1.本发明属于模具设计技术领域,涉及一种修边刀块的设计方法,还涉及应用上述设计方法的设计装置。
背景技术:
2.汽车覆盖件是汽车必需的一类零件,其在制造中完整的工艺流程包括落料、拉延、修边、翻孔、翻边、整形等工序。修边是一种重要的工序,是覆盖件制造精度与效率的保证,所以汽车覆盖件的修边工序需要重点研究。修边工序主要由修边刀块完成,修边刀块模具的设计直接影响此工序的质量与效率,高精度的修边刀块可以减少试模次数和毛刺。传统方法设计刀块时,采用手动设计方法和单体设计方法,这两种方式均存在设计效率低、精度低的问题。
技术实现要素:
3.本发明的目的是提供一种修边刀块的设计方法,解决了现有技术中存在的设计效率低、精度低的问题。
4.本发明所采用的技术方案是,一种修边刀块的设计方法,包括以下步骤:
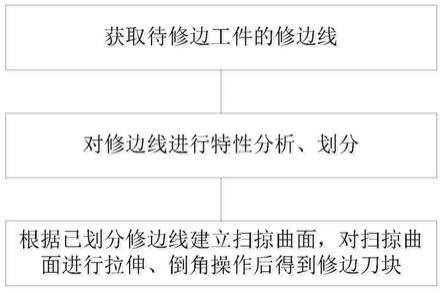
5.获取待修边工件的修边线;
6.对修边线进行特性分析、划分;
7.根据已划分修边线建立扫掠曲面,对扫掠曲面进行拉伸、倒角操作后得到修边刀块。
8.本发明的特点还在于:
9.修边线进行特性分析、划分包括:
10.对修边线进行特性分析,得到修边线长度、曲线弯折角度,并判断是否存在废料线;
11.若不存在废料线,采用常规划分方法根据修边线长度、曲线弯折角度对修边线进行划分;否则采用含废料线划分方法对修边线进行划分,得到划分点位置;
12.在划分点位置生成划分因素,划分因素包括划分线、划分面,根据划分因素进行修边线划分。
13.若判断结果为存在废料线,通过废料标识线对修边线进行标记,得到废料标识线。
14.常规修边线的划分方法为:
15.在预设范围内选择划分长度,从修边线两端同时以划分长度进行递归划分,且划分点位于曲线弯折角度小于等于预设值的位置;若修边线中间处的划分长度在预设长度范围内,则划分完成,否则重新调整划分长度,直至完成划分,得到划分点位置。
16.含废料线修边线的划分方法为:在废料线标记线两侧以废料划分长度划分出两个划分点,废料划分长度小于划分长度预设范围的最小值;若修边线上任意相邻两划分点间曲线长度小于划分长度预设范围的最小值,则划分完成;否则继续使用常规划分方法设置
划分点,直到划分完成,得到划分点位置。
17.创建已划分修边线的辅助信息,根据已划分修边线及其辅助信息建立扫掠曲面,对扫掠曲面进行拉伸、倒角操作后得到修边刀块包括:
18.初始化参数,将已划分的修边线作为刀块设计基准线,并以每条修边线的中点为原点建立相对坐标系;
19.定义刀块的参数化尺寸,参数化尺寸包括扫略面的宽度、限制高度、倒角角度、切除角度和长度;
20.根据定义的参数化尺寸创建修边线的扫略参考直线、辅助平行线,形成扫略边界,并以扫略参考直线为扫略初始条件创建出扫略曲面;扫略参考直线的长度为扫略面的宽度,即辅助平行线与修边线之间的距离;
21.根据定义的参数化尺寸创建限制面,将限制面作为拉伸操作时的高度限制,对扫略曲面进行拉伸,得到初步几何体;
22.根据定义的参数化尺寸对初步几何体的刃口面、空刀面进行倒角、切除操作,得到修边刀块。
23.扫略参考直线的创建方法为:扫略参考直线长度等于以修边线两端为起点,若修边线长度沿x方向延伸,则扫略参考直线垂直于相对坐标系x轴,若修边线长度沿y方向延伸,则扫略参考直线垂直于相对坐标系y轴,扫略参考直线方向朝向修边线外侧。
24.本发明的另一目的是提供一种修边刀块的设计装置。
25.本发明所采用的另一技术方案是,一种修边刀块的设计装置,包括:
26.修边线获取模块,用于获取待修边工件的修边线;
27.修边线划分模块,用于对修边线进行特性分析、划分;
28.刀块设计模块,用于根据已划分修边线建立扫掠曲面,对扫掠曲面进行拉伸、倒角操作后得到修边刀块。
29.修边线划分模块包括:
