1.本发明涉及中空轴构件、以及具备该中空轴构件的滚动装置。
背景技术:
2.作为滚珠丝杠装置、滚珠花键装置而公知的滚动装置具备:内构件,其在外表面具有轨道面;以及外构件,其具有与内构件的轨道面对置的负载轨道面,且配置于内构件的外侧。在内构件与外构件之间夹设有多个滚动体,从而外构件相对于内构件的相对移动变得自如。这样,在这种滚动装置中,通过在内构件与外构件之间夹设多个滚动体而得到轻快的动作,因此该滚动装置被利用于机器人、工作机械、医疗器械、航空器材等各种各样的领域。
3.但是,为了在各种各样的领域中利用滚动装置,谋求滚动装置的轻量化。例如,在作为滚动装置的轻量化的对策而历来所用的方法中采用通过对滚动装置实施切削加工来进行滚动装置的减薄、薄壁化或开孔等。但是,即使对滚动装置实施切削加工,滚动装置的大幅度的轻量化依旧困难。特别是,作为内构件而使用的丝杠轴、花键轴等轴状构件必须确保规定的强度,因此难以实现轻量化。
4.在此,作为用于实现轴状构件的轻量化的现有技术,已经通过对形成为中空轴状的管状原料实施塑性加工来形成所希望的轮廓形状并实现轻量化。例如,在下述专利文献1中公开了通过具有缩口工序以及精压工序的行程来制造中空轴的方法,其中,缩口工序将管状原料的两端部缩口,精压工序将颚部成形为标准的形状尺寸。另外,在下述专利文献2中公开了为了提供能够实现轻量化、加工负载降低、成本降低等的中空轴而通过模锻加工、缩锻加工来制造中空轴的技术。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2001
‑
121241号公报
8.专利文献2:日本特开2007
‑
75824号公报
技术实现要素:
9.发明所要解决的课题
10.作为用于实现作为滚动装置的内构件的丝杠轴、花键轴的轻量化的方法,本发明人等构思出通过对形成为中空轴状的管状原料的两轴端部实施模锻加工来制造丝杠轴、花键轴等中空轴构件的方法。但是,为了将中空轴构件用于滚动装置用的丝杠轴、花键轴等,需要相对于中空轴构件的两轴端部形成直角降阶形状部,该直角降阶形状部相对于轴向呈大致直角降阶。这是因为,为了用于滚动装置用的丝杠轴、花键轴等,需要在两轴端部设置由于支承轴的轴承,因此必须形成呈大致直角地降阶的直角降阶形状部。
11.但是,如上记专利文献2所示,在通过模锻加工形成中空轴的轮廓形状的情况下,该加工形状只能形成相对于轴向向倾斜方向倾斜的斜面,形成呈大致直角地降阶的直角降阶形状部是非常困难的。这一点经由在专利文献2的附图中所示的中空轴的轮廓形状中仅
存在有斜面形状而不存在有直角降阶形状部的情况可知。
12.并且,上记专利文献1的“现有技术”一栏中记载有如下内容:“考虑到使用管状原料而通过旋转模锻加工成形中空轴的方式,但该方式并不适于以具有急剧的台阶部的部件作为对象的情况”,在基于以专利文献1为代表的现有技术的技术常识中,众所周知的是,通过对形成为中空轴状的管状原料的两轴端部实施模锻加工来制造丝杠轴、花键轴等中空轴构件、尤其是通过模锻加工来制造具有直角降阶形状部的中空轴构件的非常困难的。
13.本发明通过创造打破上述现有技术的技术常识的新发明,提出了通过模锻加工来制造具有直角降阶形状部的中空轴构件的技术方法。并且,本发明的目的在于,通过提出上述新的技术方法来提供实现了现有技术中困难的轻量化的滚动装置用的中空轴构件。
14.用于解决课题的方案
