1.本实用新型涉及电池喷印设备,特别涉及一种锂聚合物电池双面喷印机。
背景技术:
2.随着社会的发展,人们生活水平的日益进步,3c电子产品的使用越来越普遍,而与之配套使用的锂电池的需求量也越来越大。现今锂电池行业关于电池表面大幅文字、图片、标识、二维码等内容主要是由丝印或移印后再加上喷码完成的,移印或移印设备生产效率低,需经常更换网版、钢板或胶头,产能很难满足客户需求;并且丝印或移印,需要大量油墨,印后还需放进烤箱烘烤固化,排放废气污染环境,有违环保理念。鉴于此,为了节约成本,提升效率,有必要开发一款自动锂聚合物电池喷印设备。
3.现有技术中,在对喷印锂电池的正反两面进行喷印作业时,经常采用的方式为在同一台喷印设备上通过人工翻面进行正反面喷印生产,或是需要两台喷印设备,一台喷印正面,另一台喷印反面,且在两台喷印设备中间需要安排一位操作工,操作工的工作主要是将前一台喷印机上完成了正面喷印的锂电池进行翻面并将翻面后的锂电池放置在另一台喷印机上完成反面的喷印,上述两种生产方式生产效率非常低下。
技术实现要素:
4.本实用新型的目的是针对现有技术的上述缺陷,提供一种锂聚合物电池双面喷印机。
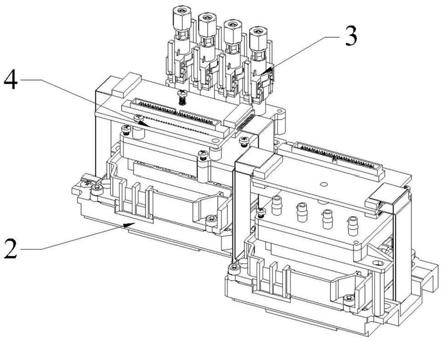
5.为解决现有技术的上述缺陷,本实用新型提供的技术方案是:一种锂聚合物电池双面喷印机,包括机台,所述机台上设有电池正面喷印模组和电池反面喷印模组,所述电池正面喷印模组的下方设有用于吸附输送电池的前吸风流水线模组,所述电池反面喷印模组的下方设有用于吸附输送电池的后吸风流水线模组,所述机台上位于所述前吸风流水线模组和后吸风流水线模组之间的位置设置有电池翻面模组;
6.所述电池正面喷印模组对电池正面进行喷印完成后、由所述前吸风流水线模组输送至电池翻面模组对电池进行翻面、并吸附搬运至后吸风流水线模组上,所述电池反面喷印模组对电池反面进行喷印,电池反面喷印完成后由uv固化灯固化电池表面墨水,合格的电池从合格品流水线送出、不良品由不良品搬运模组搬运至不良品流水线送出。
7.作为本实用新型锂聚合物电池双面喷印机的一种改进,所述机台上还设有对接流水线和同步移栽模组,所述对接流水线与所述前吸风流水线模组之间设有二次定位模组,所述同步移栽模组具有两个吸取工位,第一个吸取工位从所述对接流水线上吸取产品的同时、第二个吸取工位也吸取二次定位模组上的产品,所述两个吸取工位同时移动,第一个吸取工位吸取的产品放置在二次定位模组上,第二个吸取工位吸取的产品放置在所述前吸风流水线模组上。
8.作为本实用新型锂聚合物电池双面喷印机的一种改进,所述机台上还设有等离子清洗模组,电池进入电池正面喷印模组和电池反面喷印模组之前均需要对电池的表面进行
清洗;
9.所述等离子清洗模组包括型材支架,所述型材支架的上端设有手调升降滑台,所述手调升降滑台调节离子喷头的上下位置,所述手调升降滑台包括手调螺杆,所述手调螺杆固定在两个螺杆座上,所述手调螺杆上穿设有滑块,所述滑块的正面连接所述离子喷头,所述滑块的一侧设有锁紧把手。
10.作为本实用新型锂聚合物电池双面喷印机的一种改进,所述电池翻面模组包括支架,所述支架上设有安装板,所述安装板的一侧面间隔设有两个凸轮槽,两个所述凸轮槽内均设有能够限制在该凸轮槽内滑动的悬臂组件,所述凸轮槽的中部设有安装台,所述安装板的另一侧面设有第一齿轮组件、第二齿轮组件和能够同时与所述第一齿轮组件和所述第二齿轮组件啮合的双面齿条,所述第一齿轮组件和所述第二齿轮组件的一端穿设在所述安装台偏离中心的位置、并连接所述悬臂组件,所述第一齿轮组件和所述第二齿轮组件分别带动一个所述悬臂组件沿所述凸轮槽滑动,所述第一齿轮组件和所述第二齿轮组件在旋转时的方向相反;
11.所述双面齿条的底面一端设有与所述第一齿轮组件啮合的第一条形齿,所述双面齿条的上端面一端设有与所述第二齿轮组件啮合的第二条形齿;
