1.本实用新型属于涡旋压缩机技术领域,涉及一种涡旋压缩机动旋盘粗加工夹具。
背景技术:
2.在能源日益减少,环境污染日益增大的情况下,新能源汽车因其环保节能的特性受到国家大力扶持,电动涡旋压缩机是新能源汽车的重要组成部分,作为新能源汽车空调系统的核心部件,电动压缩机发挥的作用无可替代。电动压缩机的性能、振动噪音、可靠性、密封性等都是影响其工作的重要因素。涡旋压缩机动旋盘为电动压缩机的核心技术,其生产加工精度对电动压缩机的性能、振动噪音、可靠性等都有很重要的影响。
3.目前,电动涡旋压缩机的动旋盘夹具的装夹效果不好,如专利cn201821688915.6所述的动涡旋盘加工夹具,通过气缸23带动竖向楔形滑块22下移,从而向两侧横向挤压横向楔形滑块21带动两侧限位块211,配合u型卡座31从而将动涡旋具夹紧,虽然气缸23是纵向运动但仍然是横向夹紧动旋盘,纵向夹紧效果仍然不好,在加工动旋盘型线时,动旋盘极易在纵向发生位移从而会影响加工尺寸,并且通过纵向运动带动横向运动的机构相互限制,可调节性不好。
技术实现要素:
4.本实用新型目的是提供一种涡旋压缩机动旋盘粗加工夹具,能够在动旋盘粗加工时对动旋盘同时进行横向和纵向装夹,并且可调性较好,适用于不同尺寸的动旋盘。
5.为了实现上述技术目的,达到上述的技术要求,本实用新型所采用的技术方案是:一种涡旋压缩机动旋盘粗加工夹具,包括底座,所述底座的上端至少设置有一组动旋盘装夹机构,所述动旋盘装夹机构包括一个可纵向调节的纵向压紧装置、若干个可横向调节的横向夹紧装置、动旋盘支撑装置,所述纵向压紧装置设置在动旋盘支撑装置的外围,所述横向夹紧装置按圆周排列均匀设置在动旋盘支撑装置的外围,所述纵向压紧装置连接有控制装置,所述控制装置控制纵向压紧装置进行纵向运动,所述控制装置设置在底座上。
6.作为优选的技术方案:所述纵向压紧装置包括压紧底座,所述压紧底座的上端设置有可纵向运动的压紧连杆,所述压紧连杆的下端设置有压紧销。
7.作为优选的技术方案:所述横向夹紧装置包括夹紧支座,所述夹紧支座上设置有螺纹调节的夹紧调节杆,所述夹紧调节杆的前端设置有夹紧定位杆,所述夹紧定位杆的前端固定连接有夹紧块。
8.作为优选的技术方案:所述动旋盘支撑装置包括有一个圆形的动旋盘中心支撑底座和多个圆形的动旋盘爪盘支撑底座,所述动旋盘爪盘支撑底座设置在动旋盘中心支撑底座的外围。
9.作为优选的技术方案:所述动旋盘支撑装置的外围还设置有型线起始定位板和型线支撑板,所述型线起始定位板和型线支撑板均设置在底座上。
10.作为优选的技术方案:所述型线起始定位板为l型结构,所述l型结构的一侧设置
有型线起始定位点。
11.作为优选的技术方案:所述型线支撑板为t型结构,所述t型结构的朝向动旋盘支撑装置的表面上设置有型线支撑点。
12.作为优选的技术方案:所述控制装置为电磁阀,所述纵向压紧装置通过导线与电磁阀连接。
13.本实用新型的有益效果是:
14.1)通过若干个横向夹紧装置将动旋盘横向加紧,并且横向加紧装置为可调节式,可以横向调节距离,适用不同尺寸的动旋盘,设置纵向压紧装置将动旋盘压紧,防止动旋盘纵向移动,并通过控制装置可以调节纵向压紧装置的纵向距离,优选的,采用电磁阀控制纵向压紧装置来适用不同尺寸的动旋盘,此结构能够在横向和纵向对动旋盘进行装夹,装夹效果好,可调性好。
15.2)优选的,纵向压紧装置包括压紧底座,压紧底座的上端设置有可纵向运动的压紧连杆,压紧连杆纵向运动调节纵向距离,压紧连杆的下端设置有压紧销,利用压紧销进行压紧定位,结构简单,纵向压紧效果好。
16.3)优选的,横向夹紧装置包括夹紧支座,夹紧支座上设置有螺纹调节的夹紧调节杆,利用螺纹调节夹紧调节杆,操作简单,夹紧调节杆的前端设置有夹紧定位杆,夹紧定位杆的前端固定连接有夹紧块,夹紧块能够夹紧动旋盘,实现横向夹紧,夹紧效果好。
17.4)优选的,动旋盘支撑装置的外围还设置有型线起始定位板和型线支撑板,所述型线起始定位板和型线支撑板均设置在底座上,设置型线起始定位板来确定加工动旋盘型线的起始位置,并且设置型线支撑板来支撑动旋盘型线,加工效果更好。
18.5)优选的,控制装置为电磁阀,所述纵向压紧装置通过导线与电磁阀连接,通过电磁阀控制纵向压紧装置,一键即可实现纵向压紧操作。
附图说明
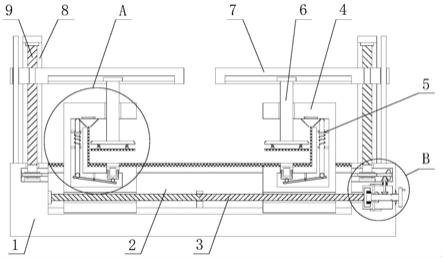
