:
1.本实用新型属于产品包装设备技术领域,尤其涉及一种包装机。
背景技术:
2.包装机是自动执行工作的机器装置,可以运行预先编辑的程序,也可以根据以人工智能技术指定的原则纲领行动,随着我国经济的持续发展和科学技术的突飞猛进,使得包装机在化工、重工业、农业、食品等行业有着相当广泛的应用。
3.目前,内衬膜编织袋、内衬膜牛皮纸袋等不透气型的包装袋,都可利用自动包装机进行灌装、缝口,在包装过程中使用多台设备单工位配合使用,但是由于单台设备产能利用率不足,且部分粉状物料在罐装的时候内部残留部分空气,这就会造成包装袋的体积膨胀,给企业的自动连续生产带来不便,降低了粉状物料的生产效率,同时也增加了包装袋在存储和运输过程的破损风险。
技术实现要素:
4.本实用新型为克服现有包装机在生产过程中效率低的缺陷,提供了一种包装机,通过采用多工位包装工艺,提高单台包装机整体的包装速度,在包装的过程中同时将袋内的大部分空气排出,为后续封口、输送、检测、码垛、仓储、运输等流程提供了便捷,提高了粉状物料的包装速度。
5.本实用新型采用的技术方案在于:一种包装机,包括:相邻设置的供袋机和装袋机,所述供袋机,通过分拣、移送、整形、开袋、上袋工序后将空袋套在装袋机上,供袋机包括储袋仓、分拣机构、托送机构、套袋机构、机架、侧整形机构、送袋机构、开袋机构和剔除机构,所述储袋仓设置在机架的外侧,所述分拣机构、托送机构、套袋机构、送袋机构、开袋机构和剔除机构均安装在机架上,所述分拣机构设置在靠近储袋仓的一侧,所述托送机构安装在分拣机构上方,且托送机构的夹持端将空袋水平移动送至侧整形机构,整形后的空袋,经位于侧整形机构后方的送袋机构送至开袋机构中部,所述开袋机构通过上下相对设置的吸合端将空袋口撑开,并送往套袋机构,套袋机构将撑开的空袋转动设定在套袋位置处,所述剔除机构的出风口设置在开袋机构侧面,用来对无法撑开的空袋进行剔除;
6.所述装袋机,用来将称重好的物料灌装在套好的空袋中,并对其进行抽气、移送、袋口整形,装袋机包括旋转机架、抽气机构、夹袋器、移送机架、摆臂机构、夹口整形机i 和夹口整形机ii,所述旋转机架和移送机架水平相邻设置,所述抽气机构和夹袋器为多个,抽气机构和夹袋器上下均匀相对设置在旋转机架上,且抽气机构的抽气端位于夹袋器的上方,所述摆臂机构、夹口整形机i和夹口整形机ii固定在移送机架上,且夹口整形机i和夹口整形机ii依次将摆臂机构移动过来的料袋进行袋口整形。
7.优选地,所述分拣机构用来将输送的空袋进行分拣,其包括取袋气缸、取袋导轨、调节弹簧、吸盘架、翻转气缸和弹簧支架,所述取袋气缸通过气缸支架安装在机架上,在取袋气缸的伸出端安装有弹簧支架,所述取袋导轨安装在气缸支架与弹簧支架之间,且调节
弹簧套设在取袋导轨上,所述吸盘架的一侧铰接在弹簧支架上,所述翻转气缸铰接在气缸支架上,翻转气缸的伸出端与吸盘架的另一侧铰接,在吸盘架的下端面间隔设有多个吸盘。
8.优选地,所述托送机构用来将分拣后的袋子托送到侧整形机构中,托送机构包括气缸连接板、托送气缸、拖链连接板、电缆拖链、托送架和夹袋手爪,所述托送气缸通过两个间隔设置的气缸连接板固定设置在机架上,所述电缆拖链的一端通过拖链连接板固定在远离托送架的气缸连接板上,托送气缸的运动端与托送架连接,所述夹袋手爪为三个,间隔固定在托送架上。
9.优选地,所述侧整形机构包括:调节手柄、轴承、第一调节丝杆、调节安装座、整形气缸和整形板,所述第一调节丝杆为水平设置的两组,每组第一调节丝杆均转动安装在机架上,所述调节手柄安装在第一调节丝杆的调节端上,所述整形气缸为两个,每个整形气缸分别通过调节安装座安装在一个第一调节丝杆上,且两个整形气缸的伸出端均向相反方向运动,在每个整形气缸的伸出端上均固定有整形板。