12.所述安装板与所述双面齿条的同一侧间隔设有两个限位传感器,所述双面齿条上设有触碰板,所述触碰板位于两个所述限位传感器之间,当所述触碰板触碰到任意一个所述限位传感器时、所述双面齿条均向另一个方向移动。
13.作为本实用新型锂聚合物电池双面喷印机的一种改进,所述悬臂组件包括悬臂件,所述悬臂件上设有腰形通孔,所述腰形通孔内设有悬臂轴承,所述悬臂轴承上穿设有悬臂杆,所述悬臂杆的一端设有凸轮槽滑动轴承,所述悬臂杆的另一端连接吸盘悬臂;
14.所述吸盘悬臂包括滑块固定板,所述滑块固定板的一侧设有滑块,所述滑块固定板的另一侧设有定位杆,所述定位杆上穿设有多个定位轴承,所述定位轴承穿设在所述安装板内,所述滑块上连接有一滑轨,所述滑轨上连接有一l形安装臂,所述l形安装臂的端部间隔设有多个吸盘;
15.所述第一齿轮组件和所述第二齿轮组件均包括有齿轮,所述齿轮上穿设有齿轮轴,所述齿轮轴上套设有多个齿轮轴承,所述齿轮轴的一端穿设在所述安装台偏离中心的位置、并连接所述悬臂组件。
16.作为本实用新型锂聚合物电池双面喷印机的一种改进,所述电池正面喷印模组和电池反面喷印模组均包括龙门支架,所述龙门支架的横梁上设有横移驱动机构、第一直线滑轨和安装板,所述安装板通过第一直线滑块连接在所述第一直线滑轨上,所述安装板上设有至少一个能够即时供墨的喷印机头;
17.所述喷印机头包括气动升降驱动机构和由该气动升降驱动机构控制升降的喷印箱体,所述气动升降驱动机构通过第二直线滑轨和第二直线滑块连接所述喷印箱体;
18.所述喷印箱体内设有循环泵、墨盒、驱动板和喷头,所述墨盒内设有液位浮球,所述循环泵将墨水泵到所述墨盒内,所述墨盒内的液位浮球能够控制所述循环泵的通断,所述墨盒与所述喷头通过uv墨管连通,所述喷印箱体的空腔底部还设有打印传感器和限位传感器,打印传感器感应到来料后触发喷头喷印;
19.所述电池正面喷印模组上设置有一个喷印机头对电池正面进行单色喷印,所述电
池反面喷印模组上设置有两个喷印机头对电池反面进行双色喷印。
20.作为本实用新型锂聚合物电池双面喷印机的一种改进,所述喷印箱体的空腔底部还设有保湿墨栈,当所述喷头暂停使用时、人工把所述保湿墨栈扣在所述喷头上给所述喷头保湿;所述喷印箱体的底部一侧设有uv固化灯,所述喷头喷印完后、所述uv固化灯对产品表面进行固化,所述喷印箱体的上端表面设有蜂鸣器和清洗按钮;
21.所述气动升降驱动机构包括气缸安装板,所述气缸安装板的端部设有升降驱动气缸和微分头,所述升降驱动气缸的活塞杆端连接在所述喷印箱体的一侧;所述横移驱动机构包括伺服电机和传动丝杆,所述传动丝杆通过丝杆螺母连接所述安装板。
22.作为本实用新型锂聚合物电池双面喷印机的一种改进,所述对接流水线包括对接支架,所述对接支架的一端设有对接杆,所述对接支架的另一端设有皮带棍,所述对接杆和所述皮带棍通过皮带线连接,所述皮带线通过电机带通同步轮和同步带的方式驱动,从动同步轮连接皮带棍,主动同步轮连接电机输出轴,从动同步轮和主动同步轮通过同步带连接;所述对接支架的上端一侧设有推料气缸安装板,所述推料气缸安装板上设有推料气缸,所述推料气缸的活塞杆端设有推料块;所述对接支架的出料端还设有挡料条,所述对接支架的中部设有感应器支架,所述感应器支架上设有第一来料感应器;
23.所述不良品搬运模组包括第二型材支架,所述第二型材支架的横梁上设有同步带驱动机构、和由该同步带驱动机构带动的z轴气缸,所述z轴气缸的活塞杆端设有取料吸盘;所述合格品流水线的进料端设有第三来料感应器;所述不良品搬运模组从所述合格品流水线上取走不良品放入在不良品流水线上输出;同步带驱动机构包括步进电机,所述步进电机通过同步轮带动同步带;
24.所述前吸风流水线模组和所述后吸风流水线模组均包括有吸风型材支架,所述吸风型材支架的两端均设有皮带滚轮,两个皮带滚轮通过吸风皮带连接,其中一个所述皮带滚轮由伺服电机驱动;所述吸风型材支架的上端设有皮带托板,所述吸风皮带从所述皮带托板的上表面通过,所述吸风型材支架的两侧均设有张紧机构,两个张紧机构通过连接一张紧辊轮;所述吸风型材支架内设有真空腔体,所述真空腔体通过吸风通道连接吸风孔;
