1.本发明涉及工件加工技术领域,尤其涉及展开图生成方法及可读存储介质。
背景技术:
2.目前,材料的放样图主要是通过creo(一款建模设计软件)中设置的k因子、y因子等折弯因子来展开的,且creo中的k因子和y因子一般是默认设置的。但是,在实际使用过程中,折弯因子会因材料的折弯压力、折弯角度、折弯半径等要求的变化而变化,因此,在展开材料的放样图之前,需要花费额外的时间来对折弯因子进行适应性的调整,使得放样图的展开效率低下。
技术实现要素:
3.本发明的主要目的在于提出一种展开图生成方法及可读存储介质,旨在提高放样图的展开效率。
4.为实现上述目的,本发明提供一种展开图生成方法,所述方法包括如下步骤:
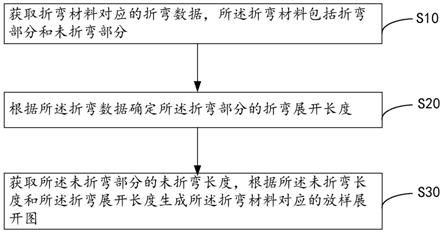
5.获取折弯材料对应的折弯数据,所述折弯材料包括折弯部分和未折弯部分;
6.根据所述折弯数据确定所述折弯部分的折弯展开长度;
7.获取所述未折弯部分的未折弯长度,根据所述未折弯长度和所述折弯展开长度生成所述折弯材料对应的放样展开图。
8.可选地,所述折弯数据包括折弯半径、折弯角度和材料厚度,所述根据所述折弯数据确定所述折弯部分的折弯展开长度的步骤包括:
9.将所述折弯半径和所述材料厚度进行比较,得到第一比较结果;
10.根据所述第一比较结果确定所述折弯部分对应的折弯展开公式,并根据所述折弯展开公式和所述折弯角度确定所述折弯部分的折弯展开长度。
11.可选地,所述根据所述第一比较结果确定所述折弯部分对应的折弯展开公式,并根据所述折弯展开公式和所述折弯角度确定所述折弯部分的折弯展开长度的步骤包括:
12.将所述折弯角度和第一预设角度阈值进行比较,得到第二比较结果;
13.根据所述第一比较结果和所述第二比较结果确定所述折弯部分对应的折弯展开公式,并根据所述折弯展开公式确定所述折弯部分的折弯展开长度。
14.可选地,所述根据所述第一比较结果和所述第二比较结果确定所述折弯部分对应的折弯展开公式的步骤包括:
15.若所述第一比较结果为所述折弯半径小于或等于所述材料厚度,所述第二比较结果为所述折弯角度小于或等于所述第一预设角度阈值,则判断所述折弯角度是否等于第二预设角度阈值,所述第二预设角度阈值小于所述第一预设角度阈值;
16.若所述折弯角度等于所述第二预设角度阈值,则确定所述折弯部分对应的折弯展开公式为第一预设展开公式;
17.若所述折弯角度不等于所述第二预设角度阈值,则确定所述折弯部分对应的折弯
展开公式为第二预设展开公式。
18.可选地,所述根据所述第一比较结果和所述第二比较结果确定所述折弯部分对应的折弯展开公式的步骤包括:
19.若所述第一比较结果为所述折弯半径小于或等于所述材料厚度,所述第二比较结果为所述折弯角度大于所述第一预设角度阈值,则确定所述折弯部分对应的折弯展开公式为第三预设展开公式。
20.可选地,所述根据所述第一比较结果确定所述折弯部分对应的折弯展开公式,并根据所述折弯展开公式和所述折弯角度确定所述折弯部分的折弯展开长度的步骤包括:
21.若所述第一比较结果为所述折弯半径大于所述材料厚度,则判断所述折弯半径是否等于预设半径阈值;
22.若所述折弯半径等于所述预设半径阈值,则判断所述材料板厚是否等于第一预设板厚阈值;
23.若所述材料板厚等于所述第一预设板厚阈值,则确定所述折弯部分对应的折弯展开公式为第四预设展开公式;
24.根据所述第四预设展开公式和所述折弯角度确定所述折弯部分的折弯展开长度。
25.可选地,所述判断所述材料板厚是否等于第一预设板厚阈值的步骤之后,还包括:
26.若所述材料板厚不等于所述第一预设板厚阈值,则判断所述材料板厚是否等于第二预设板厚阈值;
27.若所述材料板厚等于所述第二预设板厚阈值,则确定所述折弯部分对应的折弯展开公式为第五预设展开公式;
28.根据所述第五预设展开公式和所述折弯角度确定所述折弯部分的折弯展开长度。
29.可选地,所述判断所述材料板厚是否等于第二预设板厚阈值的步骤之后,还包括:
30.若所述材料板厚不等于所述第二预设板厚阈值,则确定所述折弯部分对应的折弯展开公式为第六预设展开公式;