10.优选地,所述送袋机构包括:传送电机、传送同步轮、同步带、压轮架和压轮气缸,所述传送电机固定在机架上,所述传送同步轮与传送电机的输出轴连接,在机架上安装有与传送同步轮配合的从动轮,所述同步带套在传送同步轮与从动轮上,所述压轮气缸为两个,分别与传送同步轮和从动轮对应,每个压轮气缸均安装在机架上,且每个压轮气缸的伸出端均朝向同步带方向设置,所述压轮架安装在每个压轮气缸的伸出端上,在每个压轮架上均安装有用来对同步带下压的压轮,且在与传送同步轮对应的压轮气缸上沿同步带运行方向设置有两个滚轮。
11.优选地,所述开袋机构包括:下连接板、下开袋架、吸盘、上开袋架、开袋气缸,在上开袋架和下开袋架上分别设有吸盘,且吸盘为上下相对设置,所述下开袋架通过下连接板固定在机架上,所述开袋气缸通过螺栓固定在机架上,所述上开袋架安装在开袋气缸的伸出端上。
12.优选地,所述剔除机构包括:喷嘴、安装架和第二调节丝杆,所述安装架安装在机架上,所述喷嘴通过第二调节丝杆安装在安装架上,所述喷嘴可以为间隔设置在第二调节丝杆上的至少两个。
13.优选地,所述旋转机架包括下框架、旋转电机、旋转轴环和上支撑架,所述上支撑架设置在下框架上,且在上支撑架上圆周均布安装六台夹袋器,所述旋转电机设置在下框架的中心位置,旋转机架的输出端与上支撑架连接,且在上支撑架与下框架之间设有旋转轴环。
14.优选地,在每个夹袋器内设有抽气机构,所述抽气机构包括支撑架、抽气管、升降气缸、安装扣件和升降板,所述升降气缸安装在旋转机架上,所述抽气管通过升降板安装在升降气缸的伸出端上。
15.优选地,所述摆臂机构包括:转动电机、转动轴承、转动杆、连杆、转臂、支撑座、支撑轴、支撑轴承、转动轴和夹爪,所述支撑轴为并列设置的两个,每个支撑轴转动安装在两个支撑座之间,所述支撑座固定在移送机架上,每个转臂的上端安装在支撑轴上,转臂的下端设有夹爪,在两个转臂上分别固定有连杆,所述转动杆分别固定在每个连杆的端部,所述转动电机固定在移送机架上,转动轴穿过转动电机安装在两个连杆之间。
16.本实用新型的有益效果是:
17.本实用新型通过供袋机和装袋机的相互配合实现对物料进行灌装和缝口,并将旋转机架上设置多工位的抽气机构和夹袋器同时工作,把整套动作分布在各个工位进行,达到提高设备的包装速度,并且利用充分的时间抽走料袋中的大部分的气体,解决了包装后的物料内部存在气体较多影响后续工序正常工作的问题。
附图说明:
18.图1是本实用新型的主视图;
19.图2是图1的俯视图;
20.图3是本实用新型供袋机的主视图;
21.图4是本实用新型机架部分的主视图;
22.图5是本实用新型储袋仓的主视图;
23.图6是本实用新型图5的俯视图;
24.图7是本实用新型分拣机构的主视图;
25.图8是图7的侧视图;
26.图9是本实用新型托送机构的主视图;
27.图10是图9的俯视图;
28.图11是本实用新型套袋机构的结构示意图;
29.图12是侧整形机构的主视图;
30.图13是图12的俯视图;
31.图14是本实用新型的送袋机构的主视图;
32.图15是图14的仰视图;
33.图16是本实用新型开袋机构的主视图;
34.图17是图16的侧视图;
35.图18是本实用新型剔除机构的主视图;
36.图19是图18的侧视图;
37.图20是本实用新型旋转机架的主视图;
38.图21是图20的俯视图;
39.图22是本实用新型抽气机构的主视图;
40.图23是图22的侧视图;
41.图24是本实用新型夹袋器的主视图;
42.图25是图24的侧视图;
43.图26是本实用新型摆臂机构的主视图;
44.图27是图26的侧视图;
45.图28是本实用新型夹口整形机i的主视图;
46.图29是图28的侧视图;
47.图30是本实用新型夹口整形机ii的主视图;
48.图31是图30的侧视图;
49.其中:1供袋机、1
