用于装配吸收制品的方法和设备
1.本技术是申请日为2017年08月11日、优先权日为2016年08月12日、申请号为201780045693.8、发明名称为“用于装配吸收制品的方法和设备”的发明专利申请的分案申请。
技术领域
2.本公开涉及用于制造吸收制品的方法。更具体地,本公开涉及用于装配用于制备吸收制品部件的弹性层合体的设备和方法。
背景技术:
3.可通过沿着装配线将各部件添加到推进的连续材料纤维网和/或以其它方式改变推进的连续材料纤维网来装配各种类型的制品,例如尿布和其它吸收制品。例如,在一些工艺中,推进的材料纤维网与其它推进的材料纤维网相组合。在其它示例中,由推进的材料纤维网产生的各个部件与推进的材料纤维网相组合,继而与其它推进的材料纤维网相组合。在一些情况下,由推进的一个或多个纤维网产生的各个部件与由其它推进的一个或多个纤维网产生的其它各个部件组合。用来制造尿布的材料纤维网和组分部件可包括:底片、顶片、腿箍、腰带、吸收芯部件、前耳片和/或后耳片、和紧固部件。在将所期望的组成部件组装好之后,对推进的纤维网和组成部件进行最终刀切以将纤维网分离成离散的尿布或其它吸收制品。
4.一些尿布部件,诸如腿弹性部件、阻隔腿箍弹性部件、拉伸侧片、和腰弹性部件,是由弹性层合体构成的。取决于具体的尿布设计,此类弹性层合体可用各种方式来装配。例如,一些弹性层合体可由粘结到弹性膜的一个或多个非织造基底构成。在一些构型中,弹性膜可被拉伸,并且随后与非织造基底粘结以形成弹性层合体。
5.当用于一次性吸收制品时,弹性层合体可用产生给定延伸量的力来表征。延伸所述弹性层合体所需的力的量值在第一延伸量和后续延伸量之间可有变化。在一些构型中,弹性层合体可包括弹性膜,所述弹性膜可包括基体弹性膜诸如苯乙烯嵌段共聚物、和表面层(也称为皮)。当弹性膜被卷绕成卷材形式以用于装运和处理时,此类皮可帮助防止层间粘附。在一些构型中,皮可为聚烯烃,其可为0.5
‑
5微米厚。然而,弹性膜的表面上的聚烯烃皮可导致用于弹性层合体的初始延伸力较高。一些膜制造商可能应用某些工艺来帮助减小相对于后续延伸量的用于给定位移的初始延伸力。例如,一些膜制造商可能应用一种有时候称作“活化”的工艺,其中膜被延伸或拉伸以在所述皮中产生多个微观尺度的断裂部和撕裂部。继而,这些断裂部和撕裂部可帮助减少所述皮对延伸力的贡献。在一些构型中,活化操作是独立于装配过程进行的,例如,脱机活化所述膜,其中所述膜可被存储起来,直到需要用于生产。例如,活化操作可独立于转换加工生产线而在膜的制造期间完成,所述转换加工生产线专用于制造可用于一次性吸收制品的弹性层合体。在制造和活化了所述膜之后,将所述膜递送至转换加工生产线,诸如以卷绕到辊上的连续膜的形式递送。
6.然而,在膜的制造期间执行活化工艺可能相对缺乏灵活性,并且需要此类膜的供
应商进行额外的加工和处理,这继而可能增加成本。例如,当被具体实施为脱机过程时,所述机加工可能需要当应用于相对较宽的膜时相对更难以实现的紧密度容限。此外,膜还可能被活化工艺塑性变形,使得所活化的膜的宽度在松弛后大于初始宽度。宽度的此类增大可导致最终使用者的成本增大。
7.因此,有益的是提供如下的用于装配弹性层合体的方法和设备,它们被配置成执行活化工艺,所述活化工艺可在制品的装配过程中联机执行。
技术实现要素:
8.在一种形式中,用于装配弹性层合体的方法包括以下步骤:提供第一基底和第二基底,第一基底和第二基底各自包括第一表面和相对的第二表面,并且限定沿横向的宽度;将第一基底的第一表面包裹到砧的外周向表面上;将弹性膜推进至撒布机机构,弹性膜包括第一边缘和沿横向由中心区与第一边缘分开的第二边缘;在撒布机机构处沿横向将弹性膜拉伸至第一伸长;将弹性膜从撒布机机构推进至砧;沿横向将弹性膜固结至第二伸长,其中第二伸长小于第一伸长;将所固结的弹性膜定位成接触砧上的第一基底的第二表面;推进第二基底以将第二基底的第一表面定位成接触砧上的固结的弹性膜和第一基底的第二表面;以及用超声波将第一基底与第二基底粘结在一起,其中弹性膜被定位在第一基底和第二基底之间。
9.在另一种形式中,用于装配弹性层合体的方法包括以下步骤:提供第一基底和第二基底,第一基底和第二基底各自包括第一表面和相对的第二表面,并且限定沿横向的宽度;将第一基底的第一表面包裹到砧的外周向表面上;将弹性膜推进至撒布机机构,弹性膜包括第一边缘和沿横向由中心区与第一边缘分开的第二边缘;通过在撒布机机构处沿横向将弹性膜拉伸至第一伸长来活化弹性膜;将弹性膜从撒布机机构推进至砧;将弹性膜定位成接触砧上的第一基底的第二表面;沿横向将砧上的弹性膜固结至第二伸长,其中第二伸长小于第一伸长;推进第二基底以将第二基底的第一表面定位成接触砧上的弹性膜和第一基底的第二表面;以及将第一基底与第二基底粘结在一起,其中处于第二伸长的弹性膜被定位在第一基底和第二基底之间。
10.在另一种形式中,公开了用于制备弹性层合体的设备,所述设备包括:砧,所述砧包括外周向表面并且适于沿第一方向围绕旋转轴线旋转;多个图案元件,所述图案元件从外周向表面径向向外延伸,砧沿横向从第一端部轴向延伸至第二端部;邻近外周向表面的超声变幅杆;撒布机机构,所述撒布机机构沿纵向位于砧的上游并且适于将推进着的弹性膜沿横向拉伸至第一伸长;和用于沿横向将所拉伸的弹性膜固结至第二伸长的装置,其中第二伸长小于第一伸长。
附图说明
11.图1a为用于装配弹性层合体的设备的示意性侧视图。
12.图1b为沿着线1b
‑
1b截取的出自图1a的设备的顶部侧视图。
13.图1c为沿着线1c
‑
1c截取的出自图1b的设备的左侧视图。
14.图1d为沿着线1e
‑
1e截取的出自图1c的撒布机机构的详细视图。
15.图1e为盘的外边沿上的径向突起的瘤状物的详细视图。
16.图1f为沿着线1f
‑
1f截取的出自图1b的砧的详细视图。
17.图1g为沿着线1g