31.根据所述第六预设展开公式和所述折弯角度确定所述折弯部分的折弯展开长度。
32.可选地,所述判断所述折弯半径是否等于预设半径阈值的步骤之后,还包括:
33.若所述折弯半径不等于所述预设半径阈值,则确定所述折弯部分对应的折弯展开公式为第七预设展开公式;
34.根据所述第七预设展开公式和所述折弯角度确定所述折弯部分的折弯展开长度。
35.此外,为实现上述目的,本发明还提供一种展开图生成装置,所述展开图生成装置包括:
36.获取模块,用于获取折弯材料对应的折弯数据,所述折弯材料包括折弯部分和未折弯部分;
37.确定模块,用于根据所述折弯数据确定所述折弯部分的折弯展开长度;
38.生成模块,用于获取所述未折弯部分的未折弯长度,根据所述未折弯长度和所述折弯展开长度生成所述折弯材料对应的放样展开图。
39.此外,为实现上述目的,本发明还提供一种计算机程序产品,包括计算机程序,所述计算机程序被处理器执行时实现如上所述的展开图生成方法的步骤。
40.此外,为实现上述目的,本发明还提供一种展开图生成设备,所述展开图生成设备
包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的展开图生成程序,所述展开图生成程序被所述处理器执行时实现如上所述的展开图生成方法的步骤。
41.此外,为实现上述目的,本发明还提供一种可读存储介质,所述可读存储介质上存储有展开图生成程序,所述展开图生成程序被处理器执行时实现如上所述的展开图生成方法的步骤。
42.本发明提出的展开图生成方法,通过获取折弯材料对应的折弯数据,折弯材料包括折弯部分和未折弯部分;根据折弯数据确定折弯部分的折弯展开长度;获取未折弯部分的未折弯长度,根据未折弯长度和折弯展开长度生成该折弯材料对应的放样展开图。本发明不需要对折弯因子进行调整,就能确定折弯部分的折弯展开长度,可以有效减少放样展开图的生成时间,有利于提高折弯材料的放样展开效率。
附图说明
43.图1是本发明实施例方案涉及的硬件运行环境的设备结构示意图;
44.图2为本发明展开图生成方法第一实施例的流程示意图;
45.图3为本发明展开图生成方法较佳实施例的折弯部分剖面图;
46.图4为本发明展开图生成方法较佳实施例无间隙压死边折弯剖面图;
47.图5为本发明展开图生成方法较佳实施例有间隙压死边折弯剖面图;
48.图6为本发明展开图生成方法较佳实施例直角圆弧折弯剖面图;
49.图7为本发明展开图生成方法较佳实施例的功能模块示意图。
50.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
51.应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
52.如图1所示,图1是本发明实施例方案涉及的硬件运行环境的设备结构示意图。
53.本发明实施例设备可以是pc、移动终端等。
54.如图1所示,该设备可以包括:处理器1001,例如cpu,网络接口1004,用户接口1003,存储器1005,通信总线1002。其中,通信总线1002用于实现这些组件之间的连接通信。用户接口1003可以包括显示屏(display)、输入单元比如键盘(keyboard),可选用户接口1003还可以包括标准的有线接口、无线接口。网络接口1004可选的可以包括标准的有线接口、无线接口(如wi
‑
fi接口)。存储器1005可以是高速ram存储器,也可以是稳定的存储器(non
‑
volatile memory),例如磁盘存储器。存储器1005可选的还可以是独立于前述处理器1001的存储装置。
55.本领域技术人员可以理解,图1中示出的设备结构并不构成对设备的限定,可以包括比图示更多或更少的部件,或者组合某些部件,或者不同的部件布置。
56.如图1所示,作为一种计算机存储介质的存储器1005中可以包括操作设备、网络通信模块、用户接口模块以及展开图生成程序。
57.其中,操作设备是管理和控制展开图生成设备与软件资源的程序,支持网络通信模块、用户接口模块、展开图生成程序以及其他程序或软件的运行;网络通信模块用于管理和控制网络接口1002;用户接口模块用于管理和控制用户接口1003。