‑
1储袋仓、1
‑1‑
1储袋机架、1
‑1‑
2挡板、1
‑1‑
3送袋小车、1
‑1‑
4 翻转机构、1
‑
2分拣机构、1
‑2‑
1取袋气缸、1
‑2‑
2取袋导轨、1
‑2‑
3调节弹簧、1
‑2‑
4吸盘架、1
‑2‑
5翻转气缸、1
‑2‑
6气缸支架、1
‑
3托送机构、1
‑3‑
1气缸连接板、1
‑3‑
2托送气缸、 1
‑3‑
3拖链连接板、1
‑3‑
4电缆拖链、1
‑3‑
5托送架、1
‑3‑
6夹袋手爪、1
‑
4套袋机构、1
‑4‑
1 旋转电机、1
‑4‑
2轴承、1
‑4‑
3旋转轴、1
‑4‑
4抻袋杆、1
‑4‑
5抻袋臂、1
‑4‑
6抻袋气缸、1
‑4‑
7 撑袋气缸、1
‑
5机架、1
‑
6侧整形机构、1
‑6‑
1调节手柄、1
‑6‑
2轴承、1
‑6‑
3第一调节丝杆、 1
‑6‑
4调节安装座、1
‑6‑
5整形气缸、1
‑6‑
6整形板、1
‑
7送袋机构、1
‑7‑
1传送电机、1
‑7‑
2 传送同步轮、1
‑7‑
3同步带、1
‑7‑
4压轮架、1
‑7‑
5压轮气缸、1
‑
8开袋机构、1
‑8‑
1下连接板、1
‑8‑
2下开袋架、1
‑8‑
3吸盘、1
‑8‑
4上开袋架、1
‑8‑
5开袋气缸、1
‑
9剔除机构、1
‑9‑
1 喷嘴、1
‑9‑
2安装架、1
‑9‑
3第二调节丝杆、2装袋机、2
‑
1旋转机架、2
‑1‑
1下框架、2
‑1‑
2 旋转电机、2
‑1‑
3旋转轴环、2
‑1‑
4上支撑架、2
‑
2抽气机构、2
‑2‑
1支撑架、2
‑2‑
2抽气管、2
‑2‑
3升降气缸、2
‑2‑
4安装扣件、2
‑2‑
5升降板、2
‑
3夹袋器、2
‑
4移送机架、2
‑
5摆臂机构、2
‑5‑
1转动电机、2
‑5‑
2转动轴承、2
‑5‑
3转动杆、2
‑5‑
4连杆、2
‑5‑
5转臂、2
‑5‑
6支撑座、2
‑5‑
7支撑轴、2
‑5‑
8支撑轴承、2
‑5‑
9转动轴、2
‑5‑
10夹爪、2
‑
6夹口整形机i、2
‑6‑
1 轨道板一、2
‑6‑
2摆动臂一、2
‑6‑
3上平板一、2
‑6‑
4弯架一、2
‑6‑
5扭力杆一、2
‑6‑
6扭力臂一、2
‑6‑
7传动电机一、2
‑6‑
8传动箱一、2
‑6‑
9万向节联轴一器、2
‑6‑
10同步轮轴一、 2
‑6‑
11传动同步带一、2
‑6‑
12传动同步轮一、2
‑6‑
13摆动气缸一、2
‑6‑
14气缸安装座、2
‑
7 夹口整形机ii、2
‑7‑
1导向板、2
‑7‑
2轨道板二、2
‑7‑
3摆动臂二、2
‑7‑
4上平板二、2
‑7‑
5 弯架二、2
‑7‑
6扭力杆二、2
‑7‑
7扭力臂二、2
‑7‑
8传动电机二、2
‑7‑
9传动箱二、2
‑7‑
10万向节联轴器二、2
‑7‑
11同步轮轴二、2
‑7‑
12传动同步带二、2
‑7‑
13传动同步轮二、2
‑7‑
14 摆动气缸二。
具体实施方式:
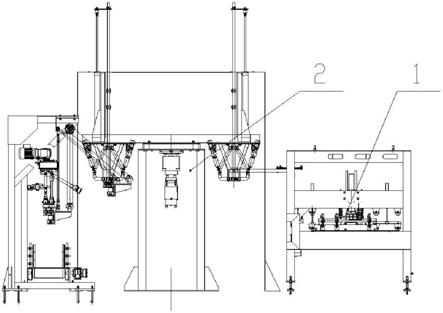
50.如图1和图2所示,本实用新型为一种包装机,包括:相邻设置的供袋机1和装袋机 2,所述供袋机1,通过分拣、移送、整形、开袋、上袋工序后将空袋套在装袋机2上,所述装袋机2,用来将称重好的物料灌装在套好的空袋中,并对其进行抽气、移送、袋口整形。
51.如图3和图4所示,所述供袋机1包括:储袋仓1
‑
1、分拣机构1
‑
2、托送机构1
‑
3、套袋机构1
‑
4、机架1
‑
5、侧整形机构1
‑
6、送袋机构1
‑
7、开袋机构1
‑
8和剔除机构1
‑
9,所述储袋仓1
‑
1设置在机架1
‑
5的外侧,所述分拣机构1
‑
2、托送机构1
‑
3、套袋机构1
‑
4、送袋机构1
‑