30.特性分析单元,用于对修边线进行特性分析,得到修边线长度、曲线弯折角度,并判断是否存在废料线;
31.划分点位置获取单元,用于若不存在废料线,采用常规划分方法根据修边线长度、曲线弯折角度对修边线进行划分;否则采用含废料线划分方法对修边线进行划分,得到划分点位置;
32.划分单元,用于在划分点位置生成划分因素,根据划分因素进行修边线划分。
33.刀块设计模块包括:
34.相对坐标系建立单元,用于初始化参数,将已划分的修边线作为刀块设计基准线,并以每条修边线的中点为原点建立相对坐标系;
35.定义参数单元,用于定义刀块的参数化尺寸,参数化尺寸包括扫略面的宽度、限制高度、倒角角度、切除角度和长度;
36.扫略曲面创建单元,用于根据定义的参数化尺寸创建修边线的扫略参考直线、辅助平行线,形成扫略边界,并以扫略参考直线为扫略初始条件创建出扫略曲面;扫略参考直线的长度为扫略面的宽度,即辅助平行线与修边线之间的距离;
37.初步几何体建立单元,用于根据定义的参数化尺寸创建限制面,将限制面作为拉
伸操作时的高度限制,对扫略曲面进行拉伸,得到初步几何体;
38.获取修边刀块单元,用于根据定义的参数化尺寸对初步几何体的刃口面、空刀面进行倒角、切除操作,得到修边刀块。
39.本发明的有益效果是:
40.本发明一种修边刀块的设计方法,先导入覆盖件轮廓修边线,获取修边线特征;再对覆盖件轮廓修边线按要求切分,可根据长度与角度要求进行切分调整设置,可将废料修边线和常规修边线分类进行自动切分,提高设计系统智能程度,适用于不同工程要求的修边线划分;相比于传统单体设计,刀块设计的结构整体性更强,设计效率与设计精度更高;修边线获取模块、修边线划分模块、刀块设计模块三个模块的功能具有其针对性,互相不干扰,设计过程中出现小问题便于排查,提高整个系统的设计效率。
附图说明
41.图1是本发明一种修边刀块的设计方法的流程图;
42.图2是本发明一种修边刀块的设计方法实施例中发动机盖常规修边线结构图;
43.图3是本发明一种修边刀块的设计方法实施例中发动机盖废料修边线结构图;
44.图4是本发明一种修边刀块的设计方法中常规修边线划分结果图;
45.图5是本发明一种修边刀块的设计方法中废料修边线划分结果图;
46.图6是本发明一种修边刀块的设计方法中修边刀块结构示意图;
47.图7是本发明一种修边刀块的设计方法中实施例得到的常规修边线扫掠曲面;
48.图8是本发明一种修边刀块的设计方法中实施例得到的废料修边线扫掠曲面;
49.图9是本发明一种修边刀块的设计方法中实施例得到的常规修边刀块结构图;
50.图10是本发明一种修边刀块的设计方法的流程图中实施例得到的常规修边刀块局部图;
51.图11是本发明一种修边刀块的设计方法中实施例得到的废料修边刀块结构图;
52.图12是本发明一种修边刀块的设计方法中实施例得到的常规修边刀块局部图;
53.图13是本发明一种修边刀块的设计方法中实施例得到的常规修边刀块安装法兰平面图;
54.图14是本发明一种修边刀块的设计方法中实施例得到的常规修边刀块安装整体图;
55.图15是本发明一种修边刀块的设计方法中实施例得到的拐角修边刀块安装法兰平面图;
56.图16是本发明一种修边刀块的设计方法中实施例得到的废料修边刀块安装整体图;
57.图17是本发明一种修边刀块的设计装置的结构示意图。
58.图中:1.修边线获取模块,2.修边线划分模块,201.特性分析单元,202.划分点位置获取单元,203.划分单元,3.刀块设计模块,301.相对坐标系建立单元,302.定义参数单元,303.扫略曲面创建单元,304.初步几何体建立单元,305.获取修边刀块单元。
具体实施方式
59.下面结合附图和具体实施方式对本发明进行详细说明。
60.一种修边刀块的设计方法,如图1所示,包括以下步骤:
61.步骤1、获取待修边工件的修边线;
