1.本技术涉及高压设备领域,具体而言,涉及一种铰链梁组件及六面顶压机。
背景技术:
2.六面顶压机(又称六面顶液压机)是一种广泛使用的高压设备。每台六面顶液压机由六套铰链梁组件组装构成。作为六面顶液压机关键的功能部件之一,铰链梁的质量直接影响到六面顶压机的使用性能和使用寿命。
技术实现要素:
3.本技术提出了一种铰链梁组件及六面顶压机,其可以改善六面顶压机中的侧缸栽头(塌头)的问题,且同时还具有理想的安装效率。
4.本技术是这样实现的:
5.在第一方面,本技术的示例提供了一种用于构成六面顶压机的一个主要部件的铰链梁组件。其主要包括铰链梁、活塞以及导向套。其中,铰链梁具有内腔。活塞则具有杆部和体部。并且,活塞的体部以嵌入内腔的方式与铰链梁配合;同时,该体部具有第一槽以及位于第一槽内的第一环。导向套与铰链梁连接且套设于活塞的杆部,并且,导向套具有第二槽以及位于第二槽内的第二环。此外,导向套还具有增设的耐磨槽。在该增设的耐磨槽内安置有弹性的支撑环,并且支撑环与活塞的杆部挤压接触。
6.在上述本技术中的铰链梁组件,其在原有的铰链梁组件的基础上,于导向套的基础上增设耐磨槽,并且在其填充具有弹性且能够在装配到位之后与活塞以挤压接触的方式配合的支撑环。
7.因此,通过设置的支撑环,导向套与活塞之间具有增多的支撑位点,从而可以分担设置于导向套的第一环受到挤压力。并且,通过控制槽深以及支撑环,可以使支撑环处于弹性变形状态,从而可以提高装配紧密程度。导向套的支撑环以及第一环共同配合,可以提高活塞相对于铰链梁的装配方向匹配,避免两者在轴向发生相对大尺度偏移。
8.根据本技术的一些示例,第一槽具有两道,且增设的耐磨槽位于两道第一槽之间。
9.将耐磨槽设置在两道第一槽之间,可以避免使各个环的受力更分散,也利于导向套和活塞相互接触处的均衡受力。
10.根据本技术的一些示例,增设的耐磨槽的数量为一个。或者,增设的耐磨槽的数量为两个,且该两个耐磨槽彼此沿导向套的轴向远离。
11.增加适当量的耐磨槽可以在一定程度上提高支撑作用。通过使两个耐磨槽相对地远离,从而增大支撑环的跨距避免相对偏离。
12.根据本技术的一些示例,第一槽内填充第一增厚体,从而减小第一槽的深度,第一环套设于第一增厚体;或者,第二槽内填充第二增厚体,从而减小第二槽的深度,第二环套设于第二增厚体。
13.将第一槽和第二槽的深度减小,因此,在使用同样的厚度的第一环、第二环情况的
下,可以增加两环的支撑力,有利于提高装配结构中各组成部分之间的相对位置的稳定,避免发生如偏移等问题。
14.根据本技术的一些示例,第一环、第二环中的任意一者或多种采用碳纤维树脂复合材料制作而成。
15.碳纤维树脂复合材料具有低摩擦系数,且抗压强度高,因此在使用过程中的形变小、脆性低,可以降低装配过程中受损情况的发生机率。
16.根据本技术的一些示例,导向套设置多个的油路接口。或者,导向套设置四个油路接口,四个油路接口呈环形分布、且相邻的两个油路接口之间的夹角为90
°
。
17.设置多个油路接口有利于现场安装铰链梁的前腔液压管路。例如,在装配过程中,可以根据实际的场地、环境等选择油路接口,从而使前腔管路接在距离前腔阀板最近的位置(不用的接头用油管堵堵上)。如此,液压管路不必过多地弯曲、绕行,从而在一定程度上降低压力损失、避免管路缠绕等情况。通过增加导向套油口数量,管路可以就近连接前腔阀组、路由变短,还可以减小管路中油压的冲击,起到减震的效果。
18.根据本技术的一些示例,活塞的体部具有支撑槽,且支撑槽内具有支撑环与铰链梁的配合。