58.在图1所示的展开图生成设备中,所述展开图生成设备通过处理器1001调用存储器1005中存储的展开图生成程序,并执行下述展开图生成方法各个实施例中的操作。
59.基于上述硬件结构,提出本发明展开图生成方法实施例。
60.参照图2,图2为本发明展开图生成方法第一实施例的流程示意图,所述方法包括:
61.步骤s10,获取折弯材料对应的折弯数据,所述折弯材料包括折弯部分和未折弯部分;
62.本实施例展开图生成方法运用于生产设计场景的展开图生成设备中。在生产制造工艺中,一般需要按照预先设定的设计来生产制造出各个生活领域中需要的用品、设备等。因此,可根据需要的折弯材料对应的放样展开图来获取合适尺寸的原材料,以对获取到的原材料进行加工折弯处理,得到既定的折弯材料。而目前,折弯材料的放样图主要是通过creo(一款建模设计软件)中设置的k因子、y因子等折弯因子来展开的,且creo中的k因子和y因子一般是默认设置的。但是,在实际使用过程中,折弯因子会因材料的折弯压力、折弯角度、折弯半径等数据的变化而变化,因此,在展开材料的放样图之前,一般都需要花费额外的时间来对折弯因子进行适应性的调整,使得放样图的展开效率低下。
63.在本实施例中,折弯材料可以是镀锌板、冷板、铝板等材料,可根据预先设定的设计来获取折弯材料对应的折弯半径r、折弯角度θ、材料厚度t等折弯数据,其中,折弯角度θ为折弯材料内边所形成的角度;折弯半径为折弯部分对应的圆弧半径;材料厚度为折弯材料的平均厚度。由于折弯材料在折弯之前默认都是笔直的,也即,在折弯之前,折弯材料的长度即为折弯材料的展开长度,因此,在对折弯材料进行折弯处理后,折弯角度的角度范围可为[0
°
,180
°
),具体的折弯角度可以根据实际的材料折弯要求来确定。由于折弯材料包括折弯部分和未折弯部分,且未折弯部分为未发生形变部分,因此,折弯材料的展开长度包括折弯部分的折弯展开长度和未折弯部分的未折弯长度。
[0064]
需要说明的是,折弯材料的折弯展开原则是折弯材料在折弯之前的长度等于折弯之后该折弯材料中性层的长度,其中,中性层是指在折弯之前和折弯之后这两种状态下,折弯材料中剖面纤维长度保持不变的材料层。
[0065]
步骤s20,根据所述折弯数据确定所述折弯部分的折弯展开长度;
[0066]
在本实施例中,由于未折弯部分未发生形变,因此,可直接获取未折弯部分的长度即为未折弯部分的展开长度,那么,只需要计算出折弯部分的折弯展开长度,即可确定折弯材料的展开长度。另外,在一般情况下,折弯部分的展开长度等效为中性层对应的圆弧长度,但由于折弯材料的中性层会因为折弯材料、折弯要求等因素的不同而不同,也即,折弯材料其对应的中性层位置不能直接被确定,因此,在通过折弯数据计算折弯部分展开长度时,还需要考虑折弯补偿量/折弯扣除量的问题。
[0067]
如图3所示,图3为本实施例较佳实施例的折弯部分剖面图。在该折弯部分剖面图中,若点p、点q分别是折弯材料内边上直边部分和未折弯部分的连接点,c为折弯材料中内边上两直边延长线交点,那么,两直边延长线所形成的夹角为该折弯材料的折弯角度θ;点c到点q的距离a以及点c到点p的距离b均为折弯材料的内尺寸,且内尺寸a和内尺寸b的长度相等;折弯部分弧长所对应的圆心半径为折弯半径r;然后再根据得到的折弯数据来确定折弯部分的折弯展开长度。
[0068]
需要说明的是,由于内尺寸是针对折弯部分的内边所定义的,那么,根据与内尺寸
类似的定义,可确定针对折弯部分的外边所定义的外尺寸。
[0069]
进一步地,所述折弯数据包括折弯半径、折弯角度和材料厚度,步骤s20包括:
[0070]
步骤a1,将所述折弯半径和所述材料厚度进行比较,得到第一比较结果;
[0071]
步骤a2,根据所述第一比较结果确定所述折弯部分对应的折弯展开公式,并根据所述折弯展开公式和所述折弯角度确定所述折弯部分的折弯展开长度。
[0072]
