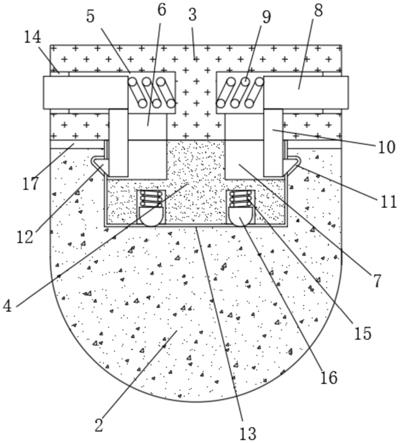
17.图1是本实用新型的侧面结构示意图,
18.图2是图1的局部放大图,
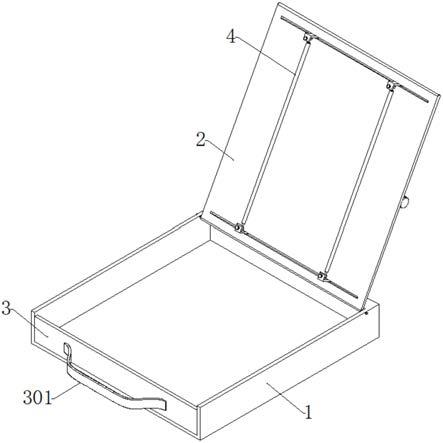
19.图3是本实用新型的另一侧面结构示意图。
20.附图标记: 1物料库,2行走料斗机构,3下伸缩料管,4地磅地梁装车系统,101固定料仓,102装车通道,103出料口,104出料阀,105轨道,106光电定位开关,107第二个作业平台,201移动料斗,202移动小车,203轮组, 301出口管, 302收尘机构,303物料高度感知单元。
具体实施方式
21.下面对本实用新型的具体过程进行进一步的说明:
22.本实用新型专利申请自动定量装车系统,结构如图1
‑
3所示,包括
23.物料库1,分为上部的固定料仓101和下部的装车通道102,固定料仓101的底部设有多个并排的锥形的出料口103,出料口103设置出料阀104,装车通道102地面上设有地磅定量装车系统;
24.轨道,处于固定料仓的下部和装车通道的上方,
25.行走料斗机构2,设有移动料斗201和移动小车,移动料斗201设置在移动小车上,移动小车的下部设有轮组处于轨道上移动;
26.下料伸缩料管,上端固定在移动料斗201的放料口处,随行走料斗机构2移动,下端深入待装载的车厢内。
27.固定料仓101由下部的支柱支撑,支柱中部设有第二个作业平台,第二个作业平台处于固定料仓101的出料口103下方设有一条伸缩管通道,伸缩管通道两侧设所述的轨道,所述装车通道处于伸缩管通道的下方直行路线,地磅定量装车系统铺设在整条装车通道上。装车通道102设有连通外部的进出口,地磅定量装车系统的表面与装车通道102的地面平行或者设有上下坡道。
28.移动小车202下设有成对的轮组203处于轨道105上行走移动,移动小车202的一侧设有驱动轮组203移动的移动电机。
29.固定料仓101的底部设有两排出料口103,每排六组出料口103,每排出料口103下方设有一个装车通道102。
30.出料阀104为翻版阀,翻板阀设有设有驱动翻板翻转的液压机构,出料阀104上还设有光电定位开关106,光电定位开关106检测下方的行走料斗机构2的移动料斗201位置。下料伸缩料管内设有收尘机构303,收尘机构303通过伸缩管道吸尘机构相连。
31.装车通道102设有连通外部的进出口,装车通道102在位于轨道105下方位置设置所述的地磅定量装车系统,地磅定量装车系统的表面与装车通道102的地面平行或者设有
上下坡道。
32.行走料斗机构2下设车辆识别单元,下料伸缩料管的出口管301处设置物料高度感知单元。
33.地磅定量装车系统计量车辆装车前后重量,实现定量装车、货物结算功能。
34.本实用新型自动定量装车系统具体流程描述:
35.车辆开到行走料斗机构下地磅定量装车系统上固定停车位置,地磅定量装车系统称取重量,同时车辆识别单元对车箱长、宽、高进行识别,行走料斗机构移到车箱最前部下料伸缩料管的出口管301上,物料高度感知单元工作,下料伸缩料管的出口管向下伸长到车箱最前端车箱底部
36.行走料斗机构接触固定料仓最前端第1出料阀下定位光电开关,第1出料阀开启,自动下料。下料伸缩料管通过距离感知单元反馈物料高度自动向上收缩,提升出料管高度,当前部车箱物料高度达到车箱高度,行走料斗机构向后移动,接触第2出料阀下定位光电开关,第2出料阀开启自动下料,同时第1出料阀关闭停止工作。当下料伸缩料管的出口管距离感知车箱物料高度达到车箱高度,行走料斗机构向后移动,接触第3出料阀下定位光电开关,第3出料阀开启自动下料,同时第2出料阀关闭停止工作,以此类推,移动装置连续向后移动,直至车箱装满,地磅定量装车系统时时计量重量,达到目标值后,关闭出料阀,停止下料,计量装车重量,得出实际装车重量,上传到erp系统中去,进行货物计量或结算。