15.本发明的中空轴构件的特征在于,该中空轴构件具备:一对缩径部,其通过对形成为中空轴状的管状原料的两轴端部实施模锻加工而分别形成于该两轴端部;以及中间部,其配置于所述一对缩径部之间,且具有比该一对缩径部的外径大的外径,其中,所述中间部与所述缩径部的连接边界的形状形成为相对于轴向呈大致直角地降阶的直角降阶形状部,该直角降阶形状部通过所述模锻加工而形成。
16.发明效果
17.根据本发明,能够提供实现了现有技术中困难的轻量化的滚动装置用的中空轴构件。
附图说明
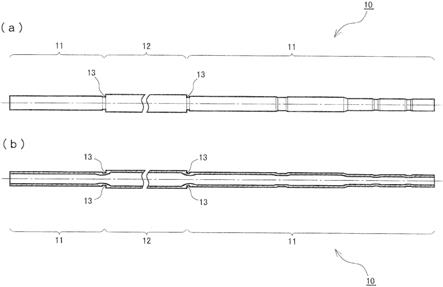
18.图1是示出本实施方式的中空轴构件的形状的图,图中的分图(a)示出外观,分图(b)示出截面。
19.图2是用于对本实施方式的中空轴构件的制造工序进行说明的流程图。
20.图3是示出图2所示的模锻加工的具体的处理工序的一例的图,特别是,图中的分图(a)示出原料准备(退火处理完毕)工序,分图(b)示出粗加工工序,分图(c)示出中间加工工序,分图(d)示出精加工工序。
21.图4是示出现有品与发明品的形状的剖视图,图中的分图(a)示出实心状态的现有品,分图(b)示出实现了基于钻孔加工的轻量化的现有品,分图(c)示出进行了模锻加工的发明品。
22.图5是示出本实施方式的中空轴构件的具体例的图。
23.图6是示出本实施方式的中空轴构件的另一具体例的图。
24.图7是例示出使本实施方式的中空轴构件构成为滚珠丝杠装置的丝杠轴的情况的图。
25.图8是例示出使本实施方式的中空轴构件构成为花键装置的花键轴的情况的图。
具体实施方式
26.以下,使用附图对用于实施本发明的优选的实施方式进行说明。需要说明的是,以下的实施方式并不限定各技术方案所涉及的发明,另外,实施方式中所说明的特征的组合并不全部是发明的解决手段所必需的。
27.首先,使用图1对通过本发明而制造出的中空轴构件的一实施例进行说明。图1是示出本实施方式的中空轴构件的形状的图,图中的分图(a)示出外观,分图(b)示出截面。
28.本实施方式的中空轴构件10是通过对形成为中空轴状的管状原料的两轴端部实施模锻加工而形成的构件。即,在中空轴构件10的两轴端部分别形成有缩径部11。另外,在形成于两轴端部的一对缩径部11之间形成有中间部12。中间部12具有比一对缩径部11的外径大的外径,例如是能够发挥作为丝杠轴、花键轴等滚动装置的内构件的功能的部位。
29.另外,在中间部12与一对缩径部11的连接边界形成有相对于轴向呈大致直角地降阶的直角降阶形状部13。该直角降阶形状部13是为了设置用于支承作为轴体的中空轴构件10的轴承而形成的形状,通过在直角降阶形状部13的形成部位配置轴承,例如能够将作为丝杠轴、花键轴等滚动装置的内构件而使用的中空轴构件10相对于设置部位可靠地安装。需要说明的是,形成于本实施方式的中空轴构件10的一对缩径部11、直角降阶形状部13通过本发明人等创造的使用了模锻加工的制造工序而形成。因此,接下来,将图2以及图3加入至参照附图,对本实施方式的中空轴构件10的制造工序进行说明。
30.图2是用于对本实施方式的中空轴构件的制造工序进行说明的流程图。另外,图3是示出图2所示的模锻加工的具体的处理工序的一例的图。
31.如图2所示,在本实施方式的中空轴构件10的制造工序中,首先,准备形成为中空轴状的管状原料(步骤s10)。该原料的材质是能够作为滚动装置的内构件而使用的金属强度、硬度较高的材质,例如使用suj2等轴承钢、高碳钢等。然后,通过对所准备的管状原料实施退火处理,执行使之后实施模锻加工的管状原料的硬度降低的处理(步骤s11)。