在本实施例中,由于客户对折弯材料的需求会有所不同,因此获取到的折弯半径、折弯角度、材料厚度等折弯数据也可能不同,而对于不同的折弯数据,所选择的折弯展开公式也可能不相同。具体的,可根据折弯材料的折弯半径和材料厚度来确定折弯展开公式,例如,将折弯材料的折弯半径和材料厚度进行比较,得到第一比较结果,然后根据第一比较结果确定对应的折弯展开公式,再根据折弯展开公式和折弯角度确定折弯部分的折弯展开长度。
[0073]
进一步地,步骤a2还包括:
[0074]
步骤a21,将所述折弯角度和第一预设角度阈值进行比较,得到第二比较结果;
[0075]
步骤a22,根据所述第一比较结果和所述第二比较结果确定所述折弯部分对应的折弯展开公式,并根据所述折弯展开公式确定所述折弯部分的折弯展开长度。
[0076]
在本实施例中,可以结合折弯半径、材料厚度和折弯角度这三种折弯数据来确定折弯展开公式,然后根据折弯展开公式来确定折弯部分的折弯展开长度,例如,将折弯材料的折弯半径和材料厚度进行比较,得到第一比较结果,再将折弯角度与预设角度阈值进行比较,得到第二比较结果,再根据第一比较结果和第二比较结果确定折弯展开公式,然后根据折弯展开公式确定折弯部分的折弯展开长度。
[0077]
步骤s30,获取所述未折弯部分的未折弯长度,根据所述未折弯长度和所述折弯展开长度生成所述折弯材料对应的放样展开图。
[0078]
在本实施例中,按一定的比例在放样台上画出折弯件(折弯材料)的轮廓,准确地确定出其展开尺寸的过程叫放样。由于折弯材料包括折弯部分和未折弯部分,且未折弯部分为未发生形变部分,因此,折弯材料的展开长度包括折弯部分的折弯展开长度和未折弯部分的未折弯长度,根据折弯展开长度和未展开长度可确定折弯材料的实际展开总长度,从而根据实际展开总长度生成折弯材料对应的放样展开图。
[0079]
需要说明的是,为描述方便,本实施例以只包含一个折弯部分的折弯材料为例进行阐述,若折弯材料包括多个折弯部分,也可以依据上述类似的方法来计算对应的折弯展开长度,从而生成折弯材料的放样展开图。
[0080]
本实施例的展开图生成方法,通过获取折弯材料对应的折弯数据,折弯材料包括折弯部分和未折弯部分;根据折弯数据确定折弯部分的折弯展开长度;获取未折弯部分的未折弯长度,根据未折弯长度和折弯展开长度生成该折弯材料对应的放样展开图。本发明不需要对折弯因子进行调整,就能确定折弯部分的折弯展开长度,可以有效减少放样展开图的生成时间,有利于提高折弯材料的放样展开效率。
[0081]
进一步地,基于本发明展开图生成方法第一实施例,提出本发明展开图生成方法第二实施例。
[0082]
展开图生成方法的第二实施例与展开图生成方法的第一实施例的区别在于,所述折弯数据包括折弯半径、折弯角度和材料厚度,步骤s20包括:
[0083]
步骤b1,将所述折弯半径和所述材料厚度进行比较,得到第一比较结果;
[0084]
步骤b2,将所述折弯角度和第一预设角度阈值进行比较,得到第二比较结果;
[0085]
步骤b3,根据所述第一比较结果和所述第二比较结果确定所述折弯部分对应的折弯展开公式,并根据所述折弯展开公式确定所述折弯部分的折弯展开长度。
[0086]
在本实施例中,由于不同公司对应的服务方向、客户需求等因素也不相同,因此,不同公司所需要的折弯材料也不相同。例如,某公司运用creo软件为各种类型的折弯材料生成对应的放样展开图时,可在creo软件中生成各种折弯材料对应的折弯表,即在creo软件中预先设置好不同折弯数据对应的折弯展开公式,然后将获取到的折弯材料对应的折弯半径和材料厚度进行比较,得到第一比较结果,同时,也将折弯角度和第一预设角度阈值进行比较,得到第二比较结果,根据得到的第一比较结果和第二比较结果来确定折弯部分对应的折弯展开公式,再根据折弯展开公式以及折弯展开公式中所需要的折弯数据来计算折弯部分的折弯展开长度。
[0087]
进一步地,所述根据所述第一比较结果和所述第二比较结果确定所述折弯部分对应的折弯展开公式的步骤包括:
[0088]
步骤c1,若所述第一比较结果为所述折弯半径小于或等于所述材料厚度,所述第二比较结果为所述折弯角度小于或等于所述第一预设角度阈值,则判断所述折弯角度是否等于第二预设角度阈值,所述第二预设角度阈值小于所述第一预设角度阈值;