7、开袋机构1
‑
8和剔除机构1
‑
9均安装在机架1
‑
5上,所述分拣机构1
‑
2设置在靠近储袋仓1
‑
1的一侧,所述托送机构1
‑
3安装在分拣机构1
‑
2上方,且托送机构1
‑
3 的夹持端将空袋水平移动送至侧整形机构1
‑
6,整形后的空袋经位于侧整形机构1
‑
6后方的送袋机构1
‑
7送至开袋机构1
‑
8中部,所述开袋机构1
‑
8通过上下相对设置的吸合端将空袋口撑开,并送往套袋机构1
‑
4,套袋机构1
‑
4将撑开的空袋转动设定在套袋位置处,所述剔除机构1
‑
9的出风口设置在开袋机构1
‑
8侧面,用来对无法撑开的空袋进行剔除。
52.进一步地,如图5和图6所示,所述储袋仓1
‑
1用来存放空袋,其包括:储袋机架 1
‑1‑
1、挡板1
‑1‑
2、送袋小车1
‑1‑
3和翻转机构1
‑1‑
4,所述挡板1
‑1‑
2和翻转机构1
‑1‑
4 相对安装在储袋机架1
‑1‑
1上部平台的一侧,挡板1
‑1‑
2通过螺栓固定在平台上,所述翻转机构1
‑1‑
4一侧与气缸连接,一侧与平台铰接。所述送袋小车1
‑1‑
3通过直线导轨滑动安装在储袋机架1
‑1‑
1的平台下面上,且在送袋小车1
‑1‑
3的顶部固定有两个滑动板,所述滑动板滑动安装在储袋机架1
‑1‑
1的平台上。如此设置,当操作人员将空袋放置在储袋机架1
‑1‑
1上时,挡板1
‑1‑
2挡在空袋的开口侧,翻转机构1
‑1‑
4位于空袋的底部,然后通过送袋小车1
‑1‑
3上滑动板的运动将空袋从储袋机架1
‑1‑
1的一侧送至另一侧,由于空袋底部的厚度大于空袋开口处的厚度,通过翻转机构1
‑1‑
4的翻转动作使处于顶部的空袋始终处于水平状态,为下一步分拣机构1
‑
2进行取袋提供便捷。
53.进一步地,如图7和图8所示,所述分拣机构1
‑
2用来将输送的空袋进行分拣,其包括取袋气缸1
‑2‑
1、取袋导轨1
‑2‑
2、调节弹簧1
‑2‑
3、吸盘架1
‑2‑
4、翻转气缸1
‑2‑
5和弹簧支架1
‑2‑
6,所述取袋气缸1
‑2‑
1通过气缸支架安装在机架1
‑
5上,在取袋气缸1
‑2‑
1的伸出端安装有弹簧支架1
‑2‑
6,所述取袋导轨1
‑2‑
2安装在气缸支架与弹簧支架1
‑2‑
6之间,且调节弹簧1
‑2‑
3套设在取袋导轨1
‑2‑
2上。所述吸盘架1
‑2‑
4的一侧铰接在弹簧支架1
‑2‑
6 上,所述翻转气缸1
‑2‑
5铰接在气缸支架上,翻转气缸1
‑2‑
5的伸出端与吸盘架1
‑2‑
4的另一侧铰接,在吸盘架1
‑2‑
4的下端面间隔设有多个吸盘。如此设置,当取袋气缸1
‑2‑
1的伸出端向下运动时,取袋导轨1
‑2‑
2限制运动的偏移方向;当吸盘架1
‑2‑
4上的吸盘触碰到空袋时,将空袋吸附,而后取袋气缸1
‑2‑
1缩回并带动吸盘架1
‑2‑
4和空袋一起升起,当取袋气缸1
‑2‑
1完全缩回时,翻转气缸1
‑2‑
5伸出,此时吸盘架1
‑2‑
4以与弹簧支架1
‑2‑
6 的铰接处为旋转轴进行翻转,等待下一步托送机构1
‑
3进行抓取。
54.进一步地,如图9和10所示,所述托送机构1
‑
3将分拣机构1
‑
2处的空袋抓取并送至下一机构,其包括:气缸连接板1
‑3‑
1、托送气缸1
‑3‑
2、拖链连接板1
‑3‑
3、电缆拖链 1
‑3‑
4、托送架1
‑3‑
5和夹袋手爪1
‑3‑
6。所述气缸连接板1
‑3‑
1为两个,相对固定在托送气缸1
‑3‑
2的固定端和伸出端上,所述托送气缸1
‑3‑
2通过气缸安装架固定在机架1
‑
5上,所述托送架1
‑3‑
5安装在托送气缸1
‑3‑
2的伸出端,所述电缆拖链1
‑3‑
4安装在位于托送气缸1
‑3‑
2固定端一侧的拖链连接板1
‑3‑
3与托送架1
‑3‑