‑
1g截取的出自图1f的砧的详细视图。
18.图2a为用来装配弹性层合体的设备的示意性侧视图。
19.图2b为沿着线2b
‑
2b截取的出自图2a的设备的左侧视图。
20.图2c为沿着线2c
‑
2c截取的出自图2a的设备的顶部侧视图。
21.图2d为沿着线2d
‑
2d截取的在出自图2b的撒布机机构上推进的弹性材料的详细视图。
22.图2e为沿着线2e
‑
2e截取的出自图2a的弹性层合体的剖视图。
23.图2f为处于松弛的收缩状态的出自图2e的弹性层合体的剖视图。
24.图2g为设备的左侧视图,示出了被固结在砧上的弹性材料。
25.图3a为用来装配弹性层合体的第二设备的示意性侧视图,所述第二设备包括呈被定位在撒布机机构的第一盘和第二盘之间的伸长构件形式的挠曲构件。
26.图3b为沿着线3b
‑
3b截取的出自图3a的设备的左侧视图。
27.图3c为用来装配弹性层合体的第二设备的示意性侧视图,所述第二设备包括呈被定位在撒布机机构的第一盘和第二盘之间的旋转盘形式的挠曲构件。
28.图4为用来装配弹性层合体的第三设备的示意性侧视图。
29.图4a为环轧设备的等轴视图。
30.图5a为呈胶粘尿布形式的吸收制品在部分切除之后的平面图,所述胶粘尿布可包括在制造期间根据本文所公开的设备和方法操纵的一个或多个弹性层合体,其中背向穿着者的尿布的部分朝观察者取向。
31.图5b为图5a的吸收制品的平面图,所述吸收制品可包括在制造期间根据本文所公开的设备和方法操纵的一个或多个弹性层合体,其中面朝穿着者的尿布的部分朝观察者取向。
具体实施方式
32.以下术语解释可帮助理解本公开:
[0033]“吸收制品”在本文中是指主要功能为吸收和保留污垢和排泄物的消费产品。吸收制品可包括卫生巾;棉塞;卫生护垫;阴唇间装置;伤口敷料;擦拭物;一次性尿布,包括胶粘尿布和尿布裤、用于带有可重复使用的外覆盖件的尿布的插入件、成人失禁尿布、成人失禁衬垫、和成人失禁裤。术语“一次性的”在本文中用来描述通常不打算洗涤或者以其它方式复原为或再用作吸收制品的吸收制品(例如,它们旨在在单次使用后丢弃,并且也可被构造成可回收利用、堆肥处理或以与环境相容的其它方式进行弃置)。本文所用的“尿布”是指一般被婴儿和失禁患者围绕下体穿着的吸收制品。
[0034]
术语“胶粘尿布”(也称作“打开式尿布”)是指如下一次性吸收制品,所述吸收制品在穿用到穿着者身上之前具有未紧固的、未预紧固的或在包装时未彼此连接的初始前腰区和初始后腰区。胶粘尿布可围绕侧向中心线折叠,其中一个腰区的内部以表面对表面方式接触相对腰区的内部,而不将所述腰区紧固或接合在一起。示例性胶粘尿布以各种合适的构型公开于以下美国专利中:5,167,897、5,360,420、5,599,335、5,643,588、5,674,216、5,702,551、5,968,025、6,107,537、6,118,041、6,153,209、6,410,129、6,426,444、6,586,
652、6,627,787、6,617,016、6,825,393、和6,861,571;以及美国专利公布2013/0072887a1;2013/0211356a1;和2013/0306226a1。
[0035]
术语“裤”(也称为“训练裤”、“预闭合尿布”、“尿布裤”、“裤型尿布”、和“套穿尿布”)在本文中是指被设计成用于婴儿或成人穿着者的具有连续周边腰部开口和连续周边腿部开口的一次性吸收制品。裤可被构造成在穿着者穿上制品之前带有连续或闭合的腰部开口和至少一个连续的闭合腿部开口。裤可用各种技术预成形或预紧固,所述技术包括但不限于使用任何可重复紧固的闭合构件和/或永久性闭合构件(例如缝合、热粘结、压力焊接、粘合剂、胶粘剂粘结、机械紧固件等)将制品的各部分接合在一起。裤可沿制品周围在腰区中的任何位置预成形(例如,侧边紧固的或接缝的、前腰紧固的或接缝的,后腰紧固的或接缝的)。呈各种构型的示例性尿布裤公开于以下专利中:美国专利4,940,464;5,092,861;5,246,433;5,569,234;5,897,545;5,957,908;6,120,487;6,120,489;7,569,039以及美国专利公布2003/0233082a1;2005/0107764a1、2012/0061016a1、2012/0061015a1;2013/0255861a1;2013/0255862a1;2013/0255863a1;2013/0255864a1;和2013/0255865a1,这些专利均以引用方式并入本文。
[0036]“弹性的”、“弹性体”或“弹性体的”是指材料表现出弹性性能,它们包括如下任何材料,在向其松弛的初始长度施加力时所述材料能够拉伸或伸长至比其初始长度超出50%的伸长长度,并且在释放所施加的力时将基本上恢复至超出初始长度约10%或更小的长度。
[0037]
本文所用术语“接合”包括通过将元件直接附连到另一元件而将所述元件直接固定到所述另一元件的构型,以及通过将元件附连到中间构件(中间构件继而附连到另一元件)而将所述元件间接固定到另一元件的构型。
[0038]
术语“基底”在本文中用来描述主要为二维的(即在xy平面中)材料,并且其厚度(在z方向上)与其长度(在x方向上)和宽度(在y方向上)相比相对较小(即1/10或更小)。基底的非限制性示例包括纤维网、一层或多层纤维材料、非织造材料、膜和箔诸如聚合物膜或金属箔。这些材料可单独使用或可包括层合在一起的两个或更多个层。因此,纤维网为基底。
[0039]
术语“非织造物”在本文中是指通过诸如纺粘法、熔喷法、梳理成网等工艺由连续(长)丝(纤维)和/或不连续(短)丝(纤维)制成的材料。非织造材料不具有织造长丝或编织长丝图案。
[0040]
术语“纵向”(md)在本文中是指工艺过程中材料流的方向。此外,材料的相对放置和移动还可被描述为沿纵向从工艺上游至工艺下游通过工艺。