[0089]
在本实施例中,由于生产制造过程中的折弯角度范围为[0
°
,180
°
),因此,可通过设置预设角度阈值的方式来划分多个不同的折弯角度范围,例如,预设角度阈值包括第一预设角度阈值和第二预设角度阈值,则可将该折弯材料对应的折弯角度范围划分为三个不同的折弯角度范围,其中,划分后的折弯角度范围可以包括至少一个折弯角度,那也就是说,划分后的折弯角度范围可以只包括某一个折弯角度,具体的折弯角度范围划分可以根据实际的生产制造需求进行设定。
[0090]
例如,可将某折弯材料对应的折弯角度范围划分为0
°
、(0
°
,25
°
)、(25
°
,180
°
),也即,对于折弯材料对应的第一预设角度阈值为0
°
,第二预设角度阈值为25
°
,若经过比较后,确定折弯材料的折弯半径小于或等于材料厚度,即r<=t,且确定折弯角度小于或等于第一预设角度阈值,即θ<=25
°
,还需要进一步判断θ是否等于0
°
。可以理解的,在生产制造工艺中,当θ=0
°
时,说明该折弯材料采用的是压死边折弯方式,而当r<=t且θ=0
°
时,说明折弯材料采用的是无间隙压死边折弯方式,如图4所示。由于通过无间隙压死边折弯方式进行加工折弯处理的折弯材料属于特殊的折弯材料,因此,可为θ=0
°
设置一个独立的折弯展开公式。
[0091]
步骤c2,若所述折弯角度等于所述第二预设角度阈值,则确定所述折弯部分对应的折弯展开公式为第一预设展开公式;
[0092]
在本实施例中,当r<=t且θ=0
°
时,计算折弯部分的折弯展开长度采用折弯扣除法,利用折弯因子来计算,所以,当确定r<=t且θ<=25
°
,还需要进一步判断θ是否等于0
°
。
[0093]
此外,折弯因子包括k因子、y因子等,其中,k因子是折弯材料内侧边到中性层的距离h与材料厚度t的比值,即k=h/t;y因子是根据中性层相对于材料厚度计算出来的比值,且y=pi/2*k。例如,利用折弯因子中的k因子来计算折弯展开长度时,若折弯部分的外尺寸包括a和b,那么,采用折弯扣除法计算折弯部分的折弯展开长度时,对应的折弯展开公式
为:
[0094]
l=a b
‑
k*t
[0095]
由于在本实施例的creo软件中,不需要对折弯因子进行调整,因此,折弯因子采用的是预设的默认值,例如,若creo软件中的k因子默认值为0.5,那么,当r<=t且θ=0
°
时,对应的折弯展开公式也可以表示为:
[0096]
l=a b
‑
0.5t
[0097]
由图5可知,当r<=t且θ=0
°
时,a和b的值均等于t,因此,最终的折弯展开公式,即第一预设展开公式可表示为:
[0098]
l=1.5*t
[0099]
另外,当θ=0
°
时,也可以将折弯半径r与预设的最小板厚阈值进行比较,以确定对应的折弯展开公式。例如,若预设的最小板厚阈值为0.4mm,那么,直接判断r是否小于或等于0.4mm;当r<=0.4mm时,可近似地认为r等于0,从而确定折弯展开公式为l=1.5t;同理地,当r>=0.4mm且θ=0
°
时,一般认为中性层距离内弧圆心位置的距离等于(0.5t r),此时折弯部分对应的折弯展开公式可表示为:
[0100][0101]
步骤c3,若所述折弯角度不等于所述第二预设角度阈值,则确定所述折弯部分对应的折弯展开公式为第二预设展开公式。
[0102]
在本实施例中,由于θ<=25
°
,且θ不等于0
°
,即说明0
°
<θ<25
°
,为小角度折弯方式,一般默认截面图中的中性层位于距离折弯材料内边或外边0.5t处,而由于折弯部分内边圆弧对应的圆半径,即折弯半径为r,那么,可确定中性层圆弧所对应的圆弧半径为(r 0.5t),若此时,折弯部分的内尺寸分别为a和b,那么,可确定折弯展开公式(第二预设展开公式)为:
[0103]
l=a b π*(r 0.5t)
[0104]
进一步地,所述根据所述第一比较结果和所述第二比较结果确定所述折弯部分对应的折弯展开公式的步骤包括:
[0105]
步骤d,若所述第一比较结果为所述折弯半径小于或等于所述材料厚度,所述第二比较结果为所述折弯角度大于所述第一预设角度阈值,则确定所述折弯部分对应的折弯展开公式为第三预设展开公式。