5之间,所述夹袋手爪1
‑3‑
6为间隔设置在托送架1
‑3‑
5上的三个。如此设置,当托送气缸1
‑3‑
2缩回时,带动托送架1
‑3‑
5 和夹袋手爪1
‑3‑
6一起运动至设定位置,当夹袋手爪1
‑3‑
6张开时,将分拣机构1
‑
2处的空袋夹住;当夹袋手爪1
‑3‑
6闭合后,托送气缸1
‑3‑
2伸出,将空袋运动到侧整形机构1
‑
6 处。
55.进一步地,如图12和图13所示,所述侧整形机构1
‑
6用来对托送机构1
‑
3传送过来的空袋外形进行整理,其包括:调节手柄1
‑6‑
1、轴承1
‑6‑
2、第一调节丝杆1
‑6‑
3、调节安装座1
‑6‑
4、整形气缸1
‑6‑
5和整形板1
‑6‑
6。所述第一调节丝杆1
‑6‑
3为水平设置的两组,每组第一调节丝杆1
‑6‑
3均通过安装在机架1
‑
5两侧壁上的轴承1
‑6‑
2设置在机架1
‑
5 上,所述调节手柄1
‑6‑
1安装在第一调节丝杆1
‑6‑
3的调节端上,所述整形气缸1
‑6‑
5为两个,每个整形气缸1
‑6‑
5分别通过调节安装座1
‑6‑
4安装在一个第一调节丝杆1
‑6‑
3上,且两个整形气缸1
‑6‑
5的伸出端均相向运动,在每个整形气缸1
‑6‑
5的伸出端上均固定有整形板1
‑6‑
6。如此设置,根据空袋的宽度拧动调节手柄1
‑6‑
1,并带动第一调节丝杆1
‑6‑
3 转动,第一调节丝杆1
‑6‑
3带动调节安装座1
‑6‑
4达到调节宽度,通过整形气缸1
‑6‑
5带动整形板1
‑6‑
6对空袋进行整形,方便空袋进行整形后送到送袋机构1
‑
7。
56.进一步地,如图14和15所示,所述送袋机构1
‑
7用来将整理后的空袋送到开袋机构 1
‑
8处,其包括:传送电机1
‑7‑
1、传送同步轮1
‑7‑
2、同步带1
‑7‑
3、压轮架1
‑7‑
4和压轮气缸1
‑7‑
5,所述传送电机1
‑7‑
1固定在机架1
‑
5上,所述传送同步轮1
‑7‑
2与传送电机1
‑7‑
1 的输出轴连接,在机架1
‑
5上安装有与传送同步轮1
‑7‑
2配合的从动轮,所述同步带1
‑7‑
3 套在传送同步轮1
‑7‑
2与从动轮上,所述压轮气缸1
‑7‑
5为两个,分别与传送同步轮1
‑7‑
2 和从动轮对应,每个压轮气缸1
‑7‑
5均安装在机架1
‑
5上,且每个压轮气缸1
‑7‑
5的伸出端均朝
向同步带1
‑7‑
3方向设置,所述压轮架1
‑7‑
4安装在每个压轮气缸1
‑7‑
5的伸出端上,在每个压轮架1
‑7‑
4上均安装有用来对同步带1
‑7‑
3进行下压的压轮,且在与传送同步轮 1
‑7‑
2对应的压轮气缸1
‑7‑
5上沿同步带1
‑7‑
3运行方向设置有两个滚轮。如此设置,当压轮气缸1
‑7‑
5伸出,使压轮把空袋压在同步带1
‑7‑
3上,启动传送电机1
‑7‑
1时带动传送同步轮1
‑7‑
2转动,通过同步带1
‑7‑
3将空袋传送开袋机构1
‑
8处。
57.进一步地,如图16和17所示,所述开袋机构1
‑
8用来将送至的空袋撑开,其包括:下连接板1
‑8‑
1、下开袋架1
‑8‑
2、吸盘1
‑8‑
3、上开袋架1
‑8‑
4、开袋气缸1
‑8‑
5,在上开袋架1
‑8‑
4和下开袋架1
‑8‑
2上分别设有吸盘1
‑8‑
3,且吸盘1
‑8‑
3为上下相对设置,优选为并列设置的两组。所述下开袋架1
‑8‑
2通过下连接板1
‑8‑
1固定在机架1
‑
5,所述开袋气缸1
‑8‑
5通过螺栓固定在机架1
‑
5上,所述上开袋架1
‑8‑
4安装在开袋气缸1
‑8‑
5的伸出端上。如此设置,当空袋到达时,开袋气缸1
‑8‑
5伸出,带动吸盘1
‑8‑
3下降达到指定位置,吸盘1
‑8‑
3负压开通后将空袋的上下表面吸附,然后开袋气缸1
‑8‑