[0041]
术语“横向”(cd)在本文中是指大致垂直于纵向的方向。
[0042]“固结”、和“固结的”是指材料经历从第一拉伸长度至第二拉伸长度的伸长减小,所述伸长减小小于第一拉伸长度且大于零。
[0043]“松弛状态”限定当不被施加的力拉伸时材料的长度。
[0044]
在本说明书的上下文中,0%的伸长是指处于松弛状态的材料具有松弛长度l,并且150%的伸长表示2.5x的所述材料的松弛长度l。例如,具有100毫米松弛长度的弹性膜在150%伸长下将具有250毫米的长度。并且具有100毫米松弛长度的弹性膜在80%的伸长下将具有180毫米的长度。
[0045]
本公开涉及用于制造吸收制品的设备和方法。更具体地,本公开涉及用于装配可用来制备吸收制品部件的弹性层合体的设备和方法。本公开的特定方面涉及砧和邻近砧的撒布机机构。在装配过程中,第一基底可沿纵向被推进到旋转的砧上。撒布机机构用来通过将弹性材料沿横向拉伸至第一伸长而活化弹性材料。然后沿横向将弹性材料固结至第二伸长,其中第二伸长小于第一伸长。然后将所固结的弹性材料粘结在砧上的第一基底和第二基底之间。弹性材料和基底可用各种方式来粘结,例如,利用超声粘结装置。在一些构型中,第一基底和第二基底可为非织造布,并且弹性材料可为弹性膜和/或弹性层合体。如下文所更详述,弹性材料可在推进至砧之前被活化和固结。在一些构型中,弹性材料可在推进至砧之前被活化,并且可在推进到砧上之后被固结。本文的撒布机机构和砧构型使得能够进行联机活化工艺,在吸收制品装配过程中,所述联机活化工艺可在装配弹性层合体期间进行。
[0046]
应当理解,本文的方法和设备的多方面可用各种方式来配置。为了帮助为对方法构型的后续讨论提供另外的上下文,下文描述了可被配置成根据本文所公开的方法来操作的设备。
[0047]
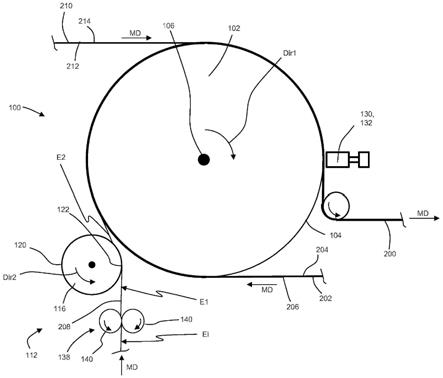
图1a
‑
图1c示出了被配置成装配弹性层合体的设备100的示意性侧视图。如图1a
‑
图1c所示,所述设备包括砧102,所述砧具有圆柱形外周向表面104并且适于沿第一方向dir1围绕第一旋转轴线106旋转。虽然第一方向dir1在图1a中被示出为顺时针方向,但应当理解,砧100可被配置成旋转使得第一方向dir1为逆时针方向。砧辊100可轴向延伸介于第一端部108和第二端部110之间的长度。如下文所更详述,基底和弹性材料可在旋转的砧102上组合以形成弹性层合体。应当理解,基底和弹性材料可用各种方式来配置。例如,基底可被配置为非织造布,并且弹性材料可被配置为弹性膜和/或弹性层合体。
[0048]
如图1b所示,砧102且更具体地外周向表面104也可与真空压力源105流体连接。因此,在操作期间,真空气压可用来帮助将基底和弹性材料保持到砧102的外周向表面104上。例如,如图1g所示,砧辊102的外周向表面104可包括与真空压力源105流体连接的多个孔114。继而,孔114可限定真空区115,所述真空区轴向延伸或沿横向cd延伸宽度wvz。为清楚起见,图1g示出了虚线115a,115b以表示真空区115的示例性边界。
[0049]
如上所述,弹性材料诸如弹性膜可包括基体弹性膜和表面层(也称为皮)。在活化期间,膜可被延伸或拉伸以在所述皮中产生多个微观尺度的断裂部和撕裂部,其中此类断裂部和撕裂部可帮助减少所述皮对弹性膜的延伸力的贡献。继续参考图1a
‑
图1c,设备100也可包括撒布机机构112。如下文所更详述,在弹性层合体的装配过程中,撒布机机构112可用来通过将弹性材料沿横向cd拉伸至第一伸长而活化弹性材料。然后将所拉伸的弹性材料固结至第二伸长,其中第二伸长小于第一伸长。弹性材料从撒布机机构112被推进到旋转的砧102上的基底上。在一些构型中,撒布机机构112可被配置成活化并固结弹性材料。在一些构型中,弹性材料可在撒布机机构的下游被固结。应当理解,设备100可包括用各种方式配置的多于一个撒布机机构,例如美国专利申请62/374,010;62/406,025;和62/419,515中所公开的。
[0050]
如图1a
‑
图1e所示,撒布机机构112可被配置成带有斜置盘。例如,撒布机机构112可包括第一盘116和第二盘118,其中第一盘116沿旋转轴线106偏离第二盘118。第一盘116适于围绕旋转轴线116a旋转,并且第二盘118适于围绕旋转轴线118a旋转,其中第一盘和第二盘116,118沿与第一方向dir1相反的第二方向dir2旋转。虽然第二方向dir2在图1a中被
示出为逆时针方向,但应当理解,盘116,118可被配置成旋转使得第二方向dir2为顺时针方向。此外,第一盘116包括在内边缘116c和外边缘116d之间轴向延伸的外边沿116b,并且第二盘118包括在内边缘118c和外边缘118d之间轴向延伸的外边沿118b。
[0051]
如图1a
‑
图1d所示,第一盘116和第二盘118为彼此相对斜置的,使得外边沿116b,118b彼此分开距离d,所述距离从第一位置120处的最小距离dmin增大至第二位置122处的最大距离dmax。如下所述,在操作期间,弹性材料诸如弹性膜可沿纵向md被推进到外边沿116b,118b上。由于第一盘和第二盘116,118为斜置的,因此盘116,118的旋转导致边沿116b,118b牵拉弹性材料的边缘区域,并且通过沿横向cd拉伸弹性材料来活化弹性材料。盘116,118也可被配置成在操作期间帮助抓持弹性材料的相对边缘区域。例如,具体地参考图1d和1e,第一盘116和第二盘118可各自包括从边沿116b,118b径向向内延伸的沟槽124。继而,沟槽124可与真空压力源129流体连接。因此,在操作期间,真空气压可用来帮助将弹性材料保持到边沿116b,118b上。盘116,118也可包括支撑构件126,所述支撑构件横跨沟槽124延伸以帮助防止弹性材料被真空气压吸入到沟槽124中。如图1d和图1e所示,盘116,118也可包括从边沿116b,118b径向向外突起的瘤状物128。因此,瘤状物128在拉伸弹性材料时也可用来帮助防止弹性材料的边缘区域沿边沿116b,118b滑动。应当理解,附加瘤状物128可被定位在沟槽124的内侧或外侧。此外,瘤状物128也可被定位在支撑构件126上。