19.活塞在体部该体部是插入到铰链梁的内腔中的。因此,在体部配置支撑槽,且支撑槽内配置支撑环同样可以对活塞和铰链梁之间的配合起到支撑、分散挤压作用力的作用。
20.根据本技术的一些示例,活塞的体部具有沿轴向延伸的凹槽,铰链梁具有能够以可脱离的方式插入到凹槽内的凸管,凸管的管腔与铰链梁的后堵孔联通。
21.通过将活塞和铰链梁通过凹凸结构进行配合,可以进一步提高抗活塞塌头的效果。
22.在第二方面,本技术的示例提供了一种六面顶压机,其包括前述的铰链梁组件。
23.在以上实现过程中,本技术实施例提供的铰链梁组件中,铰链梁、活塞以及导向套装配,可以克服六面顶压机发生侧杠塌头的问题。
附图说明
24.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
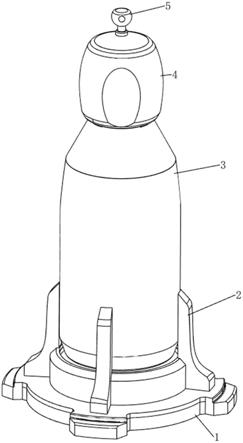
25.图1为一种铰链梁组件的结构示意图;
26.图2示出了图1的铰链链组件中的活塞的结构示意图;
27.图3示出了图1的铰链链组件中的活塞和导向套配合的结构示意图;
28.图4示出了具有两个支撑槽的导向套以及本技术示例中的改进型的具有两个耐磨槽的导向套的对比结构示意图;
29.图5示出了本技术示例的另一种铰链链组件中的通过凹槽和凸管配合的铰链链和活塞的结构示意图;
30.图6示出了具有两个接口的导向套以及本技术示例中的改进型的具有四个接口的导向套的对比结构示意图。
31.图标:101
‑
铰链梁;102
‑
活塞;1021
‑
杆部;1022
‑
体部;1023
‑
密封槽;1024
‑
支撑槽;103
‑
导向套;1031
‑
密封槽;1032
‑
支撑槽;1033
‑
密封槽;104
‑
大垫块;105
‑
限位螺母;106
‑
限位环;107
‑
高压法兰;108
‑
后堵;201
‑
耐磨槽;301
‑
凹槽;302
‑
凸管;303
‑
接口。
具体实施方式
32.在构成六面顶压机时,会配置六套铰链梁组件。铰链梁组件是六面顶压机的重要组成部件之一。铰链梁组件的质量直接关系到六面顶压机的工作稳定性和质量。
33.参阅图1,铰链梁组件主要包括铰链梁101、活塞102以及导向套103三大部件,以及其他诸如大垫块104、限位螺母105、限位环106、高压法兰107以及后堵108等。
34.其中,活塞是一个可运动的部件,其能够被导向套限制而沿着设计方向进行运动。例如,活塞沿着导向套的轴向运动,从而在铰链梁的内腔中运动。
35.以下就铰链梁、活塞以及导向套三者的装配方式进行详述。
36.活塞的结构如图2所示,其具有杆部1021和体部1022。并且,在活塞的体部具有多个第一槽、且槽内安装第一环。其中的第一槽包括两个密封槽1023和一个支撑槽1024。第一槽的数量可以根据实际情况进行选择性调整,并不以示例中所给出的数值为限。
37.该支撑槽1024位于两个密封槽之间,并且,两个密封槽的深度(沿活塞的径向的尺寸)比密封槽的深度更大。其中的密封槽用于安装密封环,从而在活塞于铰链梁的内腔配合时,在活塞的体部和铰链梁的内腔之间构成密封配合结构。而其中的支撑槽则用于安装支撑环。由此,当活塞于铰链梁的内壁配合时,支撑环能够对活塞和铰链梁内壁之间行程支撑结构。
38.活塞和导向套的配合方法是:导向套套设在活塞的杆部,如图3所示。如图3所示,导向套具有第二槽以及在该第二槽内的第二环。其中第二槽的数量为五个,且分别为两个密封槽1031、两个支撑槽1032以及一个密封槽1033。第二槽的数量可以根据实际情况进行选择性调整,并不以示例中所给出的数值为限。