25.所述张紧机构包括张紧调节板,所述张紧调节板外侧设有螺丝安装板和腰形调节孔,所述螺丝安装板上设有调节螺丝,所述张紧辊轮的端部穿设在所述腰形调节孔内、并连接所述调节螺丝。
26.作为本实用新型锂聚合物电池双面喷印机的一种改进,所述同步移栽模组包括移栽支架,所述移栽支架上设有移栽安装板,所述移栽安装板上设有凸轮滑槽和水平导轨,所述移栽安装板的一侧设有移栽电机,所述移栽安装板的另一侧设有移栽悬臂,所述移栽电机的输出轴贯穿所述移栽安装板、并与所述移栽悬臂连接,所述移栽悬臂上设有悬臂腰形孔,所述悬臂腰形孔内连接有移栽悬臂轴承,所述移栽悬臂轴承上穿设有一移栽轴承杆,所述移栽轴承杆的一端设有移栽滑槽轴承、另一端连接有竖向导轨,所述竖向导轨的下端固定连接移栽吸盘,所述竖向导轨的中部滑动连接在一移栽滑块上,所述移栽滑块的下端滑动连接在所述水平导轨上。
27.作为本实用新型锂聚合物电池双面喷印机的一种改进,所述二次定位模组包括定位型材支架,所述定位型材支架上设有治具底板,所述治具底板的一个转角处设有滑道,所述滑道内设有推料块,所述治具底板的底部设有定位滑块,所述定位滑块上连接有一条滑
轨,所述滑轨的一端连接所述推料块,所述滑轨的另一端连接y形连杆,所述y形连杆的一端连接一能够调节行程的定位气缸,所述治具底板的上端面设有限位块,所述限位块与所述推料块共同定位电池。
28.与现有技术相比,本实用新型的优点是:本实用新型采用电池翻面模组来实现电池的翻面。利用电池翻面模组上的双面齿条的传动作用,同时带动第一齿轮组件和第二齿轮组件的转动,第一齿轮组件和第二齿轮组件的转动方向相反,第一齿轮组件和第二齿轮组件带动两个吸盘悬臂旋转90度,两个吸盘悬臂旋转90度对接取料,两个吸盘悬臂对接取料后再反向旋转90度复位,达到产品的180度翻面的搬运作用,本实用新型采用凸轮槽限制运动轨迹,两个吸盘悬臂同步转动,能够精准的对接后放料到后面工位的位置上;本实用新型结构紧凑、翻面精准、稳定、降低设备的制作成本。
29.本实用新型主要用于锂电池行业,对电池表面喷印,相对于原来的半自动生产模式,该设备极大地提升了生产效率,减少了人工操作的繁琐程度,既提高了生产效率又降低了生产成本;通过设备自带视觉定位系统的使用,极大地提升了产品良品率,减少后期人工筛选不良品的繁琐与人力时间成本。本实用新型采用粗定位和二次定位机构对产品进行精确定位,前、后吸风流水线能够保持产品的位置不变动,定位精度高。
附图说明
30.下面就根据附图和具体实施方式对本实用新型及其有益的技术效果作进一步详细的描述,其中:
31.图1是本实用新型立体结构示意图。
32.图2是本实用新型翻面模组的立体结构示意图。
33.图3是本实用新型翻面模组去掉安装板后的立体结构示意图。
34.图4是本实用新型翻面模组主视图。
35.图5是本实用新型翻面模组后视图。
36.图6是本实用新型电池正面喷印模组立体结构示意图。
37.图7是本实用新型电池正面喷印模组内部结构示意图。
38.图8是本实用新型电池反面喷印模组结构示意图。
39.图9是本实用新型等离子清洗模组结构示意图。
40.图10是本实用新型对接流水线结构示意图。
41.图11是本实用新型不良品搬运模组结构示意图。
42.图12是本实用新型前吸风流水线模组结构示意图。
43.图13是本实用新型同步移栽模组结构示意图。
44.图14是本实用新型二次定位模组结构示意图。
45.附图标记名称:
46.100~机台;
47.200~电池正面喷印模组;201~龙门支架202~横梁203~横移驱动机构204~第一直线滑轨205~安装板206~第一直线滑块207~喷印机头208~气动升降驱动机构209~喷印箱体2010~第二直线滑轨2011~第二直线滑块2012~来料感应器2013~清洗按钮2014~蜂鸣器2015~负压表2016~废墨盒2031、伺服电机2032、传动丝杆2091~循环泵