32.接着,对实施了退火处理的管状原料的两轴端部实施模锻加工,从而形成缩径部11、直角降阶形状部13(步骤s12)。需要说明的是,模锻加工是也被称为旋转冷锻加工的加工方法,是指使被称为模具31的被分割的工具旋转,从而一边敲击母材一边将其拉伸的加工。在形成本实施方式的一对缩径部11、直角降阶形状部13时,例如,如图3所示,可以采用将模锻加工分为“(a)原料准备
→
(b)粗加工
→
(c)中间加工
→
(d)精加工”这样的多个加工工序来逐渐形成最终形状的方法,也可以采用通过一次的加工工序而一举形成最终形状的方法。
33.需要说明的是,能够无问题地执行上述的本实施方式的模锻加工是因为通过在步骤s12所示的模锻加工之前对管状原料的两轴端部执行步骤s11所示的退火处理,从而使原料的硬度降低的处理有效地发挥效果,通过发明人等的试验,确认到在以不执行步骤s11所示的退火处理的方式实施了模锻加工的情况下,在产品中会产生破裂等不良情况。
34.当图2的步骤s12所示的模锻加工结束时,已形成本实施方式的中空轴构件10的基本的轮廓形状,然后,作为最终产品而执行用于完成中空轴构件10的轴端末加工(步骤s13)、精加工(步骤s14),从而完成本实施方式的中空轴构件10。
35.需要说明的是,在将本实施方式的中空轴构件10用作滚动装置的内构件的情况下,需要进行相对于中间部12形成轨道面、或者进行淬火处理从而提高表面硬度这样的处理。在该情况下,例如,可以在图2的步骤s10所示的原料准备的工序中进行在成为中间部12的部位预先形成轨道面的加工处理、或者在步骤s14所示的精加工的工序中执行淬火处理。另外,对于通过执行步骤s11所示的退火处理而硬度降低了的一对缩径部11,虽然通过步骤s12所示的模锻加工的实施会引起加工硬化,可以预见硬度的些许增加,但为了确保作为滚
动装置的内构件的功能,也能够在步骤s14所示的精加工的工序中执行针对一对缩径部11的淬火处理。
36.如以上说明的这样,对于形成本实施方式的中空轴构件10的一对缩径部11、直角降阶形状部13,能够通过退火处理(步骤s11)和模锻加工(步骤s12)的组合来适当地形成。因此,在对一对缩径部11和直角降阶形状部13的截面的金属组织进行显微镜观察时,能够确认到形成有由模锻加工产生的金属流线(metal flow)。也就是说,只要对作为最终产品的中空轴构件10进行微观观察,就能够验证是否利用了图2以及图3所示的本实施方式的制造方法。
37.接下来,参照图4以及表1,对利用本实施方式的制造方法而制造出的中空轴构件10(发明品)与现有技术的中空轴构件(现有品)的性能比较的结果进行说明。在此,图4是示出现有品与发明品的形状的剖视图,图中的分图(a)示出实心状态的现有品,分图(b)示出实现了基于钻孔加工的轻量化的现有品,分图(c)示出发明品。另外,表1是示出了图4的(b)所示的现有品与图4的(c)所示的发明品的性能比较结果的图表,且示出对比质量与临界速度而得出的结果。
38.【表1】
[0039][0040]
如图4所示,进行了性能比较的现有品与发明品采用具有相同长度的同一钢种的中空轴构件。顺便一提,在现有品中,形成有为了轻量化而通过钻孔加工在轴向上开设的孔。另一方面,发明品通过对形成为中空轴状的管状原料实施模锻加工而形成轮廓形状,因此内部的空洞也成为沿着轮廓形状的空洞形状。
[0041]
并且,如上记的表1所示,关于“质量”,现有品为1.2kg,与此相对地,发明品为0.6kg而与现有技术相比为50%的重量,虽然是同一钢种且相同长度的中空轴构件,但发明品与现有技术相比实际上实现了50%的轻量化。另一方面,为了对作为滚动装置的内构件的功能面进行评价,在对“临界速度(允许转速)”进行比较时,现有品为约3400min