5缩回带动位于开袋架 1
‑8‑
4上的吸盘1
‑8‑
3上升达到原位置,此时空袋处于开口状态,等待套袋机构1
‑
4对空袋进行下一步动作。
58.进一步地,如图11所示,所述套袋机构1
‑
4用来将开口的空袋送到装袋机2处,其包括旋转电机1
‑4‑
1、轴承1
‑4‑
2、旋转轴1
‑4‑
3、抻袋杆1
‑4‑
4、抻袋臂1
‑4‑
5、抻袋气缸 1
‑4‑
6和撑袋气缸1
‑4‑
7,在机架1
‑
5相对设置的两个侧壁上均设置有轴承1
‑4‑
2,所述旋转轴1
‑4‑
3的两端分别安装在轴承1
‑4‑
2内,且旋转轴1
‑4‑
3的一端穿过机架1
‑
5与固定在机架1
‑
5外侧的旋转电机1
‑4‑
1连接,所述为并列设置在旋转轴1
‑4‑
3上的两个,每个抻袋臂1
‑4‑
5的上端均套设在旋转轴1
‑4‑
3上,每个抻袋臂1
‑4‑
5的下端均设有撑袋气缸 1
‑4‑
7,且两个撑袋气缸1
‑4‑
7的伸出端对称设计,所述抻袋气缸1
‑4‑
6的两端分别固定在两个抻袋臂1
‑4‑
5上,所述抻袋杆1
‑4‑
4通过轴承连接在抻袋臂1
‑4‑
5上。如此设置,旋转电机1
‑4‑
1转动带动旋转轴1
‑4‑
3旋转到开袋机构1
‑
8侧,撑袋气缸1
‑4‑
6缩回使两个抻袋臂1
‑4‑
5运动到空袋内,撑袋气缸1
‑4‑
7运动将空袋内部撑开,旋转电机1
‑4‑
1带动旋转轴 1
‑4‑
3旋转,并将空袋转动至装袋机2一侧,等待下一步动作。
59.进一步地,如图18和19所示,剔除机构1
‑
9用来将未成功开袋的空袋从送袋机构 1
‑
7上剔除,方便设备继续运行,其包括:喷嘴1
‑9‑
1、安装架1
‑9‑
2和第二调节丝杆1
‑9‑
3,所述安装架1
‑9‑
2安装在机架1
‑
5上,所述喷嘴1
‑9‑
1通过第二调节丝杆1
‑9‑
3安装在安装架1
‑9‑
2上,所述喷嘴1
‑9‑
1可以为间隔设置在第二调节丝杆1
‑9‑
3上的至少两个。如此设置,当开袋机构1
‑
8没有成功将空袋打开时,程序控制进行二次开袋,若系统检测开袋扔未成功,则送袋机构1
‑
7中的传送电机1
‑7‑
1和压轮气缸1
‑7‑
5将该空袋从前侧送出,并通过剔除机构9的喷嘴1
‑9‑
1吹出的气体将开袋未成功的空袋剔除。
60.所述装袋机2用来将称重好的物料灌装在套好的空袋中,并对其进行抽气、移送、袋口整形,装袋机2包括旋转机架2
‑
1、抽气机构2
‑
2、夹袋器2
‑
3、移送机架2
‑
4、摆臂机构2
‑
5、夹口整形机i2
‑
6和夹口整形机ii2
‑
7,包括旋转机架2
‑
1、抽气机构2
‑
2、夹袋器2
‑
3、移送机架2
‑
4、摆臂机构2
‑
5、夹口整形机i2
‑
6和夹口整形机ii2
‑
7,所述旋转机架2
‑
1和移送机架2
‑
4水平相邻设置,所述抽气机构2
‑
2和夹袋器2
‑
3为多个,抽气机构2
‑
2和夹袋器2
‑
3上下均匀相对设置在旋转机架2
‑
1上,且抽气机构2
‑
2的抽气端位于夹袋器2
‑
3的上方,所述摆臂机构2
‑
5、夹口整形机i2
‑
6和夹口整形机ii2
‑
7固定在移送机架2
‑
4上,且夹口整形机i2
‑
6和夹口整形机ii2
‑
7依次将摆臂机构2
‑
5移动过来的料袋进行袋口整形。
2
‑6‑
2、上平板一2
‑6‑
3、弯架一2
‑6‑
4、扭力杆一2
‑6‑
5、扭力臂一2
‑6‑
6、传动电机一2
‑6‑
7、传动箱一2
‑6‑
8、万向节联轴器一2
‑6‑
9、同步轮轴一2
‑6‑
10、传动同步带一2
‑6‑
11、传动同步轮一2
‑6‑
12、摆动气缸一2
‑6‑
13和气缸安装座2
‑6‑
14,所述上平板一2
‑6‑
3固定在移送机架2
‑
4上,所述传动电机一2
‑6‑
7通过传动箱一2