39.其中,两个密封槽1031和两个支撑槽1032均位于导向套的内壁,而前述的一个密封槽1033则位于导向套的外壁。并且,其中,两个支撑槽1032分别位于导向套的轴向的相互远离的两端,而两个密封槽1031则相互接近且位于两个支撑槽1032之间。
40.对应于各个槽,第二换也具有五个,分别为安装在两个密封槽1031内密封环,安装在两个支撑槽1032内的支撑环以及安装在一个密封槽1033内的密封环。并且,安装在两个密封槽1031内密封环与活塞的杆部接触;安装在两个支撑槽1032内的支撑环与活塞的杆部接触;安装在一个密封槽1033内的密封环则与铰链梁的内壁接触。
41.由此,导向套和铰链梁的内壁构成由一个密封环的配合结构;同时,活塞的体部和铰链梁的内壁构成由两个密封环、一个支撑环构成配合结构。
42.在上述的活塞、导向套以及铰链梁的装配结构中,其装配质量将直接影响到密封性和六面顶压机的物理性能的水平,并且会因此影响压机的对中性,对使用安全有影响。
43.其中的物理性能主要指:六面压机的六个梁安装后,该六个梁之间的相对梁(上下梁、左右梁和前后梁)平行度和相邻俩梁之间的垂直度。一般地,对六面顶压机的性能要求是:垂直度小于0.4和平行度小于0.4。通过将在后文被提及的本技术提出的改进方案,在一些示例中前述的数值可以被控制在小于等于0.2的范围内。
44.在实践上述六面顶压机的过程中,会出现六面顶压机侧缸栽头(又称塌头)的问题。
45.经过研究分析,发明人认为一个重要的原因在于:在活塞、导向套以及铰链梁的装配结构中,三者之间的配合间隙过大。上述塌头的问题会导致六面顶压机的物理性能不能满足数据要求。具体而言,顶压机的对中性不好,在压机合成中会影响合成块产品的密封性。而合成块密封性不好,会导致压机放炮的风险,从而对周边的人和设备及工装造成危害、带来严重的经济损失。
46.因此,一些解决方案中,尝试通过减小装配间隙来克服上述问题。然而,如果配合间隙太小,则铰链梁组件的配装工作效率将会显著降低,且装配工作的难度陡增。并且,由于存在大压力工作环境,铰链梁组件中的装配密封件及导向件容易损坏。
47.除此之外,在实际的现场安装中,发明人发现铰链梁组件的前腔液压管路在一些地方安装路径太绕,是无谓的加长。针对这样的问题,可以导向套进行改造。例如,将导向套的前腔油路接口303增加,例如由2个改为4个,且90度圆形间隔均布(参阅图6)。如此,前腔管路能够根据需要选择最适宜的接口,从而联接在距离前腔阀板最近的位置,而不用的接头则可以用油管堵堵上。由于导向套的油口数量增加,管路可以就近连接前腔阀组,从而使液压油的路径/路由变短,从而可以减小管路中油压的冲击,起到减震的效果。
48.因此活塞、导向套设计研究工作显得尤为重要,它的质量好坏直接影响到压机的使用性能和使用寿命。
49.有鉴于上述装配间隙大所导致的问题,以及过度减小装配间隙所存在的一些缺陷。在部分情况下,选择通过垫铜片的方案来减小装配间隙。例如,在导向套和活塞的耐磨槽/导向槽的槽底垫上铜皮,从而增加原来安装在槽中的环(耐磨带、导向带或支撑环)的凸出于上述部件的外表面的凸出量。
50.然而,经过实践,发明人发现该方案并不能很好地解决塌头的问题。分析其主要原因在于:
51.垫铜皮解决配合间隙大的问题的方案是临时性的。并且,垫铜皮的调整量是有限的。不论是耐磨带什么材质的,其都有一定或微量的变形。进一步分析揭示了其原因是—大型六面顶压机用活塞和大垫块总重量已经超3.5吨重,因此,当活塞从铰链梁内腔底部向外空程前进一定距离时,目前的结构设计,不论耐磨槽里面装的是什么性质的耐磨带,都支撑不住(耐磨带的抗压强度是一定的)那么沉的重量。因此,耐磨带不仅会产生弹性变形,还会发生塑性变形,而塑性变形所释放的配合间隙使间隙变大,从而出现塌头问题。
52.经过上述实践,鉴于当前并无好的方案解决塌头问题,发明人提出了一种用于铰链梁的新的装配方案,以便更好地解决塌头的问题。
53.针对于导向套的有限的轴向空间,示例中,在导向套上增设了耐磨槽,并且在其中装入支撑环(也可以称为耐磨环)。通过增加支撑点的方式均衡、减小每道支撑环的受力。通过均衡和减小各个支撑环的受力,使支撑环的受力在支撑环材料的抗压强度范围之内。由此,通过适当的选择可以控制支撑环仅发生弹性变形,或尽量减小其发生塑性变形的程度或机率。
54.其中,耐摩槽的数量以及其对应的支撑环的数量可以根据六面顶压机的具体规格以及其中的铰链梁组件的结构尺寸进行选择。例如,在本技术的图4所示的方案中,导向套
增设了两道耐磨槽201,且每个耐磨槽中设置一个支撑环(图未绘示)。即导向套由具有两个支撑槽1032,变更为两个支撑槽1032和两个耐磨槽201。其中的两个耐磨槽201位于两个支撑槽1032之间。在其他的示例中,当两个支撑槽1032的设置位置发生改变或调整时,该增设的两个耐磨槽的位置也可以进行调节。
55.基于上述方案,在其他的一些示例中,可以选择通过增加两个耐磨槽201之间的距离(沿导向套的轴向的跨距),来进一步提高改造效果。这是由于,通过增加两个耐磨槽201之间的距离,可以进一步分散/均衡各个支撑环的受力,使其更不易损坏,且处于稳定的弹性形变状态,从而对活塞的杆部起到好的支撑作用。另外,还可以适当地增加导向套的整体厚度,即减小导向套的轴向延伸的用于供活塞的杆部穿过的通孔的直径。这既可以增加导向套的强度,也可以在一定程度上减小导向套的内壁于活塞的杆部的外表面之间的装配间隙。
56.进一步地,在选择增设耐磨槽和在其中设置支撑环之外,还可以选择调节原有导向套的第一槽的尺寸(相对于导向套的径向的深度)来调整配合间隙。部分示例中,通过在原有的第一槽内增加第一增厚体。第一增厚体既可以作为对原有的导向套的改造结构而存在,因此,其与导向套为相对独立地存在;或者,第一增厚体可以作为在设计导向套时对第一槽的深度进行考虑的结构而存在,因此,其与导向套为一体结构。
57.除此之外,在部分示例中,还可以对支撑环等填充在槽内的结构的材质进行选择(当然也可以选择调整第一环、第二环的材质),以便获得更佳的装配效率。例如,将支撑环选择为采用含碳纤维的酚醛树脂材料(即碳纤维酚醛树脂/碳纤维增强的酚醛树脂)制作而成的产品。碳纤维酚醛树脂具有良好的热稳定性能、机械性能和优异的摩擦磨损性能,因此在各领域中具有广泛的应用。由于其抗压强度高、且摩擦系数小,因此,在使用中可以抵抗相对更大的作用力。那么,其发生形变时的形变量会相对更小,且因脆性低也避免了容易被挤压损坏的情况的发生。
58.上述方案中,主要针对导向套结构进行改造,从而提高铰链梁组件的装配精度和质量。在其他的一些示例中,也可以选择对铰链梁组件中的活塞进行改造。
59.例如,如同上述对导向套的改造,部分示例中,可以选择在活塞上增加支撑槽,并且在该支撑槽内设置支撑环。并且,其中的主要位置可以是在活塞的体部,即与铰链梁的内腔处的内壁或内表面配合处。如此,在铰链梁组件中,活塞在体部增设槽体(其中具有诸如支撑环的实体结构),且同时还在杆部增设槽体(其中具有诸如支撑环的实体结构)。