‑1,与此相对地,发明品显示出为约5000min
‑1的值。也就是说,发明品与现有品相比具有约1.5倍的允许转速,从而能够确认到发明品于“临界速度(允许转速)”等安全面、强度面的的性能指标
上比现有品优异。根据这样的验证结果明确可知,利用本实施方式的制造方法而制造出的中空轴构件10(发明品)能够实现现有技术中困难的轻量化。
[0042]
另外,本发明品与现有品相比能够进一步轻量化,但能够得到这样的效果是因为,现有品只在位于两轴端部的一对缩径部的内径的范围内在轴上开设贯通孔,而与此相对地,在本发明品中,能够形成沿着位于轴中央部的中间部12的内径的空间。也就是说,在本实施方式的中空轴构件10中,能够使中间部12的内径大于一对缩径部11的内径,通过上述形态的实现,能够得到与现有技术相比更大的轻量化效果。
[0043]
接下来,使用图5以及图6示出利用以上说明的本实施方式的制造方法制造出的中空轴构件10的具体例。在此,图5是示出本实施方式的中空轴构件的具体例的图,图6是示出本实施方式的中空轴构件的另一具体例的图。
[0044]
在图5中,例如,示出如下的具体例:对外径为φ约5mm、板厚为约0.8mm的原料执行包括退火处理(步骤s11)和模锻加工(步骤s12)的处理,从而形成一对缩径部11、以及附图标记a、b、c所示的三个直角降阶形状部13。图5所示的中空轴构件10由qpd5(相当于sus440c)形成,例如,通过在中间部12形成花键槽,其能够被用作花键轴。
[0045]
另外,在图6中,例如,示出如下的具体例:对外径为φ约15mm、板厚为约2.15mm的原料执行包括退火处理(步骤s11)和模锻加工(步骤s12)的处理,从而形成一对缩径部11、以及附图标记d、e所示的两个直角降阶形状部13。图6所示的中空轴构件10由高碳钢形成,例如,通过在中间部12形成螺纹槽,其能够被用作丝杠轴。
[0046]
并且,在图6的具体例的情况下可知,中间部12的内周面与缩径部11的外周面以直角降阶形状部13的形成位置为边界而在轴向上成为大致相同的位置。因此,在将原料的板厚设为t,将基于模锻加工的降阶的加工变形尺寸设为l时,显示为能够进行直角降阶形状部13的形成直至满足下述不等式成立的条件。
[0047]
板厚t≦加工变形尺寸l
[0048]
需要说明的是,作为确认到上述不等式成立的具体的加工实绩,发明人等对于滚珠花键确认到板厚t=0.5mm<加工变形尺寸l=0.525mm(将外径φ4.2mm加工为φ3.15mm)的实绩值,对于精密滚珠丝杠确认得到板厚t=2.15mm<加工变形尺寸l=2.5mm(将外径φ15.3mm加工为φ10.3mm)的实绩值。
[0049]
以上,对本实施方式的中空轴构件10的具体结构及其制造工序进行了说明。本实施方式的中空轴构件10尤其适合用作构成滚动装置的内构件。因此,使用图7以及图8,对将本实施方式的中空轴构件10应用于滚动体丝杠装置和花键装置的情况的例子进行说明。
[0050]
(应用于滚动体丝杠装置的应用例)
[0051]
本实施方式的中空轴构件10例如能够作为图7所示那样的滚珠丝杠装置70的丝杠轴71而构成。图7是例示出使本实施方式的中空轴构件构成为滚珠丝杠装置的丝杠轴的情况的图。这样的滚珠丝杠装置70是具备作为内构件的丝杠轴71、以及经由多个滚珠73而以能够进行相对旋转的方式安装于该丝杠轴71的作为外构件的螺母构件72的装置。
[0052]