62.步骤2、对修边线进行特性分析、划分;
63.覆盖件的修边线根据覆盖件的外形而来,比如车顶盖、发动机盖、车门、后备箱盖等,这些覆盖件修边线往往是很长一段连续复杂的空间曲线,所以在进行修边工序时,不可能只使用一把刀具完成,而必须由多个刀块组合成一个修边系统完成。此时就需要将整体的修边线进行划分,划分后的修边线就是刀块设计的主要依据。具体的方法为,步骤2.1、读入整条修边线,在catia中对修边线进行特性分析,得到修边线长度l、曲线弯折角度,并判断是否存在废料线;
64.步骤2.2、若不存在废料线,采用常规划分方法根据修边线长度、曲线弯折角度对修边线进行划分;否则采用含废料线划分方法对修边线进行划分,得到划分点位置;若修边线存在废料线时,通过废料标识线对修边线进行标记,得到废料标识线。
65.本实施例中,以某发动机盖修边线为例,读入常规修边线与存在废料线的修边线。通过修边线切分设置进行参数设置,如图2所示,当读入常规修边线时,使用常规修边线切分按钮;如图3所示,当读入为废料修边线切分时,使用废料修边线切分按钮。切分完成后的结果可通过保存切分结果功能按钮进行后台保存。
66.常规修边线的划分方法为:
67.在预设范围内选择划分长度d,本实施例中预设范围为240mm~300mm,那么划分完成的修边线的最小值为240mm,最大值为300mm,从修边线两端同时以划分长度d进行递归划分,且划分点位于曲线弯折角度小于预设角度α的位置,划分过程中若曲线弯折角度大于α,则需要对此处进行避让,因为弯折角度过大处可能划分出拐角曲线;若修边线中间处的划分长度在预设长度范围内则划分完成,否则重新调整划分长度d,直至完成划分,得到划分点位置,如图4所示;
68.若存在废料线,则含废料线划分方法为:在废料线标记线两侧以废料划分长度p划分出两个划分点,废料划分长度小于划分长度预设范围的最小值,此处不考虑弯折角度;若修边线上任意相邻两划分点间曲线长度l小于划分长度预设范围的最小值,则划分完成;否则继续使用常规划分方法设置划分点,此处需要考虑弯折角度α,直到划分完成,得到划分点位置,如图5所示;
69.步骤2.3、在划分点位置生成划分因素,划分因素包括划分线、划分面;
70.步骤2.4、根据划分因素进行修边线划分。
71.步骤3、创建已划分修边线的辅助信息,根据已划分修边线及其辅助信息建立扫掠曲面,对扫掠曲面进行拉伸、倒角操作后得到修边刀块。刀块属于非标准件,其常用的结构如图6所示,此结构具有较高的强度和刚度。图中分为三部分,顶部为安装法兰,安装法兰负责将刀块与其他安装部件连接固定;加强筋则是加强整体结构的稳定性,可以提高强度;刀块则负责主要工作,包括刀块刃口面、逃料面和空刀面。本实施例按照上述结构进行刀块设计,具体方法为:
72.步骤3.1、初始化参数,将已划分的修边线作为刀块设计基准线,并以每条修边线
的中点为原点建立相对坐标系;
73.步骤3.2、构建几何体集合,几何体集合包括按照常规刀块、拐角刀块、废料刀块进行分类的刀块;
74.步骤3.3、通过catia中创建的操作界面定义刀块的参数化尺寸,参数化尺寸包括扫略面的宽度、限制高度、倒角角度、切除角度和长度;
75.步骤3.4、根据定义的参数化尺寸创建修边线的扫略参考直线、辅助平行线,形成扫略边界,并以扫略参考直线为扫略初始条件创建出扫略曲面(决定刀体的截面形状),如图7、图8所示;扫略参考直线的长度为扫略面的宽度,即辅助平行线与修边线之间的距离。扫略参考直线的创建方式为:扫略参考直线长度等于以修边线两端为起点,若修边线长度沿x方向延伸,则扫略参考直线垂直于相对坐标系x轴,若修边线长度沿y方向延伸,则扫略参考直线垂直于相对坐标系y轴,扫略参考直线方向朝向修边线外侧。
76.步骤3.5、根据定义的参数化尺寸创建限制面,将限制面作为拉伸操作时的高度限制,对扫略曲面进行拉伸,得到初步几何体;