2092~墨盒2093~驱动板2094~喷头2095~打印传感器2096~限位传感器2081~气缸安装板2082~升降驱动气缸2083~微分头。
48.300~电池反面喷印模组;
49.400~前吸风流水线模组;401~吸风型材支架402~皮带滚轮403~吸风皮带404~伺服电机405~皮带托板406~张紧机构407~张紧辊轮408~吸风孔4061~张紧调节板4062~螺丝安装板4063~腰形调节孔4064~调节螺丝;
50.500~后吸风流水线模组;
51.600~电池翻面模组;1~支架2~安装板3~凸轮槽4~悬臂组件5~安装台6~第一齿轮组件7~第二齿轮组件8~双面齿条9~第一条形齿10~第二条形齿11~限位传感器12~触碰板13~吸盘悬臂14~齿轮15~齿轮轴16~齿轮轴承17~电机41~悬臂件42~腰形通孔43~悬臂轴承44~悬臂杆45~凸轮槽滑动轴承131~滑块固定板132~滑块133~定位杆134~定位轴承135~滑轨136~l形安装臂137~吸盘;
52.700~uv固化灯;
53.800~合格品流水线;801~第三来料感应器;
54.900~不良品搬运模组;901~第二型材支架902~同步带驱动机构903~z轴气缸904~取料吸盘;
55.101~不良品流水线;
56.102~对接流水线;1021~对接支架1022~对接杆1023~皮带棍1024~皮带线1025~推料气缸1026~推料块1027~挡料条1028~第一来料感应器;
57.103~同步移栽模组;1031~移栽支架1032~移栽安装板1033~凸轮滑槽1034~水平导轨1035~移栽电机1036~移栽悬臂1037~悬臂腰形孔1038~移栽悬臂轴承1039~移栽滑槽轴承1030~竖向导轨10301~移栽吸盘10302~移栽滑块;
58.104~二次定位模组;1041~定位型材支架1042~治具底板1043~滑道1044~推料块1045~滑轨1046~y形连杆1047~定位气缸1048~限位块;
59.105~吸取工位;
60.106~等离子清洗模组1061~型材支架1062~手调升降滑台1063~离子喷头1064~手调螺杆1065~螺杆座1066~滑块1067~锁紧把手;
具体实施方式
61.下面将结合本实用新型实施例中的附图对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
62.需要说明,本实用新型实施例中所有方向性指示(,诸如上、下、左、右、前、后
……
)仅用于解释某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
63.另外,在本实用新型中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方
案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围内。
64.如图1~图14所示,一种锂聚合物电池双面喷印机,包括机台100,机台100上设有电池正面喷印模组200和电池反面喷印模组300,电池正面喷印模组200的下方设有用于吸附输送电池的前吸风流水线模组400,电池反面喷印模组300的下方设有用于吸附输送电池的后吸风流水线模组500,机台100上位于前吸风流水线模组400和后吸风流水线模组500之间的位置设置有电池翻面模组600;机台100上还设有正面喷印视觉检测模组和反面喷印视觉检测模组;电池正面喷印模组200喷印完成后正面喷印视觉检测模组对电池正面的喷印情况进行检测。电池反面喷印模组300喷印完成后反面喷印视觉检测模组对电池反面的喷印情况进行检测。当开启视觉检测后,若前段单色喷印工站有喷印ng,则电池翻面模组600不动作,产品直接流向ng下料处,ng搬运模组把ng产品放置到ng流水线上,ng产品流出。