[0106]
在本实施例中,若第一预设角度阈值为25
°
,当折弯半径小于材料厚度,且折弯半径大于第一预设角度阈值,即当r<=t且25
°
<θ<180
°
时,如图3所示,此时,内尺寸a=b=tan[(180
‑
θ)/2]*r,由于通常情况下,折弯下模选择为材料厚度的6倍,此时镀锌板、冷板等折弯材料的外补偿量为1.7t,内补偿量为0.3t,若折弯材料所需的折弯下模与通常情况下的折弯下模不相同,则需要针对折弯数据对折弯材料的内补偿量/外补偿量进行校正,如通过折弯角度进行校正,那么,第三预设展开公式可表示如下:
[0107][0108]
然后根据第三预设展开公式计算折弯部分的折弯展开长度,从而根据折弯部分和未折弯部分的展开长度生成该折弯材料对应的放样展开图。
[0109]
本实施例的展开图生成方法,当折弯半径小于材料厚度,且折弯角度小于第一预设角度阈值时,仍进一步判断折弯角度是否等于第二预设角度阈值,并根据不同的判断结果来确定不同的折弯展开公式,在提高展开效率的同时,还能提高放样展开图的准确性。
[0110]
进一步地,基于本发明展开图生成方法第一、第二实施例,提出本发明展开图生成方法第三实施例。
[0111]
展开图生成方法的第三实施例与展开图生成方法的第一、第二实施例的区别在于,步骤a2还包括:
[0112]
步骤e1,若所述第一比较结果为所述折弯半径大于所述材料厚度,则判断所述折弯半径是否等于预设半径阈值;
[0113]
步骤e2,若所述折弯半径等于所述预设半径阈值,则判断所述材料板厚是否等于第一预设板厚阈值;
[0114]
步骤e3,若所述材料板厚等于所述第一预设板厚阈值,则确定所述折弯部分对应的折弯展开公式为第四预设展开公式;
[0115]
步骤e4,根据所述第四预设展开公式和所述折弯角度确定所述折弯部分的折弯展开长度。
[0116]
在本实施例中,若折弯半径大于材料厚度,则说明该折弯材料采用的是大圆弧折弯方式,则可判断折弯材料对应的折弯半径是否等于预设半径阈值,预设半径阈值可根据实际的应用需求进行设定,例如,若在生产制造过程中为折r9圆弧制作了专门的模具,那么,可将预设半径阈值设置为9mm。由于不同的厂家在对折弯材料进行加工折弯处理时,一般都会设置对应的折弯固定尺寸,例如,折弯固定材料厚度为0.8mm、2mm等。
[0117]
需要说明的是,运用creo软件为各种类型的折弯材料生成对应的放样展开图时,可在creo软件中生成各种折弯材料对应的折弯表,由于折弯表是用户预先创建的,因此,折弯展开公式中的折弯系数已经确定,只需要根据折弯数据确定对应的折弯展开公式即可计算出对应的折弯展开长度。为描述方便,以第一预设板厚阈值等于2mm,第二预设板厚阈值等于0.8mm为例进行阐述。当确定折弯半径r等于9mm时,则可判断折弯材料对应的材料厚度t是否等于2mm;若t=2mm,则可确定折弯部分对应的折弯展开公式(第四预设展开公式)为:
[0118][0119]
然后将已知的折弯半径、材料厚度,以及对应的折弯角度代入折弯展开公式中,即可计算出对应的折弯展开长度。
[0120]
例如,如图6所示,当θ=90
°
时,说明该折弯材料采用的是直角圆弧折弯方式,此时外尺寸a=外尺寸b=r t,折弯展开长度采用折弯扣除方法,即折弯展开长度公式l=a b
‑
外补偿量。若当r=9mm且t=2mm时,折弯材料对应的外补偿量为5.95mm,那么,此时的折弯展开长度公式可表示为:l=a b
‑
5.95=2(r t)
‑
5.95。另外,将θ=90
°
代入第四预设展开公式时,所得到的的折弯展开公式也是l=2(r t)
‑
5.95,因此,当r=9mm且t=2mm时,则可确定对应的折弯展开长度为l=2(r t)
‑
5.95=16.05mm;而当θ均为90
°
时,对于不同材料厚度的折弯材料来说,其对应的外补偿量也不相同。同理地,如当r=9mm且t=0.8mm时,若外补偿量=4.7mm,则可确定该折弯部分对应的折弯展开长度为l=2(r t)
‑
4.7=14.9mm。
[0121]