77.步骤3.6、根据定义的参数化尺寸对初步几何体的刃口面、空刀面进行倒角、切除操作,得到修边刀块,如图9
‑
12所示。
78.在刀块设计好之后,刀块要安装在刀座上,此时就需要安装法兰,安装法兰将与刀块的上表面形成一体。安装法兰根据线型分为常规类型和拐角类型。如图13所示,常规类型法兰底面的两个凸台是用于与其他部件安装,设计实例尺寸如图所示,其高度和尺寸可以通过自定义设计,因为常规刀块线型基本在y向落差很小,所以此结构可以保证其安装可靠性。如图15所示,拐角类型法兰尺寸与常规刀块基本相同,但结构上拐角刀块y向落差较大,因此在拐角侧设计两个安装凸台,这样可以保证结构安装稳定性。根据以上结构设计安装法兰。通过设置不同条件区分出不同结构的安装法兰,按照法兰尺寸区分螺钉销钉孔的位置数量,进而在安装法兰的基础上创建螺钉销钉孔位置,通过创建安装部件按钮进行一键生成操作。如图14所示,常规刀块设计方法得到的最终设计结果,包含常规类型法兰和拐角类型法兰;如图16所示,废料刀块设计方法得到的最终设计结果,包含常规类型法兰和拐角类型法兰,此处拐角处废料刀块法兰与拐角类型法兰设计方法相同。
79.本发明基于catia/caa(component application architecture)二次开发的汽车覆盖件修边刀块设计系统,利用并行设计的思想,得到一种修边刀块的设计装置,如图17所示,包括:
80.修边线获取模块1,用于获取待修边工件的修边线;
81.修边线划分模块2,用于对所述修边线进行特性分析、划分;
82.刀块设计模块3,用于根据已划分修边线建立扫掠曲面,对所述扫掠曲面进行拉伸、倒角操作后得到修边刀块。
83.修边线划分模块2包括:
84.特性分析单元201,用于对所述修边线进行特性分析,得到所述修边线长度、曲线弯折角度,并判断是否存在废料线;
85.划分点位置获取单元202,用于若不存在废料线,采用常规划分方法根据修边线长度、曲线弯折角度对修边线进行划分;否则采用含废料线划分方法对修边线进行划分,得到划分点位置;
86.划分单元203,用于在划分点位置生成划分因素,根据所述划分因素进行修边线划分。
87.刀块设计模块3包括:
88.相对坐标系建立单元301,用于初始化参数,将已划分的修边线作为刀块设计基准线,并以每条修边线的中点为原点建立相对坐标系;
89.定义参数单元302,用于定义刀块的参数化尺寸,所述参数化尺寸包括扫略面的宽度、限制高度、倒角角度、切除角度和长度;
90.扫略曲面创建单元303,用于根据定义的所述参数化尺寸创建修边线的扫略参考直线、辅助平行线,形成扫略边界,并以扫略参考直线为扫略初始条件创建出扫略曲面;所述扫略参考直线的长度为扫略面的宽度,即辅助平行线与修边线之间的距离;
91.初步几何体建立单元304,用于根据定义的所述参数化尺寸创建限制面,将限制面作为拉伸操作时的高度限制,对所述扫略曲面进行拉伸,得到初步几何体;
92.获取修边刀块单元305,用于根据定义的所述参数化尺寸对所述初步几何体的刃口面、空刀面进行倒角、切除操作,得到修边刀块。
93.通过以上方式,本发明一种修边刀块的设计方法,先导入覆盖件轮廓修边线,获取修边线特征;再对覆盖件轮廓修边线按要求切分,可根据长度与角度要求进行切分调整设置,可将废料修边线和常规修边线分类进行自动切分,提高设计系统智能程度,适用于不同工程要求的修边线划分;相比于传统单体设计,刀块设计的结构整体性更强,设计效率与设计精度更高;本发明一种修边刀块的设计装置,修边线获取模块、修边线划分模块、刀块设计模块三个模块的功能具有其针对性,互相不干扰,设计过程中出现小问题便于排查,提高整个系统的设计效率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。