65.电池正面喷印模组200对电池正面进行喷印完成后、由前吸风流水线模组400输送至电池翻面模组600处对电池进行翻面、并吸附搬运至后吸风流水线模组500上,电池反面喷印模组300对电池反面进行喷印,电池反面喷印完成后由uv固化灯700固化电池表面墨水,合格的电池从合格品流水线800送出、不良品由不良品搬运模组900搬运至不良品流水线101送出。
66.优选的,机台100上还设有对接流水线102和同步移栽模组103,对接流水线102与前吸风流水线模组400之间设有二次定位模组104,同步移栽模组103具有两个吸取工位105,第一个吸取工位从对接流水线102上吸取产品的同时、第二个吸取工位也吸取二次定位模组104上的产品,两个吸取工位105同时移动,第一个吸取工位吸取的产品放置在二次定位模组104上,第二个吸取工位吸取的产品放置在前吸风流水线模组400上。
67.如图9所示,机台100上还设有等离子清洗模组106,电池进入电池正面喷印模组200和电池反面喷印模组300之前均需要对电池的表面进行清洗;
68.如图9所示;等离子清洗模组106包括型材支架1061,型材支架1061的上端设有手调升降滑台1062,手调升降滑台1062调节离子喷头1063的上下位置,手调升降滑台1062包括手调螺杆1064,手调螺杆1064固定在两个螺杆座1065上,手调螺杆1064上穿设有滑块1066,滑块1066的正面连接离子喷头1063,滑块1066的一侧设有锁紧把手1067。
69.如图2
‑
图5所示,电池翻面模组600包括支架1,支架1上设有安装板2,安装板2的一侧面间隔设有两个凸轮槽3,两个凸轮槽3内均设有能够限制在该凸轮槽3内滑动的悬臂组件4,凸轮槽3的中部设有安装台5,安装板2的另一侧面设有第一齿轮组件6、第二齿轮组件7和能够同时与第一齿轮组件6和第二齿轮组件7啮合的双面齿条8,第一齿轮组件6和第二齿轮组件7的一端穿设在安装台5偏离中心的位置、并连接悬臂组件4,第一齿轮组件6和第二齿轮组件7分别带动一个悬臂组件4沿凸轮槽3滑动,第一齿轮组件6和第二齿轮组件7在旋转时的方向相反。安装台5的边缘与凸轮槽3的内侧壁通过连接块连接。
70.优选的,双面齿条8的底面一端设有与第一齿轮组件3啮合的第一条形齿9,双面齿条8的上端面一端设有与第二齿轮组件7啮合的第二条形齿10。
71.优选的,安装板2与双面齿条8的同一侧间隔设有两个限位传感器11,双面齿条8上设有触碰板12,触碰板12位于两个限位传感器11之间,当触碰板12触碰到任意一个限位传
感器11时、双面齿条8均向另一个方向移动。
72.优选的,悬臂组件4包括悬臂件41,悬臂件41上设有腰形通孔42,腰形通孔42内设有悬臂轴承43,悬臂轴承43上穿设有悬臂杆44,悬臂杆44的一端设有凸轮槽滑动轴承45,悬臂杆44的另一端连接吸盘悬臂13。
73.优选的,吸盘悬臂13包括滑块固定板131,滑块固定板131的一侧设有滑块132,滑块固定板131的另一侧设有定位杆133,定位杆133上穿设有多个定位轴承134,定位轴承134穿设在安装板2内,滑块132上连接有一滑轨135,滑轨135上连接有一l形安装臂136,l形安装臂136的端部间隔设有多个吸盘137。
74.优选的,第一齿轮组件6和第二齿轮组件7均包括有齿轮14,齿轮14上穿设有齿轮轴15,齿轮轴15上套设有多个齿轮轴承16,齿轮轴15的一端穿设在安装台5偏离中心的位置、并连接悬臂组件4。
75.本模组的其中一种驱动方式是由气缸驱动,双面齿条8由一气缸控制移动,气缸动作时、带动双面齿条8移动的同时带动第一齿轮组件6和第二齿轮组件7转动,第一齿轮组件6第二齿轮组件7转动带动两个吸盘悬臂13旋转90度,两个吸盘悬臂13旋转90度对接取料。能够实现电池的翻面动作。
76.本模组的另一种驱动方式是由电机驱动,第一齿轮组件6或第二齿轮组件7由一电机17控制旋转,电机16输出轴旋转带动其中一个齿轮转动的同时通过双面齿条8带动另一齿轮的转动。
