1.本实用新型涉及的是一种外置手把的成型机构及手提袋成型机。
背景技术:
2.薄膜手提袋根据把手设置的位置分为两种袋型,一种为手把有设置在袋体内侧,另一种手把设置在袋体外侧,手把与袋体一般采用热封封合或超声波封合,而手把设置在袋体外侧相对来说难度更大,因此目前手提袋的加工主要针对的是手把设置在袋体内侧的袋型,手把设置在袋体外的手提袋只能采用人工加工。
技术实现要素:
3.鉴于背景技术中存在的技术问题,本实用新型所解决的技术问题旨在提供一种外置手把的成型机构及手提袋成型机,实现外置手把手提袋的自动加工。
4.为解决上述技术问题,本实用新型采用如下的技术方案:该种外置手把的成型机构,其特征在于包括有
5.副料输送部件,包括有送料辊;
6.分切部件,包括有切刀;
7.分离部件,包括有分离板,所述分离板设置在送料辊和切刀之间;
8.隔离部件,包括有分隔板,所述分隔板设置在切刀的前方,所述分隔板与分离板之间具有分切空隙;
9.以及转向部件,包括有左夹料件和右夹料件,所述左夹料件和右夹料件设置在切刀的前方,且所述左夹料件和右夹料件与分隔板左右错位设置。
10.本实用新型通过分离部件和隔离部件使分切后的两片副料之间具有间隙,并且两片副料在转向呈u型时仍保留间隙,该间隙使袋体的袋口置于两片副料之间,也就是说副料置于袋体外,这样两片副料与袋体封合后形成把手外置的手提袋。
11.作为优选,所述分离板为斜面板,所述斜面板的下表面与水平面平行设置,所述斜面板的上表面沿输送方向向上倾斜,斜面板使上下层副料之间的间距逐步变大。
12.作为优选,所述分隔板设置在左夹料件的左侧以及右夹料件的右侧,且所述分隔板向前延伸至主料的袋口处,这样既不影响副料的成型,同时保证副料在成型后,上下层副料仍保持距离。
13.作为优选,所述左夹料件和右夹料件均包括有下夹头以及上下升降的上夹头,且所述左夹料件和右夹料件与驱动二者相向或反向转动的驱动组件连接。
14.作为优选,所述分离板的两侧设有压膜条,所述压膜条分为上压条和下托条,所述上压条与分离板对应部分沿输送方向向上倾斜,所述分离板使上下层副料分离,压膜条则避免上下层副料之间的间距过大,保证上下层副料经过分离板、切刀后顺利置于分隔板的上方和下方。
15.一种手提袋成型机,其特征在于包括有
16.外置手把成型机构,包括有
17.副料输送部件,包括有送料辊,
18.分切部件,包括有切刀,
19.分离部件,包括有分离板,所述分离板设置在送料辊和切刀之间,
20.隔离部件,包括有分隔板,所述分隔板设置在切刀的前方,所述分隔板与分离板之间具有分切空隙,
21.以及转向部件,包括有左夹料件和右夹料件,所述左夹料件和右夹料件设置在切刀的前方,且所述左夹料件和右夹料件与分隔板左右错位设置;
22.主料输送部件,包括有牵引辊,主料横向输送,副料纵向输送,所述主料设置在左夹料件和右夹料件的前方,且所述主料的袋口朝向后方;
23.及封合部件,所述封合部件设置在左夹料件和右夹料件的前方。
24.本实用新型的外置手把成型机构使副料成型并置于主料外,两片副料与主料通过封合部件封合后形成外置手把。
25.作为优选,所述分隔板延伸至主料的袋口处,保证上下层副料保持间隙,使顺利主料进入两副料之间。
26.作为优选,沿主料输送方向,封合工位之前还设有覆膜工位,所述覆膜工位设有覆离型膜机构,所述覆离型膜机构包括有料架及导辊,所述导辊设置在主料的袋口位置。在主料的袋口设置离型膜,可使成型手提袋的袋口密封,这样的手提袋不仅使用轻便,而且私密性强,还具有防盗作用。