进一步地,所述判断所述材料板厚是否等于第一预设板厚阈值的步骤之后,还包
括:
[0122]
步骤f1,若所述材料板厚不等于所述第一预设板厚阈值,则判断所述材料板厚是否等于第二预设板厚阈值;
[0123]
步骤f2,若所述材料板厚等于所述第二预设板厚阈值,则确定所述折弯部分对应的折弯展开公式为第五预设展开公式;
[0124]
步骤f3,根据所述第五预设展开公式和所述折弯角度确定所述折弯部分的折弯展开长度。
[0125]
在本实施例中,由于预设板厚阈值包括第一预设板厚阈值和第二预设板厚阈值,当折弯材料的材料厚度不等于第一预设板厚阈值,可判断材料厚度是否等于第二预设板厚阈值,从而确定对应的折弯展开公式。例如,若确定材料厚度不等于2mm时,可判断材料厚度是否等于0.8mm;若材料厚度等于0.8mm,则确定折弯展开公式为第五预设展开公式,其中,第五预设展开公式可表示如下:
[0126][0127]
然后将对应的折弯数据代入第五预设展开公式即可计算出对应的折弯展开长度。
[0128]
进一步地,所述判断所述材料板厚是否等于第二预设板厚阈值的步骤之后,还包括:
[0129]
步骤g1,若所述材料板厚不等于所述第二预设板厚阈值,则确定所述折弯部分对应的折弯展开公式为第六预设展开公式;
[0130]
步骤g2,根据所述第六预设展开公式和所述折弯角度确定所述折弯部分的折弯展开长度。
[0131]
在本实施例中,若确定材料板厚也不等于第二预设板厚阈值,即当确定该折弯材料的材料板厚值既不等于第一预设板厚阈值,也不等于第二预设板厚阈值时,可确定折弯展开公式为第六预设展开公式。假设第一预设板厚阈值为2mm,第二预设板厚阈值为0.8mm,则第六预设展开公式可表示如下:
[0132][0133]
然后将对应的折弯数据代入第六预设展开公式即可计算出对应的折弯展开长度。
[0134]
进一步地,所述判断所述折弯半径是否等于预设半径阈值的步骤之后,还包括:
[0135]
步骤h1,若所述折弯半径不等于所述预设半径阈值,则确定所述折弯部分对应的折弯展开公式为第七预设展开公式;
[0136]
步骤h2,根据所述第七预设展开公式和所述折弯角度确定所述折弯部分的折弯展开长度。
[0137]
在本实施例中,若确定折弯材料对应的折弯半径不等于预设半径阈值,如确定折弯半径不等于9mm,则可确定折弯展开公式为第七预设展开公式。第七预设展开公式可表示如下:
[0138][0139]
然后将对应的折弯数据代入第七预设展开公式即可计算出对应的折弯展开长度。
[0140]
需要说明的是,由于各个厂家所需要的折弯材料对应的折弯需求有所不同,因此,在确定不同折弯数据对应的折弯展开公式时,折弯展开公式可能相同,也可能不相同,且折弯展开公式中的固定参数可能也有所不同,本发明对此不作具体限制。
[0141]
本实施例的展开图生成方法,在确定折弯材料的折弯半径大于材料厚度时,通过判断折弯半径是否预设半径阈值,并判断材料板厚是否为预设板厚阈值,可根据不同的判断结果快速确定对应的折弯展开公式,有利于提高折弯材料的放样展开效率。
[0142]
本发明还提供一种展开图生成装置。参照图7,本发明展开图生成装置包括:
[0143]
获取模块10,用于获取折弯材料对应的折弯数据,所述折弯材料包括折弯部分和未折弯部分;
[0144]
确定模块20,用于根据所述折弯数据确定所述折弯部分的折弯展开长度;
[0145]
生成模块30,用于获取所述未折弯部分的未折弯长度,根据所述未折弯长度和所述折弯展开长度生成所述折弯材料对应的放样展开图。
[0146]
可选地,所述折弯数据包括折弯半径、折弯角度和材料厚度,所述确定模块还用于:
[0147]
将所述折弯半径和所述材料厚度进行比较,得到第一比较结果;
[0148]
根据所述第一比较结果确定所述折弯部分对应的折弯展开公式,并根据所述折弯展开公式和所述折弯角度确定所述折弯部分的折弯展开长度。
[0149]
可选地,所述确定模块还用于:
[0150]
将所述折弯角度和第一预设角度阈值进行比较,得到第二比较结果;
[0151]
根据所述第一比较结果和所述第二比较结果确定所述折弯部分对应的折弯展开公式,并根据所述折弯展开公式确定所述折弯部分的折弯展开长度。