[0052]
如上所述,被拉伸的弹性材料和基底在砧102上组合起来。所组合的基底和弹性材料然后可在砧102上用超声波粘结在一起以形成弹性层合体。如图1a和图1b所示,设备100可包括邻近砧102的一个或多个超声机构130。应当理解,超声机构130可包括变幅杆132,并且可被配置成向砧102上的组合的基底和弹性材料赋予超声能量。如图1f和图1g所示,砧辊102可包括从砧102的外周向表面104径向向外延伸的多个图案元件134。因此,超声机构可向变幅杆132施加能量以产生变幅杆在频率和振幅上的共振,因此变幅杆132沿大致垂直于在旋转的砧102上被推进经过变幅杆132的基底和弹性材料的方向快速振动。变幅杆132的振动在由砧102上的图案元件134支撑的区域中产生执以将基底和弹性材料熔化并粘结在一起。应当理解,超声机构的多方面可用各种方式来配置,例如美国专利3,113,225;3,562,041;3,733,238;6,036,796;6,508,641;和6,645,330中所公开的。在一些构型中,超声机构可被配置为线性振荡型超声焊极,例如,购自herrmann ultrasonic,inc.。在一些构型中,所述超声焊极可包括沿横向cd嵌套在一起的多个超声焊极。
[0053]
如先前所提及的,上文参考图1a
‑
图1g所述的设备100可用来装配以各种方式配置的弹性层合体。例如,图2a
‑
图2d示出了用来装配弹性层合体200的设备100的各种示意图。
[0054]
如图2a
‑
图2c所示,第一基底202沿纵向md推进到旋转的砧102上。更具体地,第一基底202包括第一表面204和相对的第二表面206,并且第一基底202推进以将第一表面204包裹到旋转的砧102的外周向表面104上。在装配过程中,撒布机机构112通过沿横向cd将弹性材料208拉伸至第一伸长来活化弹性材料208。然后将所拉伸的弹性材料208固结至小于第一伸长的第二伸长。并且所固结的弹性材料208被定位成接触第一基底202的第二表面206。如下文所更详述,所拉伸的弹性材料208可在推进至砧102之前被固结,并且在一些构型中,弹性材料208可在推进至砧102之后被固结。继而,弹性层合体200可通过如下方式形成:用超声波将第一基底202和弹性材料208与砧102上的第二基底210粘结在一起。更具体地,第二基底210包括第一表面212和相对的第二表面214,并且第二基底210推进以将第一
表面212定位成接触弹性材料208和第一基底202的第二表面206。
[0055]
继续参考图2a
‑
图2c,随着砧102旋转,第一基底202、弹性材料208、和第二基底210被推进到砧102的外周向表面104和超声变幅杆132之间。继而,超声变幅杆132将第一基底204、弹性材料208、和第二基底210粘结在一起以形成弹性层合体200。如图2a和图2e所示,弹性层合体200然后可从砧102推进至附加吸收制品装配过程。图2f也示出了处于松弛状态的弹性层合体200,其中弹性材料208的中心区208c是沿横向cd收缩的。在超声粘结过程中,应当理解,由超声变幅杆132赋予到弹性层合体200中的粘结部可对应于由所述多个图案元件134所限定的图案和/或形状,所述多个图案元件从砧102的外周向表面104径向向外延伸。应当理解,弹性层合体200可包括以各种方式粘结在一起且带有不同或相同粘结图案的部件的各种部分。例如,弹性材料208可与第一基底和/或第二基底202,210粘结在一起,并且第一基底202可在弹性层合体200的区域中直接粘结到第二基底210。应当理解,设备100可适于产生各种类型的粘结构型,例如美国专利6,572,595中所公开的。
[0056]
如先前所提及的,撒布机机构112通过沿横向cd将弹性材料208拉伸至第一伸长来活化弹性材料208。具体地参考图2a和图2d,弹性材料208包括第一边缘216a和沿横向cd与第一边缘216a分开的第二边缘216b。此外,弹性材料208还包括邻近第一边缘216a的第一边缘区域208a和邻近第二边缘216b的第二边缘区域208b。第一边缘区域208a沿横向cd由中心区208c与第二边缘区域208b分开。如图2a和图2b所示,在撒布机机构112的上游,弹性材料208可限定沿横向cd介于第一边缘216a和第二边缘216b之间的初始宽度wi。在第一位置120处或其下游,弹性材料112沿纵向md推进到撒布机机构112上。应当理解,弹性材料208在推进到撒布机机构112上时可处在沿横向cd的初始宽度wi。还应当理解,在撒布机机构112的上游,弹性材料206可处于松弛状态。
[0057]
如图2b和图2d所示,弹性材料208的第一边缘区域208a推进到撒布机机构112的第一盘116的外边沿116b上,并且第二边缘区域208b推进到第二盘118的外边沿118b上。如先前参考图1d所述,撒布机机构112的第一盘和第二盘116,118的外边沿116b,118b可包括流体连接到真空压力源129的沟槽124,并且可包括径向突起的瘤状物128。因此,如图2d所示,弹性材料208的第一边缘区域208a可用沟槽124中的真空气压和径向突起的瘤状物128保持在外边沿116b上的适当位置。类似地,弹性材料208的第二边缘区域208b可用沟槽124中的真空气压和径向突起的瘤状物128保持在外边沿118b上的适当位置。