27.作为优选,所述覆离型膜机构还包括有涂胶部件,所述涂胶部件设置在离型膜输送路径上。
28.作为优选,所述手提成型机构还包括有袋口点断机构,所述袋口点断机构包括有点断刀。
附图说明
29.图1为本实用新型副料分切前的主视图。
30.图2为本实用新型副料分切后的俯视图。
31.图3为本实用新型副料与主料复合时的俯视图。
32.图4为本实用新型副料与主料复合时的主视图。
33.图5为本实用新型手提袋成型机的示意图。
34.图6为本实用新型袋口撑开时的示意图。
35.图7为本实用新型手提袋的右视图。
36.图8为本实用新型手提袋的主视图。
具体实施方式
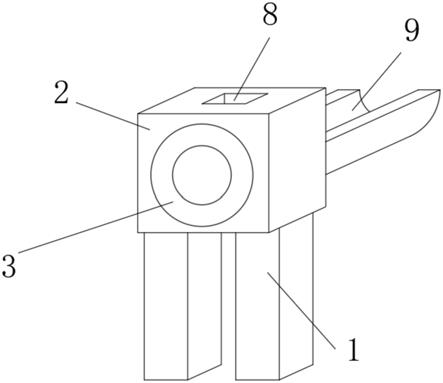
37.下面结合附图描述本实用新型的实施方式及实施例的有关细节及工作原理。该种外置手把的成型机构,包括有副料输送部件、分切部件、分离部件、隔离部件以及转向部件;所述副料输送部件包括有送料辊6;所述分切部件包括有切刀7,所述切刀将连续的两层副料3分切成两片单元副料11;所述分离部件包括有分离板9,所述分离板设置在送料辊6和切
刀7之间;所述隔离部件包括有分隔板1,所述分隔板设置在切刀的前方,所述分隔板与分离板之间具有分切空隙,所述分离板使上下层副料在分切前先分离,所述分隔板使上下层副料的分离延续至分切后以及在副料成型后上下层副料仍保持间隙;所述转向部件包括有左夹料件2和右夹料件5,所述左夹料件和右夹料件设置在切刀的前方,且所述左夹料件和右夹料件与分隔板左右错位设置,见附图2,所述左右错位是指左、右夹料件与分隔板在竖直方向不重合,这样既不影响副料的转向、成型,同时保证上下层副料保持间隙。
38.所述送料辊将副料向前输送,所述副料经过分离板9,所述分离板使上下两层副料分离,所述上下分离后的副料被继续向前输送,并置于分隔板1的上方和下方,所述左夹料件和右夹料件将副料两端夹持,此时所述分离板和分隔板之间的切刀将副料切断,形成单元长条形副料,即使左夹料件和右夹料件将副料两端夹持,因分隔板的设置使上下副料隔离,除了夹持部位,上下层副料之间仍具有间隙,该间隙用于容纳主料,即主料的袋口置于上、下层副料之间,也就形成外置的手把。
39.所述分离板9为斜面板,所述斜面板的下表面与水平面平行设置,所述斜面板的上表面沿输送方向向上倾斜,副料经过斜面板时,下层副料保持水平向前移动,使各工位的作业保持在该水平面,斜面板则使下层副料斜向前移动,逐步增大与下层副料的距离。所述分离板的两侧设有压膜条8、10,所述压膜条分为上压条8和下托条10,所述上压条与分离板对应部分沿输送方向向上倾斜,所述分离板使上下层副料分离,压膜条则避免上下层副料之间的间距过大,使二者的间距在合理范围内,若上下层副料的间距过大,上层副料可能会碰到切刀或夹料件,所述压膜条则将上层副料压住,防止其过度上扬,使上、下层副料能顺利经过切刀和夹料件。见附图2,所述分隔板9设置在左夹料件2的左侧以及右夹料件5的右侧,且所述分隔板向前延伸至主料12的袋口处,左夹料件和右夹料件驱动副料转向成型过程中,上、下层副料始终被分隔板隔离,并且二者保持间隙。所述左夹料件和右夹料件与驱动二者相向或反向转动的驱动组件连接,所述左夹料件和右夹料件均包括有下夹头4以及上下升降的上夹头5,所述上夹头下移与下夹头闭合将副料夹持,所述驱动组件可以采用旋转气缸也可以采用其他手段,驱动组件的结构为现有技术,因而不再详诉。
