1.本发明应用在芯片晶圆及芯片封装领域,具体涉及一种全自动芯片激光打码检测设备。
背景技术:
2.目前对于芯片晶圆及芯片封装领域的激光打码这一块普遍采用国外设备,国内相关设备具有空白,但是使用国外设备却存在几点问题:1.整机设备价格很高;2.设备只能专机专用;3.设备配件及售后周期长;4.设备功能单一不能集成,如打码设备只有打码功能等问题。
技术实现要素:
3.鉴于以上,本发明提供一种全自动芯片激光打码检测设备,该设备具备全自动上料、检测、打码标记、下料、监控、分类功能,整个过程没有人的参与且全程由一台设备即可完整工序繁琐的芯片加工过程,极大的提高了芯片打码这一整个过程的效率,不仅打破了原有设备的局限性,还能在节省成本的同时达到全自动芯片一体化打码检测。
4.具体技术方案如下:
5.一种全自动芯片激光打码检测设备,其特征在于:包括操作机台;
6.自动仓夹供料机构(1),设置在操作机台边缘,用于放置产品和隔纸;
7.自动吸盘隔纸产品搬运机构(2),设置在操作机台上且位于自动仓夹供料机构一侧,用于运送自动仓夹供料机构内的产品或隔纸;
8.进料流水线输送机构(6),固定在操作机台,用于运输由自动吸盘隔纸产品搬运机构传递过来的产品;
9.来料相机检测机构(5),固定在操作机台且位于进料流水线输送机构一侧,用于检测进料流水线输送机构上产品的质量或状态;
10.底部移栽夹板搬运机构(7),固定在操作机台且位于进料流水线输送机构(6)下方,用于承载、运送进料流水线输送机构(6)上检测合格的产品;
11.激光打码相机拍照机构(8),固定在操作机台且位于底部移栽夹板搬运机构(7)一侧,对底部移栽夹板搬运机构(7)上的产品进行拍照、打标;
12.出料输送机构(11),承接底部移栽夹板搬运机构(7)上打标完成的产品,并运送至其上的检测工位,由可升降结构的打码检测机构(10)对打标后的产品进行检测;
13.搬运下料机构(13),承接出料输送机构(11)上检测完毕的产品;
14.产品收料仓夹(15),搬运下料机构(13)将产品运送到产品收料仓夹(15)后统一运出设备。
15.进一步,设备还包括隔纸检测机构(3)和隔纸回收机构(4),隔纸检测机构(3)用于检测自动吸盘隔纸产品搬运机构(2)上吸附搬运的是产品还是隔纸,当检测到是隔纸后则将隔纸搬运到隔纸回收机构(4)内。
16.进一步,设备还包括毛刷除尘机构(9),设置在激光打码相机拍照机构(8)的一侧,在打标的后会对产品进行表面除尘。
17.进一步,设备还包括产品夹取翻面机构(12),固定在操作机台且位于底部移栽夹板搬运机构(7)的另一侧,当激光打码相机拍照机构(8)对产品的一面打标结束后由产品夹取翻面机构(12)夹取产品并翻面,从而进行另一面的打标。
18.进一步,设备还包括产品不良收集机构(14),位于搬运下料机构(13)的下一工位,用于收集存放不良品。
19.进一步,自动仓夹供料机构(1)包括定位夹紧机构(1
‑
1)和顶升机构(1
‑
2),顶升机构(1
‑
2)可做升降运动,在升起时可将定位夹紧机构(1
‑
1)内夹持的产品或隔板向上顶升,以便自动吸盘隔纸产品搬运机构(2)吸附搬运产品和隔纸。
20.进一步,自动吸盘隔纸产品搬运机构(2)包括x轴移栽机构、z轴升降机构和真空吸盘,自动吸盘隔纸产品搬运机构(2)通过x轴移栽机构架设在操作机台上,z轴升降机构活动的设置在x轴移栽机构上,并可在其上进行水平移动;真空吸盘活动的设置在z轴升降机构上,并可在其上进行竖直升降运动;所述真空吸盘上有多个均匀排列的吸头。
21.进一步,设备还包括机罩及控制软件单元。
22.本发明的全自动芯片激光打码检测设备具备安全性、集成性高等性能,在实际生产作业过程中能完美的解决现有技术中的缺陷问题。
23.本发明附加的方面和优点将在下面的描述中进一步给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