[0058]
如上文参考图1d所述,第一盘116和第二盘118为斜置的。因此,随着撒布机机构112的第一盘116和第二盘118旋转,弹性材料208在从第一位置120或第一位置120的下游朝第二位置122推进时沿横向cd被拉伸。因此,如图2a,图2b和图2d所示,撒布机机构112可通过将弹性材料208沿横向cd从初始宽度wi(和初始伸长ei)拉伸至沿横向cd的第一宽度w1(和第一伸长e1)来活化弹性材料208,其中w1大于wi,并且其中e1大于ei。
[0059]
随着第一盘116和第二盘118继续沿方向dir2旋转并且推进弹性材料208经过第二位置122,撒布机机构112将弹性材料208固结至第二宽度w2(和第二伸长e2),其中w2小于w1,并且其中e2小于e1。应当理解,弹性材料208保持被拉伸在第二宽度w2(和第二伸长e2)。还应当理解,弹性材料208在初始宽度wi(和初始伸长ei)下可处于松弛状态,并且因此第二宽度w2可大于初始宽度wi,并且第二伸长e2可大于初始伸长ei。
[0060]
应当理解,本文的设备100可被配置成加工各种延伸量的弹性材料。在一些构型
中,第一伸长e1和第二伸长e2之间的差值可为约25%。在一些构型中,e1
‑
e2=25%。在一些构型中,当撒布机机构包括斜置盘时,弹性材料208的第一边缘区域和第二边缘区域208a,208b可保持在盘116,118的外边沿116b,118b上的适当位置。并且因此随着第一盘和第二盘116,118旋转,第一边缘区域和第二边缘区域208a,208b的一些部分可保持不沿横向cd被拉伸。因此,随着第一撒布机机构112的第一盘116和第二盘118旋转,弹性材料208的中心区208c沿横向cd被拉伸。在一些构型中,中心区208c的初始伸长ei可为百分之零;第一伸长e1可为约225%,并且第二伸长可为约180%。
[0061]
如图2a
‑
图2d所示,固结的弹性材料208在第二位置122的下游从撒布机机构112推进至砧102,并且推进到砧102上的第一基底202的第二表面206上。并且随着砧102旋转,第二基底210推进到砧102上以将第一表面212定位成接触弹性材料208和第一基底202的第二表面206以形成弹性层合体202,其中第一基底202、弹性材料208、和第二基底210被粘结在一起。
[0062]
虽然撒布机机构112可被配置成在推进至砧102之前活化并固结弹性材料208,但应当理解,在一些构型中,弹性材料208可在从撒布机机构112推进至砧102之后被固结。例如,如图2g所示,在第一位置120处或其下游,弹性材料208沿纵向md推进到撒布机机构112上。并且撒布机机构112可通过将弹性材料208沿横向cd从初始宽度wi(和初始伸长ei)拉伸至沿横向cd的第一宽度w1(和第一伸长e1)来活化弹性材料208,其中w1大于wi,并且其中e1大于ei。一旦弹性材料208推进至第二位置122或在弹性材料推进至撒布机机构112上的第二位置122之前,具有第一宽度w1(和第一伸长e1)的拉伸的弹性材料208推进到砧102上。因此,在第二位置122处或其上游,弹性材料208可从撒布机机构112移除。
[0063]
如先前所提及的,砧102的外周向表面104可与真空源105流体连接,并且因此真空气压可施加到砧102上的第一基底202。此外,当第一基底202被配置为多孔基底诸如非织造布时,真空气压也可施加到砧102上的弹性材料208,并且因此可帮助保持弹性材料208在砧102上的拉伸状态。如上文参考图1g所详述,砧辊102的外周向表面104可包括与真空压力源105流体连接的多个孔114。继而,由孔114限定的真空区115轴向延伸或沿横向cd延伸宽度wvz。因此,施加在弹性材料208(当处在砧102上时)上的真空压力可保持弹性材料208的宽度处在如下宽度,所述宽度等于或约等于真空区115的宽度wvz。在一些构型中,真空区115的宽度wvz可小于从撒布机机构112推进的弹性材料208的第一宽度w1。因此,如图2g所示,从撒布机机构112推进至砧辊102的弹性材料208可被固结至如由真空区115的宽度wvz所限定的第二宽度w2(和第二伸长e2),其中w2和wvz均小于w1,并且其中e2小于e1。还应当理解,在从撒布机机构112推进至砧102时,弹性材料208可被固结至第二宽度w2(和第二伸长e2)。还应当理解,当处在撒布机机构112和砧102上时,弹性材料112可部分地固结。
[0064]
还应当理解,撒布机机构112的多方面可用各种方式来配置。例如,撒布机机构112的盘116,118的横向cd位置可相对于彼此调节。此外,撒布机机构112的盘116,118的斜置角度也是可调节的。第一盘116的斜置角度可被定义为第一盘116的旋转轴线116a和砧102的旋转轴线106之间的角偏移,并且第二盘118的斜置角度可被定义为第二盘118的旋转轴线118a和砧102的旋转轴线106之间的角偏移。在一些构型中,砧102的外周向表面104和撒布机机构112的第一盘和第二盘116,118的外边沿116b,118b之间的径向间隙为可调节的,其中盘116,118的位置可被配置为可独立地或共同地调节的。在一些构型中,砧102的外周向
表面104和外边沿116b,118b之间的径向间隙可为零或大于零。
[0065]
应当理解,各种驱动器可用来控制撒布机机构112的盘116,118的旋转。例如,撒布机机构112的盘116,118可由一个或多个马达诸如伺服马达来驱动。在一些构型中,马达可与盘116,118直接连接,并且在一些构型中,马达可与盘116,118间接地连接,诸如通过带、滑轮、和/或齿轮来连接。盘116,118可通过使用在所述盘之间带有耦接件的共同传动轴而被成对地驱动。在一些构型中,共同的中间轴可用来与单一马达一起驱动盘116,118两者。在一些构型中,砧102和撒布机机构112的驱动器可操作性地连接,并且可被配置成带有单一马达。在一些构型中,撒布机机构112的盘116,118可仅由弹性材料208的推进来驱动。在一些构型中,撒布机机构112的盘116,118可由砧102或进料惰辊的旋转来驱动。其它驱动器可包括通过中间轴与操作性地接触盘116,118的摩擦材料所进行的表面驱动。