77.如图6和图7所示,电池正面喷印模组200和电池反面喷印模组300均包括龙门支架201,龙门支架201的横梁202上设有横移驱动机构203、第一直线滑轨204和安装板205,安装板205通过第一直线滑块206连接在第一直线滑轨204上,安装板205上设有至少一个能够即时供墨的喷印机头207;
78.喷印机头207包括气动升降驱动机构208和由该气动升降驱动机构208控制升降的喷印箱体209,气动升降驱动机构8通过第二直线滑轨2010和第二直线滑块2011连接喷印箱体209;
79.喷印箱体209内设有循环泵2091、墨盒2092、驱动板2093和喷头2094,墨盒2092内设有液位浮球(图未示),循环泵2091将墨水泵到墨盒2092内,墨盒2092内的液位浮球能够控制循环泵2091的通断,墨盒2092与喷头2094通过uv墨管连通,喷印箱体209的空腔底部还设有打印传感器2095和限位传感器2096,打印传感器2095感应到来料后触发喷头2094喷印。将需要打印的图片上传到打印软件上,通过rip软件将图片处理成数字信号,然后通过网线传给驱动板2093,驱动板93再将此数字信号转换成电信号用来控制喷头2094上的若干个喷孔进行喷墨。横梁202的底部设有来料感应器2012,来料感应器感应到产品来到时、触发喷头2094喷印,横移驱动机构203控制喷印机头207横向移动喷印。喷印箱体209内还设有负压表2015。
80.优选的,喷印箱体209的空腔底部还设有保湿墨栈(图未示),当喷头2094暂停使用时、人工把保湿墨栈扣在喷头上给喷头保湿。当喷头2094需要保养时、将喷印箱体209移动到废墨盒2016上方进行保养。
81.优选的,喷印箱体209的底部一侧设有uv固化灯(图未示),喷头2094喷印完后、uv固化灯立即对产品表面进行固化,喷印箱体209的上端表面设有蜂鸣器2014和清洗按钮
2013。
82.优选的,气动升降驱动机构208包括气缸安装板2081,气缸安装板2081的端部设有升降驱动气缸2082和微分头2083,升降驱动气缸2082的活塞杆端连接在喷印箱体209的一侧。喷头和产品之间的高度由微分头2083调节,精度高。
83.优选的,横移驱动机构203包括伺服电机2031和传动丝杆2032,传动丝杆2032通过丝杆螺母连接安装板205。
84.优选的,安装板205上设置一个喷印机头207时、该喷印机头207对电池正面单色喷印(如图6所示)。安装板205上设置两个喷印机头207时、两个喷印机头207对电池反面双色喷印,两个喷印机头207喷印的墨水颜色不同。喷印流水线喷印电池时、先对电池正面进行单色喷印,喷印完正面后通过翻面机构将电池翻面后进入反面双色喷印(如图8所示)。
85.喷印机头能够通过墨盒内的液位浮球能够控制循环泵的通断,始终保持墨盒内的墨水充足;使用专用uv墨管将墨盒与喷头连接,以达到给喷头持续供墨的目的。将需要打印的图片上传到打印软件上,通过rip软件将图片处理成数字信号,然后通过网线传给驱动板,驱动板再将此数字信号转换成电信号用来控制喷头上的若干个喷孔进行喷墨;喷头将无数细小的黑色或彩色墨滴按照一定的排布方式喷射到介质表面,继而显现出不同的图案。
86.如图10所示,对接流水线102包括对接支架1021,对接支架1021的一端设有对接杆1022,对接支架1021的另一端设有皮带棍1023,对接杆1022和皮带棍1023通过皮带线1024连接,皮带线1024通过电机带通同步轮和同步带的方式驱动,从动同步轮连接皮带棍,主动同步轮连接电机输出轴,从动同步轮和主动同步轮通过同步带连接;对接支架1021的上端一侧设有推料气缸安装板,推料气缸安装板上设有推料气缸1025,推料气缸1025的活塞杆端设有推料块1026;对接支架1021的出料端还设有挡料条1027,对接支架1021的中部设有感应器支架,感应器支架上设有第一来料感应器1028;