24.本发明的上述和/或附加的方面和优点从下面结合附图对实施例的描述中将变得明显和容易理解,其中:
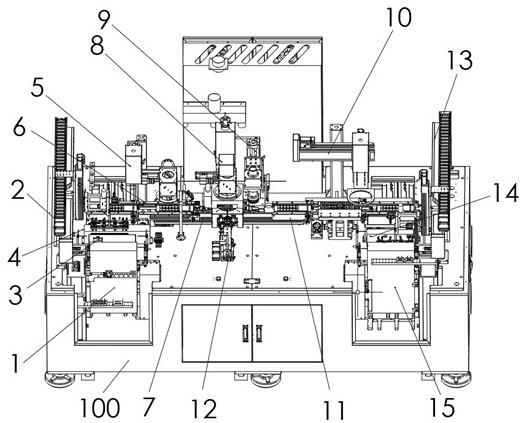
25.图1所示为全自动芯片激光打码检测设备整体示意图;
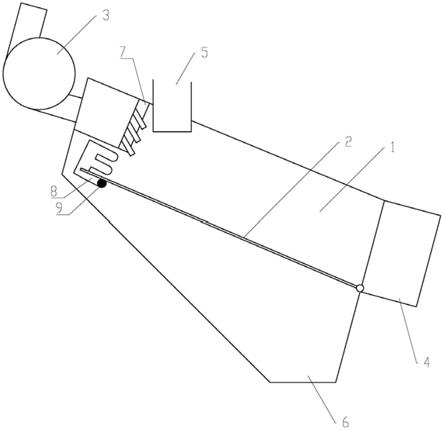
26.图2所示为自动仓夹供料机构结构示意图;
27.图3所示为自动吸盘隔纸产品搬运机构结构示意图;
28.其中,1
‑
自动仓夹供料机构,2
‑
自动吸盘隔纸产品搬运机构,3
‑
隔纸检测机构,4
‑
隔纸回收机构,5
‑
来料相机检测机构,6
‑
进料流水线输送机构,7
‑
底部移栽夹板搬运机构,8
‑
激光打码相机拍照机构,9
‑
毛刷除尘机构,10
‑
打码检测机构,11
‑
出料输送机构,12
‑
产品夹取翻面机构,13
‑
搬运下料机构,14
‑
产品不良收集机构,15
‑
产品收料仓夹,1
‑1‑
定位夹紧机构,1
‑2‑
顶升机构,2
‑1‑
z轴升降机构,2
‑2‑
真空吸盘,2
‑3‑
x轴移栽机构,100
‑
操作机台。
具体实施方式
29.下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能解释为对本发明的限制。
30.在本发明的描述中,需要理解的是,术语
ꢀ“
上”、“下”、“底”、“顶”、“前”、“后”等指示方位或位置关系的术语为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
31.图1示出了本发明全自动芯片激光打码检测设备的一种实施例结构示意图,也是一种优选实施例示意图。在本实施例中一种全自动芯片激光打码检测设备,包括操作机台100;
32.自动仓夹供料机构1,设置在操作机台100边缘,用于放置产品和隔纸;
33.自动吸盘隔纸产品搬运机构2,设置在操作机台100上且位于自动仓夹供料机构1一侧,用于运送自动仓夹供料机构1内的产品或隔纸;
34.进料流水线输送机构6,固定在操作机台100,用于运输由自动吸盘隔纸产品搬运机构2传递过来的产品;
35.来料相机检测机构5,固定在操作机台100且位于进料流水线输送机构6一侧,用于检测进料流水线输送机构6上产品的质量或状态;
36.底部移栽夹板搬运机构7,固定在操作机台100且位于进料流水线输送机构6下方,用于承载、运送进料流水线输送机构6上检测合格的产品;
37.激光打码相机拍照机构8,固定在操作机台100且位于底部移栽夹板搬运机构7一侧,对底部移栽夹板搬运机构7上的产品进行拍照、打标;
38.出料输送机构11,承接底部移栽夹板搬运机构7上打标完成的产品,并运送至其上的检测工位,由可升降结构的打码检测机构10对打标后的产品进行检测;
39.搬运下料机构13,承接出料输送机构11上检测完毕的产品;
40.产品收料仓夹15,搬运下料机构13将产品运送到产品收料仓夹15后统一运出设备。
41.本发明更为具体的实现方式结合图2、3进行以下具体展开:
42.进一步,设备还包括隔纸检测机构3和隔纸回收机构4,隔纸检测机构3用于检测自动吸盘隔纸产品搬运机构2上吸附搬运的是产品还是隔纸,当检测到是隔纸后则将隔纸搬运到隔纸回收机构4内。
43.进一步,设备还包括毛刷除尘机构9,设置在激光打码相机拍照机构8的一侧,在打标的后会对产品进行表面除尘。
44.进一步,设备还包括产品夹取翻面机构12,固定在操作机台且位于底部移栽夹板搬运机构7的另一侧,当激光打码相机拍照机构8对产品的一面打标结束后由产品夹取翻面机构12夹取产品并翻面,从而进行另一面的打标。
45.进一步,设备还包括产品不良收集机构14,位于搬运下料机构13的下一工位,用于收集存放不良品。
46.进一步,自动仓夹供料机构1包括定位夹紧机构1
‑
1和顶升机构1
‑
2,顶升机构1
‑
2可做升降运动,在升起时可将定位夹紧机构1
‑
1内夹持的产品或隔板向上顶升,以便自动吸盘隔纸产品搬运机构2吸附搬运产品和隔纸。