[0066]
应当理解,撒布机机构112可被配置成以各种方式来活化弹性材料208。例如,如图3a和图3b所示,撒布机机构112可包括被定位在第一盘116和第二盘118之间的挠曲构件136。在操作期间,随着第一盘116和第二盘118旋转,弹性材料208的中心区208c可沿挠曲构件136推进。继而,挠曲构件136将弹性材料的中心区208c挠曲到介于第一盘116和第二盘118之间的空间中。由挠曲构件136赋予到弹性材料208上的挠曲导致弹性材料208拉伸。因此,由挠曲构件136导致的拉伸可被配置成赋予附加拉伸以补充由第一盘116和第二盘118的斜置关系所导致的拉伸。
[0067]
应当理解,挠曲构件136可用各种方式来配置。例如,挠曲构件136在图3a和图3b中被示出为沿纵向md在第一盘116和第二盘118之间延伸的伸长构件136a。在诸如图3c所示的另一个示例中,所述构件可被配置为被定位在第一盘116和第二盘118之间的旋转盘136b。在一些构型中,挠曲构件136可被配置成带有气动装置,以便将空气排放到弹性材料208上。在一些构型中,弹性材料208可被支撑在出自挠曲构件136的压缩空气层上。在一些构型中,挠曲构件136的位置和/或几何形状为可调节的,这继而可允许调控第一宽度w1(和第一伸长e1)。应当理解,挠曲构件136可相关于盘116,118被布置和/或配置成使得第一盘116和第二盘118可彼此平行,而不是彼此斜置。还应当理解,挠曲构件136可相关于盘116,118被布置和/或配置成使得弹性材料208可在推进至第二位置122之前或之后被固结。还应当理解,挠曲构件136可被配置成带有弯曲区域和/或直区域,并且可被配置成从盘116,118之间向外挠曲弹性材料208。如上所述,一旦被活化,所拉伸的弹性材料208就可在图3a和3b所示的撒布机机构112上被固结和/或可在砧102上被固结。
[0068]
如图4所示,撒布机机构112可包括环轧设备138,例如以下专利中所公开的:美国专利4,116,892;4,834,741;5,143,679;5,156,793;5,167,897;5,422,172;和5,518,801;和9,687,580。在一些构型中,环轧设备138可包括两个异形辊140,诸如示出于例如图4a中。应当理解,诸如图4a所示的辊140也可被配置成彼此相同的。每个辊140可包括至少两个盘分组,所述盘分组具有位于轴上的多个相互啮合的盘。再次参考图4,弹性材料208可推进穿过介于所述两个异形辊140之间的辊隙,并且环轧设备138继而通过将弹性材料208沿横向cd从初始宽度wi(和初始伸长ei)拉伸至沿横向cd的第一宽度w1(和第一伸长e1)来活化弹性材料208,其中w1大于wi,并且其中e1大于ei。然后在第二位置122处或其下游,所活化的弹性材料208可推进至第一盘116和第二盘118。随着第一盘和第二盘116,118旋转并且在第二位置122的下游推进弹性材料208,弹性材料208被固结至第二宽度w2(和第二伸长e2),其
中w2小于w1,并且其中e2小于e1。然后所固结的弹性材料208从第一盘116和第二盘118推进并推进到砧102上。还应当理解,图4所示的设备100可被修改以消除第一盘116和第二盘118,并且因此所活化的弹性材料208可从环轧设备138直接推进至砧102。因此,弹性材料208可在从环轧设备138推进至砧102时被固结至第二宽度w2(和第二伸长e2),并且/或者可在位于砧102上时被固结,如上所述。
[0069]
应当理解,本文的设备100可被配置成以各种方式来活化弹性材料208。例如,设备100可被配置成在弹性材料208的部件中产生具有不同拉伸特性、触觉差异、和/或美感差异的区,诸如美国专利8,118,801和美国专利公布us20120143165a1中所公开的。在一些构型中,设备100可被配置成沿纵向md和/或横向cd活化弹性材料208,诸如以下专利中所公开的:美国专利7,824,594;7,896,641;和8,062,572。
[0070]
应当理解,本文的设备100的多方面可被配置成从各种类型的材料和/或部件来装配弹性层合体。例如,应当理解,上述第一基底202和/或第二基底210可被配置为相同或不同类型的材料。例如,基底202,210可被配置为单层非织造布或多层非织造布。如先前所提及的,弹性材料208可用各种方式来配置并且可由各种材料构成。例如,弹性材料可通过本领域中的任何合适的方法来形成,例如,通过将熔融热塑性聚合物和/或弹性体聚合物或聚合物共混物挤出通过狭槽模具,随后冷却所挤出的片材。用于制备膜形式的其它非限制性示例包括由含水浇铸分散体、非水浇铸分散体浇铸、吹制、溶液流铸、压延和成形。可将弹性体组合物制备成基重为约5g/m2至约150g/m2的膜。弹性材料也可为由弹性体材料制成的开孔膜以提供透气性。在一些构型中,弹性材料包括合成纤维的非织造纤维网。所述纤维网可由来自弹性体的纤维制成,或者可为弹性体纤维与塑性纤维的混合物。弹性材料也可被配置为层合体,所述层合体包括与外层和内层连接的和/或被插置在外层和内层之间的弹性材料。弹性材料可包括一个或多个弹性元件,诸如股线、带状物、或片。用于制备弹性材料的合适的弹性体组合物包括选自以下各项的热塑性弹性体:苯乙烯嵌段共聚物、聚酯、聚氨酯、聚醚酰胺、聚烯烃弹性体、以及它们的组合。
[0071]