87.不良品搬运模组900包括第二型材支架901,第二型材支架901的横梁上设有同步带驱动机构902、和由该同步带驱动机构902带动的z轴气缸903,z轴气缸903的活塞杆端设有取料吸盘904;合格品流水线800的进料端设有第三来料感应器801;不良品搬运模组900从合格品流水线800上取走不良品放入在不良品流水线101上输出;同步带驱动机构902包括步进电机,步进电机通过同步轮带动同步带;
88.前吸风流水线模组400和后吸风流水线模组500均包括有吸风型材支架401,吸风型材支架401的两端均设有皮带滚轮402,两个皮带滚轮402通过吸风皮带403连接,其中一个皮带滚轮402由伺服电机404驱动;吸风型材支架401的上端设有皮带托板405,吸风皮带403从皮带托板405的上表面通过,吸风型材支架401的两侧均设有张紧机构406,两个张紧机构406通过连接一张紧辊轮407;吸风型材支架401内设有真空腔体,真空腔体通过吸风通道连接吸风孔408;
89.张紧机构406包括张紧调节板4061,张紧调节板4061外侧设有螺丝安装板4062和腰形调节孔4063,螺丝安装板4062上设有调节螺丝4064,张紧辊轮407的端部穿设在腰形调节孔4063内、并连接调节螺丝4064。
90.优选的,同步移栽模组103包括移栽支架1031,移栽支架1031上设有移栽安装板1032,移栽安装板1032上设有凸轮滑槽1033和水平导轨1034,移栽安装板1032的一侧设有
移栽电机1035,移栽安装板1032的另一侧设有移栽悬臂1036,移栽电机1035的输出轴贯穿移栽安装板1032、并与移栽悬臂1036连接,移栽悬臂1036上设有悬臂腰形孔1037,悬臂腰形孔1037内连接有移栽悬臂轴承1038,移栽悬臂轴承1038上穿设有一移栽轴承杆,移栽轴承杆的一端设有移栽滑槽轴承1039、另一端连接有竖向导轨1030,竖向导轨1030的下端固定连接移栽吸盘10301,竖向导轨1030的中部滑动连接在一移栽滑块10302上,移栽滑块10302的下端滑动连接在水平导轨1034上。
91.优选的,二次定位模组104包括定位型材支架1041,定位型材支架1041上设有治具底板1042,治具底板1042的一个转角处设有滑道1043,滑道1043内设有推料块1044,治具底板1042的底部设有定位滑块,定位滑块上连接有一条滑轨1045,滑轨1045的一端连接推料块1044,滑轨1045的另一端连接y形连杆1046,y形连杆1046的一端连接一能够调节行程的定位气缸1047,治具底板1042的上端面设有限位块1048,限位块1048与推料块1044共同定位电池。
92.本设备的工艺流程为:本设备主要针对电池表面喷印,采用流水线对接来料方式,流到预定位、同步移栽模组103把产品搬运到二次定位模组104,二次定位模组104给产品做二次定位后由同步移栽模组103搬运到前段吸风流水线上、产品在流水上经过等离子清洗模组处理后流到电池正面喷印模组200,电池正面喷印模组200对产品喷印(黑色油墨)和预固化,完成后电池翻面模组600把产品翻面并放置到后段吸风流水线上,经过等离子清洗模组处理后流到双色喷印工站,电池反面喷印模组300对产品喷印(黑色或白色油墨)和预固化,喷印完成后流向下一制程设备(流水线对接下料)。当开启视觉检测后,若前段单色喷印工站有喷印ng,则翻转模组不动作,产品直接流向ng下料处,ng搬运模组把ng产品放置到ng流水线上,ng产品流出。
93.本设备相对于原来的半自动生产模式,该设备极大地提升了生产效率,减少了人工操作的繁琐程度,既提高了生产效率又降低了生产成本;通过设备自带视觉定位系统的使用,极大地提升了产品良品率,减少后期人工筛选不良品的繁琐与人力时间成本。
94.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和结构的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同范围限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。