丝杠轴71是在外周面形成有螺旋状的作为轨道面的滚动体滚行槽71a的内构件,另一方面,螺母构件72是在内周面形成有与滚动体滚行槽71a相对应的螺旋状的作为轨道面的负载滚行槽的外构件。伴随于丝杠轴71相对于螺母构件72的相对的旋转运动,螺母构件72能够相对于丝杠轴71相对地进行往返运动。
[0053]
并且,能够通过本实施方式的中空轴构件10形成构成滚珠丝杠装置70的丝杠轴71,其中,该中空轴构件10具有通过上述的退火处理(步骤s11)与模锻加工(步骤s12)的组合而形成的一对缩径部11、直角降阶形状部13。此时,通过在本实施方式的中空轴构件10的中间部12的外周面形成螺旋状的作为轨道面的滚动体滚行槽71a,能够使本实施方式的中空轴构件10作为丝杠轴71而发挥功能。通过采用这样的结构,能够提供实现了现有技术中困难的轻量化的滚珠丝杠装置70用的中空轴构件10。
[0054]
(应用于花键装置的应用例)
[0055]
并且,本实施方式的中空轴构件10例如能够作为图8所示那样的花键装置80的花键轴81而构成。图8是例示出使本实施方式的中空轴构件构成为花键装置的花键轴的情况的图。
[0056]
在此,对图8所示的花键装置80的结构简单地进行说明,花键装置80具备作为内构件的花键轴81、以及经由作为多个滚动体的滚珠83而以移动自如的方式安装于该花键轴81的作为外构件的圆筒状的外筒82。在花键轴81的表面形成有成为滚珠83的轨道且沿花键轴81的轴线方向延伸的作为轨道面的滚动体滚行面81a。在安装于花键轴81的外筒82形成有与滚动体滚行面81a相对应的作为轨道面的负载滚动体滚行面。在形成于外筒82的负载滚动体滚行面与形成于花键轴81的滚动体滚行面81a之间形成有负载滚行路。在负载滚行路的旁边形成有供从载荷释放的滚珠83移动的无负载返回通路。在外筒82组装有将多个滚珠83呈回路状排列、保持的保持器84。并且,多个滚珠83被设置为在外筒82的负载滚动体滚行面与花键轴81的滚动体滚行面81a之间滚动自如,且被设置为通过无负载返回通路而无限循环,由此,外筒82能够相对于花键轴81相对地进行往复运动。
[0057]
并且,在图8所示的花键装置80的情况下,也能够通过本实施方式的中空轴构件10形成构成花键装置80的花键轴81,其中,该中空轴构件10具有通过上述的退火处理(步骤s11)与模锻加工(步骤s12)的组合而形成的一对缩径部11、直角降阶形状部13。此时,通过在本实施方式的中空轴构件10的中间部12的外周面形成作为轨道面的滚动体滚行面81a,能够使本实施方式的中空轴构件10作为花键轴81而发挥功能。通过采用这样的结构,能够提供实现了现有技术中困难的轻量化的花键装置80用的中空轴构件10。
[0058]
以上,对本发明的优选的实施方式进行了说明,但本发明的技术范围并不限定于上述实施方式所记载的范围。能够对上述实施方式进行各种变更或改良。根据技术方案的记载明确可知,进行了这样的变更或改良的方案也包含在本发明的技术范围内。
[0059]
附图标记说明
[0060]
10中空轴构件(发明品、内构件)、11缩径部、12中间部、13直角降阶形状部、31模具、70滚珠丝杠装置(滚动装置)、71丝杠轴(内构件)、71a滚动体滚行槽(轨道面)、72螺母构件(外构件)、73滚珠(滚动体)、80花键装置(滚动装置)、81花键轴(内构件)、81a滚动体滚行面(轨道面)、82外筒(外构件)、83滚珠(滚动体)、84保持器。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。