虽然设备100可被配置成作为吸收制品装配过程的一部分而联机操作,但应当理解,本文的设备100的多方面可用各种方式来配置,并且可用来从各种类型的材料和/或部件装配弹性层合体200。例如,应当理解,在一些构型中,弹性层合体装配操作可独立于最终装配过程执行,例如,脱机装配弹性层合体,其中弹性层合体可被存储起来,直到需要用于生产。例如,弹性层合体装配操作可独立于转换加工生产线而在离散的装配生产线上完成,所述转换加工生产线可专用于制造一次性吸收制品。在所述离散的生产线上进行了装配之后,弹性层合体可被递送至吸收制品转换加工生产线,诸如以连续弹性层合体卷材的形式递送。应当理解,此类连续弹性层合体卷材可为行星式卷绕的或横贯地卷绕的。还应当理解,弹性层合体装配过程可在制品装配过程中联机进行。
[0072]
还应当理解,结合一个非限制性构型所示或所述的特征可与其它非限制性构型的特征组合。此类修改和变型旨在被包括在本公开的范围内。
[0073]
如上所述,本公开的设备和方法可用来装配用于制造吸收制品的各种形式的弹性层合体。此类弹性层合体可用于例如以下吸收制品部件:底片、顶片、吸收芯、前耳片和/或后耳片、紧固件部件、和各种类型的弹性纤维网和部件诸如腿弹性部件、阻隔腿箍弹性部件、和腰弹性部件。为了具体地说明,图5a和图5b示出了呈尿布252形式的一次性吸收制品
250的一个示例,所述尿布可由在制造期间根据本文所公开的设备和方法操纵的此类弹性层合体构成。具体地,图5a为呈胶粘尿布形式的吸收制品在部分切除之后的平面图,所述胶粘尿布可包括在制造期间根据本文所公开的设备和方法装配的一个或多个弹性层合体,其中背向穿着者的尿布的部分朝观察者取向。图5b为图5a的吸收制品的平面图,所述吸收制品可包括在制造期间根据本文所公开的设备和方法装配的一个或多个弹性层合体,其中面朝穿着者的尿布的部分朝观察者取向。
[0074]
如图5a和图5b所示,尿布252包括基础结构254,所述基础结构具有第一耳片256中、第二耳片258、第三耳片260、和第四耳片262。为了给本讨论提供参照系,将基础结构显示为具有纵向轴线264和横向轴线266。基础结构254被显示为具有第一腰区268、第二腰区270、和设置在第一与第二腰区中间的裆区272。尿布的周边由一对纵向延伸的侧边274,276;与第一腰区268相邻的横向延伸的第一外边缘278;和与第二腰区270相邻的横向延伸的第二外边缘280限定。如图5a和图5b所示,基础结构254包括内部面向身体表面282、和外部面向衣服表面284。基础结构的一部分在图5a中被切除以更清楚地示出尿布的构造和尿布中可包括的各种特征部。如图5a和图5b所示,尿布252的基础结构254可包括限定内部面向身体表面282的顶片288、和限定外部面向衣服表面284的底片290。吸收芯292可设置在顶片288的一部分和底片290之间。如下文更详细地讨论,各区中的任何一个或多个可为可拉伸的,并且可包括如本文所述的弹性体材料或层合体。因此,尿布252能够在穿用时适形于具体穿着者的身体结构,并且在穿着期间保持与穿着者身体结构的配合。
[0075]
吸收制品250也可包括图5b所示的呈腰带形式的弹性腰部结构202、并且可提供改善的贴合性和对排泄物的约束。弹性腰部组件202能够弹性地伸展和收缩以动态地贴合穿着者的腰部。弹性腰部结构202可结合到尿布中,并且可至少从吸收芯292纵向向外延伸,并且一般形成尿布252的第一外边缘和/或第二外边缘278,280的至少一部分。此外,弹性腰部结构可侧向延伸以包括耳片。尽管弹性腰部组件202或其任何组成元件可包括固定到尿布上的一个或多个独立元件,但弹性腰部组件可被构造为尿布的其它元件诸如底片290、顶片288、或底片和顶片二者的延伸部分。此外,弹性腰部组件202可被设置在基础结构254的外部的面向衣服的表面284;内部的面向身体的表面282;或面向内的表面和面向外的表面之间。弹性腰部结构202可被配置成若干不同的构型,包括以下专利中所述的那些:美国专利公布2007/0142806a1;2007/0142798a1;和2007/0287983a1,这些专利均据此以引用方式并入本文。
[0076]
如图5a和图5b所示,尿布252可包括腿箍296,所述腿箍可提供改善的对液体和其它身体流出物的约束。具体地,弹性衬圈腿箍可提供围绕穿着者大腿的密封效果以防止渗漏。应当理解,当尿布被穿着时,腿箍可被放置成与穿着者的大腿接触,并且该接触的程度和接触压力可部分地由尿布在穿着者的身体上的取向来确定。腿箍296可以各种方式设置在尿布202上。
[0077]
尿布252可以裤型尿布的形式提供,或作为另外一种选择可具有可重新闭合的扣紧系统,所述系统可包括各种位置中的扣紧元件以帮助将尿布固定在穿着者身上的适当位置。例如,紧固件元件298可被定位在耳片上,并且可适于可释放地与位于第一腰区或第二腰区中的一个或多个对应的紧固元件连接。例如,如图5a所示,尿布252可包括第一腰区268中的连接区282,有时候称作着陆区。应当理解,各种类型的扣紧元件均可用于尿布。
[0078]
实施例
[0079]
a.一种用于装配弹性层合体的方法,所述方法包括以下步骤:提供第一基底和第二基底,第一基底和第二基底各自包括第一表面和相对的第二表面,并且限定沿横向的宽度;将第一基底的第一表面包裹到砧的外周向表面上;将弹性膜推进至撒布机机构,弹性膜包括第一边缘和沿横向由中心区与第一边缘分开的第二边缘;在撒布机机构处沿横向将弹性膜拉伸至第一伸长;将弹性膜从撒布机机构推进至砧;沿横向将弹性膜固结至第二伸长,其中第二伸长小于第一伸长;将所固结的弹性膜定位成接触砧上的第一基底的第二表面;推进第二基底以将第二基底的第一表面定位成接触砧上的固结的弹性膜和第一基底的第二表面;以及用超声波将第一基底与第二基底粘结在一起,其中弹性膜被定位在第一基底和第二基底之间。