47.进一步,自动吸盘隔纸产品搬运机构2包括x轴移栽机构2
‑
3、z轴升降机构2
‑
1和真空吸盘2
‑
2,自动吸盘隔纸产品搬运机构2通过x轴移栽机构2
‑
3架设在操作机台上,z轴升降机构活动的设置在x轴移栽机构上,并可在其上进行水平移动;真空吸盘活动的设置在z轴升降机构上,并可在其上进行竖直升降运动;所述真空吸盘上有多个均匀排列的吸头。
48.进一步,在本实施例中,本设备还具有机罩(未示出)和控制软件单元的工控总机,机罩是以装置的机架为框架搭建的罩体,可以将本发明所涉及的装置上需要保护的机构进
行局部或全面保护,防止灰尘渗入,影响设备的使用效果,同时也对外部操作人员起到保护的作用,机架部分采用方管进行焊接打磨成型,再上龙门进行二次加工,这样保证设备在运行时的稳定性及机架的强度。另外机罩上开有观察窗,观察窗开在机罩罩体上,便于操作人员观察设备内工作情况。工控总机分别与各机构电性连接,并在其控制下完成整个进料、检测、打码、检测、出料的工作,在本实施例中工控总机可以为基于可编程控制器plc(programmable logic controller)的工控机或计算机,需要说明的是,本发明附图中没有工控总机做具体的展示,然而根据发明的相关内容不影响理解,故在此不作具体展开说明。
49.在作业时,人工把来料仓放置到自动仓夹供料机构1上面,来料仓里面放满产品和搁纸,自动仓夹供料机构1上面的定位夹紧机构1
‑
1动作把来料仓进行夹紧定位,定位完成后顶升机构1
‑
2把仓夹里面的产品进行顶升,顶升机构1
‑
2顶升到指定位置后传感器感应到,停止顶升,此动作为循环,感应器感到就停止,感应不到就顶升,当定升到指定位置后,自动吸盘隔纸产品搬运机构2上面的z轴升降机构2
‑
1带动上面的真空吸盘2
‑
2把自动仓夹供料机构1感应到的产品进行吸附,吸附完成自动吸盘隔纸产品搬运机构2上面的x轴移栽机构2
‑
3把吸附的物体进行搬运。在搬运的过程中底部隔纸检测机构3机构会判定吸附的物体是搁纸还是产品,如果是搁纸自动吸盘隔纸产品搬运机构2会把搁纸搬运到隔纸回收机构4里面,如果是产品,自动吸盘隔纸产品搬运机构2会把产品搬运到进料流水线输送机构6上面,当进料流水线输送机构6感应到来料后,流水线动作把产品输送到来料相机检测机构5下面,来料相机检测机构5对来料产品进行拍照检测,来料相机检测机构5功能为,检测产品的来料是否正确,检测来料是否放反,自动调取产品的程序及内容,检测完成进料流水线输送机构6把产品输送到底部移栽夹板搬运机构7位置,底部移栽夹板搬运机构7夹取产品进行移栽到激光打码相机拍照机构8位置,激光打码相机拍照机构8上面的相机对产品进行拍照,激光头对产品进行打标。打标时底部移栽夹板搬运机构7需要进行x轴方向移动。在打标过程中毛刷除尘机构9会对打标完成后的产品进行打标除尘。打标完成后底部移栽夹板搬运机构7会把产品输送到出料输送流水线11,出料输送机构11把产品输送到打码后检测机构10位置处,打码后检测机构10底部顶升机构把产品进行顶升定位,定位完成后打码后检测机构10上的相机对产品进行走位检测,检测玩成后产品输送到下料位置处,搬运下料机构13吸附产品把产品放置到规定区域,当产品不良时搬运下料机构13会把产品放入到产品不良手机机构14里面,当产品是合格时搬运下料机构13把产品放入到产品收料仓夹15,产品收料仓夹15与自动仓夹供料机构1结构原理相同。
50.尽管参照本发明的示意性实施例对本发明的具体实施方式进行了详细的描述,但是必须理解,本领域技术人员可以设计出多种其他的改进和实施例,这些改进和实施例将落在本发明原理的精神和范围之内。具体而言,在前述公开、附图以及权利要求的范围之内,可以在零部件和/或者从属组合布局的布置方面作出合理的变型和改进,而不会脱离本发明的精神。除了零部件和/或布局方面的变型和改进,其范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。