‑6‑
8安装在上平板一2
‑6‑
3的上表面,所述扭力臂一2
‑6‑
6的一端与传动电机一2
‑6‑
7连接,扭力臂一2
‑6‑
6的另一端与扭力杆一 2
‑6‑
5连接,扭力杆一2
‑6‑
5通过弯架一2
‑6‑
4安装在上平板一2
‑6‑
3上,所述轨道板一2
‑6‑
1、摆动臂一2
‑6‑
2和万向节联轴器一2
‑6‑
9均为两组并排设置,每个轨道板一2
‑6‑
1通过并列设置的一个摆动臂一2
‑6‑
2和一个万向节联轴器一2
‑6‑
9安装在上平板一2
‑6‑
3的下表面,其中一组摆动臂一2
‑6‑
2与上平板一2
‑6‑
3为固定连接,另一个摆动臂一2
‑6‑
2与上平板一 2
‑6‑
3为铰接。所述万向节联轴器一2
‑6‑
9的两端分别与传动箱一2
‑6‑
8和同步轮轴一2
‑6‑
10 连接,在每个轨道板一2
‑6‑
1内安装有传动同步轮一2
‑6‑
12和从动轮,且传动同步轮一 2
‑6‑
12通过同步轮轴一2
‑6‑
10安装在轨道板一2
‑6‑
1内,所述传动同步带一2
‑6‑
11套设在传动同步轮一2
‑6‑
12和从动轮上,所述摆动气缸一2
‑6‑
13通过气缸安装座2
‑6‑
14安装在固定的摆动臂一2
‑6‑
2上,摆动气缸一2
‑6‑
13的伸出端与铰接的摆动臂一2
‑6‑
2固定。如此设置,当摆动气缸一2
‑6‑
13缩回带动两个轨道板一2
‑6‑
1闭合并夹住装料后的料袋,夹爪2
‑5‑
10张开并松开料袋,转动电机2
‑5‑
1转动带动转臂2
‑5‑
5到达等待位,传动电机一 2
‑6‑
7通过传动箱一2
‑6‑
8带动传动同步带一2
‑6‑
11运动,转动的传动同步带一2
‑6‑
11同时带动料袋向前运动,使其进入夹口整形机ii等待下一步动作。
67.进一步地,如图30和31所示,所述夹口整形机ii2
‑
7包括导向板2
‑7‑
1、轨道板二 2
‑7‑
2、摆动臂二2
‑7‑
3、上平板二2
‑7‑
4、弯架二2
‑7‑
5、扭力杆二2
‑7‑
6、扭力臂二2
‑7‑
7、传动电机二2
‑7‑
8、传动箱二2
‑7‑
9、万向节联轴器二2
‑7‑
10、同步轮轴二2
‑7‑
11、传动同步带二2
‑7‑
12、传动同步轮二2
‑7‑
13和摆动气缸二2
‑7‑
14,所述上平板二2
‑7‑
4固定在机架2
‑
4上,所述传动电机二2
‑7‑
8通过传动箱二2
‑7‑
9安装在上平板二2
‑7‑
4的上表面,所述扭力臂二2
‑7‑
7的一端与传动电机二2
‑7‑
8连接,扭力臂二2
‑7‑
7的另一端与扭力杆二 2
‑7‑
6连接,扭力杆二2
‑7‑
6通过弯架二2
‑7‑
5安装在上平板二2
‑7‑
4上,所述轨道板二2
‑7‑
2、摆动臂二2
‑7‑
3和万向节联轴器二2
‑7‑
10均为两组并排设置,每个轨道板二2
‑7‑
2通过并列设置的一个摆动臂二2
‑7‑
3和一个万向节联轴器二2
‑7‑
10安装在上平板二2
‑7‑
4的下表面,其中一组摆动臂二2
‑7‑
3与上平板二2
‑7‑
4为固定连接,另一个摆动臂二2
‑7‑
3与上平板二2
‑7‑
4为铰接。所述万向节联轴器二2
‑7‑
10的两端分别与传动箱二2
‑7‑
9和同步轮轴二2
‑7‑
11连接,在每个轨道板二2
‑7‑
2内安装有传动同步轮二2
‑7‑
13和从动轮,且传动同步轮二2
‑7‑
13通过同步轮轴二2
‑7‑
11安装在轨道板二2
‑7‑
2内,所述传动同步带二2
‑7‑
12 套设在传动同步轮二2
‑7‑
13和从动轮上,所述导向板2
‑7‑
1为l型,其对称设置在两个摆动臂二2
‑7‑
3的外侧,且每个导向板2
‑7‑
1的中部分别与相邻的摆动臂二2
‑7‑
3铰接,两个导向板2
‑7‑
1的上部分别与摆动气缸二2