37.下料伸缩料管的出料管上升回到原位,行走料斗机构装置移动到料仓前端原位,进行下一个车辆装车。
技术特征:
1.一种自动定量装车系统,其特征是,包括物料库(1),分为上部的固定料仓(101)和下部的装车通道(102),固定料仓(101)的底部设有多个并排的锥形的出料口(103),出料口(103)设置出料阀(104),装车通道(102)地面上设有地磅定量装车系统;轨道,处于固定料仓的下部和装车通道的上方;行走料斗机构(2),设有移动料斗(201)和移动小车,移动料斗(201)设置在移动小车上,移动小车的下部设有轮组处于轨道上移动;下料伸缩料管,上端固定在移动料斗(201)的放料口处,随行走料斗机构(2)移动,下端深入待装载的车厢内。2.根据权利要求1所述的自动定量装车系统,其特征是,固定料仓(101)由下部的支柱支撑,支柱中部设有第二个作业平台,第二个作业平台处于固定料仓(101)的出料口(103)下方设有一条伸缩管通道,伸缩管通道两侧设所述的轨道,所述装车通道处于伸缩管通道的下方直行路线,地伸缩管穿过的这个通道两侧有长毛刷,行走料斗机构设在该层,地磅定量装车系统铺设在整条装车通道上。3.根据权利要求2所述的自动定量装车系统,其特征是,固定料仓(101)的底部设有两排出料口(103),每排六组出料口(103),每排出料口(103)下方设有一组轨道及一个装车通道(102)。4.根据权利要求1所述的自动定量装车系统,其特征是,所述出料阀(104)为翻版阀,翻板阀设有驱动翻板翻转的液压机构,出料阀(104)上还设有光电定位开关(106),光电定位开关(106)检测下方的行走料斗机构(2)的移动料斗(201)位置。5.根据权利要求1所述的自动定量装车系统,其特征是,移动小车(202)下设有成对的轮组(203)处于轨道(105)上行走移动,移动小车(202)的一侧设有驱动轮组(203)移动的移动电机。6.根据权利要求1所述的自动定量装车系统,其特征是,下料伸缩料管内设有收尘机构(303),收尘机构(303)通过伸缩管道吸尘机构相连。7.根据权利要求1所述的自动定量装车系统,其特征是,装车通道(102)设有连通外部的进出口,装车通道(102)在位于轨道(105)下方位置设置所述的地磅定量装车系统,地磅定量装车系统的表面与装车通道(102)的地面平行或者设有上下坡道。8.根据权利要求1所述的自动定量装车系统,其特征是,行走料斗机构(2)下设车辆识别单元,下料伸缩料管的出口管(301)处设置物料高度感知单元。
技术总结
本发明涉及提供一种自动定量装车系统,属于自动定量下料的技术。本自动定量装车系统,包括物料库、出料阀、行走料斗机构、下伸缩料管和地磅定量装车系统,所述物料库分为上方的固定料仓和下部的装车通道,装车通道地面上设所述的地磅定量装车系统,固定料仓的底部设有锥形的出料口,出料口出设置所述出料阀,固定料仓下方设有轨道,轨道上设行走料斗机构,行走料斗机构包括移动料斗和下部的放料口。本系统能够实现粉料、颗粒物料装卸外运、重量计量,同时解决散装物料又面临扬尘、洒落影响环境,可实现车辆静止停在地磅上,一次性定量装满物料,一次性计量物料重量,一次性结算出厂,避免超限超载。提高企业工作效率,提升企业自动化水平。水平。水平。
技术研发人员:钟坚
受保护的技术使用者:山东鲁南衡器有限公司
技术研发日:2021.04.20
技术公布日:2021/11/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。