[0152]
可选地,所述确定模块还用于:
[0153]
若所述第一比较结果为所述折弯半径小于或等于所述材料厚度,所述第二比较结果为所述折弯角度小于或等于所述第一预设角度阈值,则判断所述折弯角度是否等于第二预设角度阈值,所述第二预设角度阈值小于所述第一预设角度阈值;
[0154]
若所述折弯角度等于所述第二预设角度阈值,则确定所述折弯部分对应的折弯展开公式为第一预设展开公式;
[0155]
若所述折弯角度不等于所述第二预设角度阈值,则确定所述折弯部分对应的折弯展开公式为第二预设展开公式。
[0156]
可选地,所述确定模块用于:
[0157]
若所述第一比较结果为所述折弯半径小于或等于所述材料厚度,所述第二比较结果为所述折弯角度大于所述第一预设角度阈值,则确定所述折弯部分对应的折弯展开公式为第三预设展开公式。
[0158]
可选地,所述确定模块用于:
[0159]
若所述第一比较结果为所述折弯半径大于所述材料厚度,则判断所述折弯半径是否等于预设半径阈值;
[0160]
若所述折弯半径等于所述预设半径阈值,则判断所述材料板厚是否等于第一预设板厚阈值;
[0161]
若所述材料板厚等于所述第一预设板厚阈值,则确定所述折弯部分对应的折弯展
开公式为第四预设展开公式;
[0162]
根据所述第四预设展开公式和所述折弯角度确定所述折弯部分的折弯展开长度。
[0163]
可选地,所述确定模块用于:
[0164]
若所述材料板厚不等于所述第一预设板厚阈值,则判断所述材料板厚是否等于第二预设板厚阈值;
[0165]
若所述材料板厚等于所述第二预设板厚阈值,则确定所述折弯部分对应的折弯展开公式为第五预设展开公式;
[0166]
根据所述第五预设展开公式和所述折弯角度确定所述折弯部分的折弯展开长度。
[0167]
可选地,所述确定模块用于:
[0168]
若所述材料板厚不等于所述第二预设板厚阈值,则确定所述折弯部分对应的折弯展开公式为第六预设展开公式;
[0169]
根据所述第六预设展开公式和所述折弯角度确定所述折弯部分的折弯展开长度。
[0170]
可选地,所述确定模块用于:
[0171]
若所述折弯半径不等于所述预设半径阈值,则确定所述折弯部分对应的折弯展开公式为第七预设展开公式;
[0172]
根据所述第七预设展开公式和所述折弯角度确定所述折弯部分的折弯展开长度。
[0173]
本发明还提供一种计算机程序产品,包括计算机程序,所述计算机程序被处理器执行时实现如上所述的展开图生成方法的步骤。
[0174]
本发明还提供一种可读存储介质。
[0175]
本发明可读存储介质上存储有展开图生成程序,所述展开图生成程序被处理器执行时实现如上所述的展开图生成方法的步骤。
[0176]
其中,本发明展开图生成设备、计算机程序产品和存储介质的各实施例,均可参照本发明展开图生成方法各个实施例,此处不再赘述。
[0177]
需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0178]
上述本发明实施例序号仅仅为了描述,不代表实施例的优劣。
[0179]
通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到上述实施例方法可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件,但很多情况下前者是更佳的实施方式。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品存储在如上所述的一个存储介质(如rom/ram、磁碟、光盘)中,包括若干指令用以使得一台终端设备(可以是手机,计算机,服务器,空调器,或者网络设备等)执行本发明各个实施例所述的方法。
[0180]
以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书与附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。