19.图1为本实用新型的结构图;
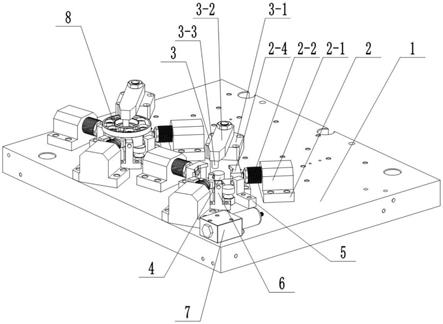
20.图2为本实用新型的俯视图。
21.在图1
‑
2中,1.底座、2.横向夹紧装置、2
‑
1.夹紧支座、2
‑
2.夹紧调节杆、2
‑
3.夹紧定位杆、2
‑
4.夹紧块、3.纵向压紧装置、3
‑
1.压紧底座、3
‑
2.压紧连杆、3
‑
3.压紧销、4.动旋盘支撑装置、4
‑
1.动旋盘中心支撑底座、4
‑
2.动旋盘爪盘支撑底座、5.型线起始定位板、5
‑
1.型线起始定位点、6.型线支撑板、6
‑
1.型线支撑点、7.控制装置、8.动旋盘。
具体实施方式
22.下面结合附图对本实用新型进一步描述;
23.请参照图1
‑
2,一种涡旋压缩机动旋盘粗加工夹具,包括底座1,所述底座1的上端至少设置有一组动旋盘装夹机构,优选的,可以在底座1上安装2组或3组或4组动旋盘装夹机构,可以同时加工2个或3个或4个动旋盘,所述动旋盘装夹机构包括一个可纵向调节的纵向压紧装置3、若干个可横向调节的横向夹紧装2、动旋盘支撑装置4,所述纵向压紧装置3设置在动旋盘支撑装置4的外围,所述横向夹紧装置2按圆周均匀设置在动旋盘支撑装置4的外围,优选的,所述横向夹紧装置为3个,对动旋盘8实现三角装夹,所述纵向压紧装置3连接
有控制装置7,所述控制装置7控制纵向压紧装置3进行纵向运动,所述控制装置7设置在底座1上,可以对动旋盘8同时实现横向和纵向装夹,装夹效果更好,并且横向和纵向的装夹位置均可以调节,适用于不同尺寸的动旋盘8。
24.如图1
‑
2所示,所述纵向压紧装置3包括压紧底座3
‑
1,所述压紧底座3
‑
1的上端设置有可纵向运动的压紧连杆3
‑
2,所述压紧连杆3
‑
2的下端设置有压紧销3
‑
3,进一步优选的,所述横向夹紧装置2包括夹紧支座2
‑
1,所述夹紧支座2
‑
1上设置有螺纹调节的夹紧调节杆2
‑
2,所述夹紧调节杆2
‑
2的前端设置有夹紧定位杆2
‑
3,所述夹紧定位杆2
‑
3的前端固定连接有夹紧块2
‑
4,纵向压紧装置3通过纵向运动的压紧连杆3
‑
2调节纵向压紧尺寸,并用压紧销3
‑
3固定,一般压紧销3
‑
3在动旋盘8的中心进行点固定,压紧效果好,定位精准,横向夹紧装置2利用螺纹调节夹紧调节杆2
‑
2的横向夹紧尺寸,并在夹紧调节杆2
‑
2的前端设置夹紧定位杆2
‑
3,进一步提升定位精准度,并在夹紧定位杆2
‑
3前端设置夹紧块3,进一步优选的,夹紧块3的前端为凹面,凹面的尺寸与动旋盘8的部分圆周面相匹配,夹紧效果更好。
25.如图1
‑
2所示,所述动旋盘支撑装置4包括有一个圆形的动旋盘中心支撑底座4
‑
1和多个圆形的动旋盘爪盘支撑底座4
‑
2,所述动旋盘爪盘支撑底座4
‑
2设置在动旋盘中心支撑底座4
‑
1的外围,动旋盘中心支撑底座4
‑
1支撑动旋盘8的中心,由于动旋盘8有爪盘,设置动旋盘爪盘支撑底座4
‑
2使得加工动旋盘8更平稳。
26.如图1
‑
2所示,所述动旋盘支撑装置4的外围还设置有型线起始定位板5和型线支撑板6,所述型线起始定位板5和型线支撑板6均设置在底座1上,由于动旋盘8的型线尺寸对电动涡轮压缩机的性能影响较大,在加工动旋盘8的型线时难以确保其尺寸精准度,因此设置型线起始定位板5可以对型线的起始点进行定位,操作人员在加工时能够快速识别加工动旋盘8的进刀点,并且设置型线支撑板6来支撑型线,尺寸更精准,进一步优选的,所述型线起始定位板5为l型结构,所述l型结构的一侧设置有型线起始定位点5
‑
1,进一步优选的,所述型线支撑板6为t型结构,所述t型结构的朝向动旋盘支撑装置4的表面设置有型线支撑点6
‑
1,利用点定位的对动旋盘8的型线进行定位,精准度更好。
27.如图1
‑
2所示,所述控制装置7为电磁阀,所述纵向压紧装置3通过导线与电磁阀连接,利用电磁阀控制纵向压紧装置3,一键装夹,操作方便。
28.上述实施例仅仅是为清楚地说明本实用新型所作的描述,而并非对实施方式的限定,对于所属领域的技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无需也无法对所有的实施方式予以穷举,而由此所引申出的显而易见的变化或变动仍处于本实用新型的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。