60.又由于铰链梁是与导向套装配固定的(如螺栓连接),因此,活塞就被从体部和杆部同时进行了位置限定或修正,从而使活塞不易发生姿态或位置的偏移,三者更一致。即活塞的轴向、导向套的轴向以及铰链梁的轴向的同轴性更高,例如接近共线。
61.另外,部分示例中可选地根据还可以选择调节原有活塞的体部的第二槽的尺寸(相对于体部的径向的深度)来调整配合间隙。例如,通过在原有的第二槽内增加第二增厚体。第二增厚体既可以作为对原有的活塞的改造结构而存在,因此,其与活塞为相对独立地存在;或者,第二增厚体可以作为在设计活塞时对第二槽的深度进行考虑的结构而存在,因此,其与活塞为一体结构。
62.在上述的解决方案中,主要是从控制活塞、导向套以及铰链梁三者的装配间隙尺寸方面进行改进。另一些示例中,还可以改变活塞结构,并对应调整铰链梁结构,从而进一
步提高防止塌头的效果。
63.例如,将活塞改造为多杆结构。在活塞的体部设置沿轴向延伸的凹槽301/盲孔,并且相应地,在铰链梁的内腔中,配置一与前述的凹槽配合的凸管302。因此,该凸管302能够插入到凹槽301中,且在需要时,活塞还可以远离铰链梁运动,从而使凸管302从凹槽301中可脱离。此外,配合于前述的铰链梁的配置后堵(因此铰链梁具有后堵孔)的方案,该凸管的管腔与该铰链梁的后堵孔是联通的。该凸管和凹槽配合方案,可以引导或约束活塞的运动在轴向(图5中的虚线箭头所示)的运动轨迹,避免其相对于轴向发生偏移,因此也可以对塌头问题带来改善。图5中表示了活塞和铰链梁的运动方向和其中的凹凸配合结构,但是其并非表示的是在实际装配完成后,活塞可以相对于铰链链相对脱离。
64.作为一种应用示例,在上述的改进的铰链梁组件的基础上,可以对应配置控制系统和油路系统,从而获得一种新的六面顶压机。当然,顶压机也可以是其他类型的,并不以六面型的为限。换言之,示例中提及的本技术公开的改进的铰链梁组件也可以适用于各种顶压机方案中,并不限制于六面顶压机。
65.其中油路系统与铰链链组件匹配连接,并通过控制系统控制各个结构,例如油路系统中的泵油情况,以及活塞等的运动情况。对于六面顶压机而言,其存在多个铰链梁组件,因此,油路系统和控制系统需要对应进行调整,以便满足需要。对于油路系统以及控制系统,可以由市售的六面顶压机中的得到,本技术中对此不作详述。
66.为使本技术实施例的目的、技术方案和优点更加清楚,上述结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
67.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
68.在本技术的描述中,需要说明的是,术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该申请产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
69.在本技术的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
70.在本技术中,在不矛盾或冲突的情况下,本技术的所有实施例、实施方式以及特征可以相互组合。在本技术中,常规的设备、装置、部件等,既可以商购,也可以根据本技术公开的内容自制。在本技术中,为了突出本技术的重点,对一些常规的操作和设备、装置、部件
进行的省略,或仅作简单描述。
71.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。