[0080]
b.根据段落a所述的方法,其中撒布机机构包括彼此相对斜置的第一盘和第二盘,每个盘包括外边沿,其中随着第一盘和第二盘旋转,外边沿彼此分开一定距离,所述距离从第一位置处的最小距离增大至第二位置处的最大距离。
[0081]
c.根据段落b所述的方法,所述方法进一步包括以下步骤:在第一位置处或其下游,将弹性膜推进到第一盘和第二盘上;通过旋转撒布机机构的第一盘和第二盘而沿横向将弹性膜拉伸至第一伸长。
[0082]
d.根据段落c所述的方法,其中所述固结的步骤进一步包括:在第二位置的下游推进旋转的第一盘和第二盘上的弹性膜。
[0083]
e.根据段落d所述的方法,所述方法进一步包括如下步骤:在第二位置的下游,从第一盘和第二盘移除弹性膜,并且将弹性膜从撒布机机构推进至砧。
[0084]
f.根据段落c所述的方法,其中所述拉伸弹性膜的步骤进一步包括沿被定位在第一盘和第二盘之间的挠曲构件推进弹性膜的中心区。
[0085]
g.根据段落f所述的方法,其中挠曲构件包括旋转盘。
[0086]
h.根据段落a所述的方法,其中撒布机机构包括环轧设备。
[0087]
i.根据段落h所述的方法,所述方法进一步包括如下步骤:将弹性膜从环轧设备推进至第一盘和第二盘,其中第一盘和第二盘为彼此相对斜置的,每个盘包括外边沿,其中随着第一盘和第二盘旋转,外边沿彼此分开一定距离,所述距离从第一位置处的最小距离增大至第二位置处的最大距离。
[0088]
j.根据段落i所述的方法,其中所述固结的步骤进一步包括:在第二位置的下游推进旋转的第一盘和第二盘上的弹性膜。
[0089]
k.一种用于装配弹性层合体的方法,所述方法包括以下步骤:提供第一基底和第二基底,第一基底和第二基底各自包括第一表面和相对的第二表面,并且限定沿横向的宽度;将第一基底的第一表面包裹到砧的外周向表面上;将弹性膜推进至撒布机机构,弹性膜包括第一边缘和沿横向由中心区与第一边缘分开的第二边缘;通过在撒布机机构处沿横向将弹性膜拉伸至第一伸长来活化弹性膜;将弹性膜从撒布机机构推进至砧;将弹性膜定位成接触砧上的第一基底的第二表面;沿横向将砧上的弹性膜固结至第二伸长,其中第二伸长小于第一伸长;推进第二基底以将第二基底的第一表面定位成接触砧上的弹性膜和第一基底的第二表面;以及将第一基底与第二基底粘结在一起,其中处于第二伸长的弹性膜被定位在第一基底和第二基底之间。
[0090]
l.根据段落k所述的方法,其中撒布机机构包括彼此相对斜置的第一盘和第二盘,每个盘包括外边沿,其中随着第一盘和第二盘旋转,外边沿彼此分开一定距离,所述距离从第一位置处的最小距离增大至第二位置处的最大距离。
[0091]
m.根据段落l所述的方法,所述方法进一步包括以下步骤:在第一位置处或其下游将弹性膜推进到第一盘和第二盘上;通过旋转第一盘和第二盘而沿横向将弹性膜拉伸至第一伸长。
[0092]
n.根据段落m所述的方法,所述方法进一步包括如下步骤:在第二位置处、其上游或其下游,从第一盘和第二盘移除弹性膜,并且将弹性膜从第一盘和第二盘推进至砧。
[0093]
o.根据段落l所述的方法,其中所述拉伸弹性膜的步骤进一步包括沿被定位在第一盘和第二盘之间的挠曲构件推进弹性膜的中心区。
[0094]
p.根据段落o所述的方法,其中挠曲构件包括旋转盘。
[0095]
q.根据段落k所述的方法,其中撒布机机构包括环轧装置。
[0096]
r.根据段落k
‑
q中任一项所述的方法,其中砧包括真空区,所述真空区包括沿横向延伸的宽度w,其中宽度w小于第一伸长;并且其中所述固结的步骤进一步包括将所拉伸的弹性膜从撒布机机构推进到真空区上。
[0097]
s.根据段落k
‑
q中任一项所述的方法,其中所述粘结的步骤进一步包括在砧的外周向表面和超声变幅杆之间推进第一基底、第二基底、和弹性膜。
[0098]
t.一种用于制备弹性层合体的设备,所述设备包括:砧,所述砧包括外周向表面并且适于沿第一方向围绕旋转轴线旋转;多个图案元件,所述图案元件从外周向表面径向向外延伸,所述砧沿横向从第一端部轴向延伸至第二端部;邻近外周向表面的超声变幅杆;撒布机机构,所述撒布机机构沿纵向位于砧的上游并且适于将推进着的弹性膜沿横向拉伸至第一伸长;和用于沿横向将所拉伸的弹性膜固结至第二伸长的装置,其中第二伸长小于第一伸长。
[0099]
本专利申请要求以下专利申请的权益:2016年8月12日提交的美国临时专利申请62/374,010;2016年10月10日提交的62/406,025;2016年11月9日提交的和62/419,515,这些专利申请均全文以引用方式并入本文。
[0100]
本文所公开的量纲和值不应理解为严格限于所引用的精确数值。相反,除非另外指明,否则每个此类量纲旨在表示所述值以及围绕该值功能上等同的范围。例如,公开为“40mm”的量纲旨在表示“约40mm”。
[0101]
除非明确排除或以其它方式限制,本文中引用的每一篇文献,包括任何交叉引用或相关专利或专利申请以及本技术对其要求优先权或其有益效果的任何专利申请或专利,均据此全文以引用方式并入本文。对任何文献的引用不是对其作为与本发明的任何所公开或本文受权利要求书保护的现有技术的认可,或不是对其自身或与任何一个或多个参考文献的组合提出、建议或公开任何此类发明的认可。此外,当本发明中术语的任何含义或定义与以引用方式并入的文献中相同术语的任何含义或定义矛盾时,应当服从在本发明中赋予该术语的含义或定义。
[0102]
虽然已举例说明和描述了本发明的具体实施方案,但是对于本领域技术人员来说显而易见的是,在不脱离本发明的实质和范围的情况下可作出各种其它变化和修改。因此,本文旨在于所附权利要求中涵盖属于本发明范围内的所有这些变化和修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。