40.一种手提袋成型机,包括有所述外置手把成型机构、主料输送机构及封合机构21;所述外置手把成型机构见前诉内容,所述主料输送机构包括有牵引辊,本实施例中,主料12为横向输送,副料3为纵向输送,所述主料12设置在左夹料件和右夹料件的前方,且所述主料的袋口朝向后方,所述左夹料件和右夹料件使副料转向成型时,副料的两端则置于主料袋口位置;所述封合机构21设置在左夹料件2和右夹料件的前方,所述封合机构21可以采用热封封合或超声波封合等,上述封合方式为现有技术,也是薄膜封合的惯用手段。
41.所述牵引辊驱动主料横向输送,所述送料辊则驱动副料纵向输送,副料的前端经过分离板且上、下层副料分别置于分隔板的上方和下方,所述左、右夹料件将副料两端夹持,所述切刀将副料切断成单元副料,此时左、右夹料件驱动单元副料的两端相向转动,因分隔板的隔离作用,使得上、下层副料之间具有间隙,所述主料从上、下层副料之间穿过,也就是说上、下层副料分别置于主料袋口位置的上方和下方,所述单元副料转向成u型,所述封合机构将单元副料11与主料12封合,如此形成外置手把。
42.沿主料输送方向,封合工位之前还设有覆膜工位,所述副料与主料封合的工位为封合工位,所述覆膜工位设有覆离型膜机构,所述覆离型膜机构是在袋口部位增加离型膜,
当离型膜剥离后袋口密封,这样的手提袋不仅使用轻便,而且私密性强,还具有防盗作用。所述离型膜可以采用双面胶,或者涂胶后易剥离的膜,本实施例中,所述覆离型膜机构包括有料架16、导辊及涂胶部件17,所述料架上设有离型膜卷料,所述导辊设置在主料的袋口位置,所述涂胶部件设置在离型膜输送路径上;所述涂胶部件为喷胶头或涂胶辊,所述离型膜上胶后,所述离型膜绕过导辊,根据离型膜料卷设置的位置,所述导辊使离型膜可以从主料的侧方导入,也可以从主料的上方导入,附图中5中,所述离型膜从主料的侧方导入,使离型膜覆在袋口至手把封合部位之间的主料上;所述离型膜18与主料12粘合后,主料进入封合工位21,即副料与主料封合。完成手提加工后,后续可以根据加工需求可以直接进行封切,即采用封切机构19将连续的主料封切成单元手提袋,封切机构为现有技术,因而不再详诉;可以增加其他工序,比如底边三角封合等。因离型膜18设置在袋体内,离型膜与主料12粘合时,主料有两种情况,一种是主料的正面和背面展开,这种情况下,可以直接将离型膜覆在主料上,在覆离型膜后,沿主料输送方向,所述覆离型膜机构与封合机构之间设有对折机构,所述对折机构是将主料对折,主料的正面和背面贴合形成底部和袋口,而后主料进入封合工位。第二种,主料已经对折,具有底部和袋口,因主料的正面和背面闭合,为避免覆离型膜使正面和背面粘贴,沿主料输送方向还设有袋口撑开部件,所述袋口撑开部件与覆膜工位相邻设置,所述袋口撑开部件包括有撑料件15,所述撑料件将主料的正面和背面分开,使离型膜进入二者之间,并覆在正面或背面的袋口处,所述撑料件可以采用撑料杆或撑料板,只要将覆膜工位处的主料上下层打开即可,完成后,主料自动闭合进入封合工位。所述袋口粘合后,为了便于袋口打开,所述手提成型机构还包括有袋口点断机构,所述袋口点断机构包括有点断刀14,点断刀在袋体上形成点断线20,撕拉点断部位可将其撕开,所述点断线设置在离型膜和手把封合部位之间最佳,这样既能将袋口打开,同时也不影响手提袋的使用。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。