‑7‑
14的两端连接,所述摆动气缸二2
‑7‑
14安装在固定于上平板二2
‑7‑
4的摆动臂二2
‑7‑
3上。如此设置,当摆动气缸二2
‑7‑
14伸出,带动导向板2
‑7‑
1运动,传动电机二2
‑7‑
8通过传动箱二2
‑7‑
9带动万向节联轴器二2
‑7‑
10转动,万向节联轴器2
‑7‑
10带动同步轮轴2
‑7‑
11、传动同步轮2
‑7‑
13、传动同步带2
‑7‑
12 一起转动,从夹口整形机i2
‑
6输送过来的料袋接入到夹口整形机ii2
‑
7中,当料袋完全进入后,根据后续工位状态进行停止动作或者变频动作,至此完成物料自动包装工作。
68.工作过程:
69.储袋仓1
‑
1中的送袋小车1
‑1‑
3将空袋运送到分拣机构1
‑
2下方,取袋气缸1
‑2‑
1 伸出将空袋吸住,取袋气缸1
‑2‑
1收缩把空袋移动到等待位,翻转气缸1
‑2‑
5伸出,空袋跟随旋转,托送气缸1
‑3‑
2缩回带动夹袋手爪1
‑3‑
6到达等待位,并且夹袋手爪1
‑3‑
6 闭合夹住料袋,托送气缸1
‑3‑
2伸出并把袋子送到侧整形机构1
‑
6处,夹袋手爪1
‑3‑
6 松开料袋,整形气缸1
‑6‑
5伸出带动整形板1
‑6‑
6把袋子进行整型,送袋机构1
‑
7中压轮气缸1
‑7‑
5伸出把空袋压在同步带1
‑7‑
3上,传送电机1
‑7‑
1转动带动同步带1
‑7‑
3转动,带动袋子前进到开袋机构1
‑
8处,开袋气缸1
‑8‑
5伸出带动吸盘1
‑8‑
3上下吸合,开袋气缸1
‑8‑
5缩回带动吸盘1
‑8‑
3把袋口张开,套袋机构1
‑
4中旋转电机1
‑4‑
1转动抻袋臂 1
‑4‑
5跟随转动到达开袋位置,撑袋气缸1
‑4‑
7伸出把袋子撑开,旋转电机1
‑4‑
1旋转把袋子送到夹袋器2
‑
3处。转臂气缸2
‑3‑
3伸出把空袋夹在筒体2
‑3‑
1上,撑袋气缸1
‑4‑
7 缩回抻袋臂1
‑4‑
5回到等待位,称重好的物料通过过渡料斗进入空袋中,抽气机构2
‑
2 中的升降气缸2
‑2‑
3将抽气管2
‑2‑
2缩回到达抽气位,把料袋内的部分气体抽走,旋转机架2
‑
1中的旋转电机2
‑1‑
2旋转把夹袋器2
‑
3和抽气机构2
‑
2转动到放包位处,摆臂机构 2
‑
5中的转动夹爪2
‑5‑
10闭合把料袋夹住,夹袋器2
‑
3中的转臂气缸2
‑3‑
3缩回并松开料袋,摆臂机构2
‑
5中的转动转臂2
‑5‑
5把料袋移送到夹口整形机i2
‑
6处。夹口整形机 i2
‑
6中的摆动气缸一2
‑6‑
13缩回带动轨道板一2
‑6‑
1、轨道板一2
‑6‑
1闭合夹住料袋,夹爪2
‑5‑
10张开并松开料袋,转动电机2
‑5‑
1带动转臂2
‑5‑
5到达等待位,传动电机一2
‑6‑
7通过传动箱一2
‑6‑
8带动万向节联轴器一2
‑6‑
9、同步轮轴一2
‑6‑
10、传动同步带一2
‑6‑
11、传动同步轮一2
‑6‑
12同步运动,传动同步带一2
‑6‑
11转动的同时带动料袋向前运动,进入到夹口整形机ii内,传动电机二2
‑7‑
8通过传动箱二2
‑7‑
9带动万向节联轴器二2
‑7‑
10,动万向节联轴器二2
‑7‑
10带动同步轮轴二2
‑7‑
11、传动同步轮二 2
‑7‑
13、传动同步带二2
‑7‑
12一起转动,从夹口整形机i2
‑
6输送过来的料袋进入夹口整形机ii中输送出去。
70.以上所述,仅为本实用新型较佳的具体实施方式,这些具体实施方式都是基于本实用新型整体构思下的不同实现方式,而且本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求书的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。