1.本发明涉及玻璃膜复合体的搬送方法。
背景技术:
2.玻璃膜不仅具备玻璃所具有的透明性、尺寸稳定性、及屏蔽性,还具备薄膜所具有的可挠性,故在更薄更轻的光学装置领域中受到了瞩目。此外,玻璃膜适用于辊对辊工艺(roll
‑
to
‑
roll processing),并具有可极大提高生产率的潜力。
3.另一方面,玻璃膜非常脆,尤其是存在如果玻璃膜的边缘具有微小裂纹,则当对玻璃膜进行弯曲时玻璃膜会以该裂纹为起点而发生破损这样的操作性的课题。为此,已经提出了可对玻璃膜的破损进行抑制的各种各样的搬送(输送)方法。
4.[引证文件]
[0005]
[专利文件]
[0006]
[专利文件1](日本)特开2012-001405号公报
技术实现要素:
[0007]
[要解决的技术问题]
[0008]
然而,玻璃膜的种类繁多,其中也具有在玻璃膜上设置有破损防止用部件的玻璃膜复合体。但是,就这样的玻璃膜复合体而言,尚未建立藉由辊对辊工艺可适当地对其进行搬送的方法。
[0009]
本发明是鉴于上述问题而提出的,其目的在于,当采用辊对辊工艺对设置有预定的破损防止用部件的玻璃膜复合体进行搬送时,可抑制玻璃膜的破损。
[0010]
[技术方案]
[0011]
本玻璃膜复合体的搬送方法是一种使用了辊对辊工艺的玻璃膜复合体的搬送方法,该辊对辊工艺使卷在送出辊上的玻璃膜复合体经过多个搬送辊后由卷取辊进行卷取,其中,所述玻璃膜复合体具有长条状的玻璃膜和在所述玻璃膜的一个面的宽度方向的两端附近沿所述玻璃膜的长度方向进行了粘合的线状的树脂胶带,在从所述送出辊经过多个所述搬送辊到达所述卷取辊的过程中,所述玻璃膜复合体不经过所述树脂胶带朝向内侧弯曲的状态而被搬送。
[0012]
[有益效果]
[0013]
根据公开的技术,当采用辊对辊工艺对设置有预定的破损防止用部件的玻璃膜复合体进行搬送时,可抑制玻璃膜的破损。
附图说明
[0014]
[图1]作为搬送对象的玻璃膜复合体的例示模式图。
[0015]
[图2]玻璃膜复合体的弯曲方向的说明图。
[0016]
[图3]第1实施方式的玻璃膜复合体的搬送装置的例示图。
[0017]
[图4]第2实施方式的玻璃膜复合体的搬送装置的例示图。
[0018]
[图5]搬送辊140附近的放大图。
[0019]
[图6]第3实施方式的玻璃膜复合体的搬送装置的例示图。
具体实施方式
[0020]
以下,参照附图对用于实施发明的形态(方式)进行说明。各图中,存在对相同构成部分赋予相同符号,并对重复说明进行省略的情况。
[0021]
〈第1实施方式〉
[0022]
[玻璃膜复合体]
[0023]
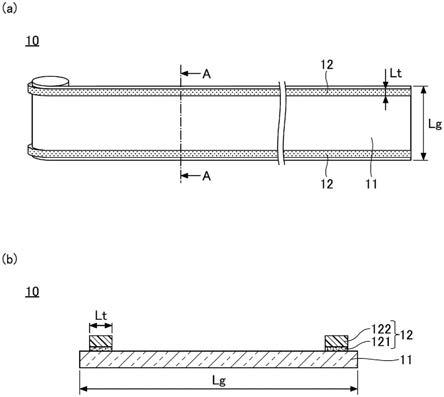
首先,对作为搬送对象的玻璃膜复合体进行说明。图1是作为搬送对象的玻璃膜复合体的例示模式图,图1(a)示出了整个玻璃膜复合体,图1(b)则对沿图1(a)的a-a线的剖面进行了放大表示。
[0024]
参照图1,玻璃膜复合体10具有长条状的玻璃膜11和配置在玻璃膜11的一个面(即,一个表面)上的多条(两条以上)树脂胶带12。
[0025]
需要说明的是,本说明书中,“长条状”是指,与宽度相比长度很长的细长形状,例如包括长度为宽度的10倍以上的细长形状。
[0026]
玻璃膜复合体10的长度优选为50m以上,较佳为100m以上,更佳为500m以上。玻璃膜复合体10能有效地防止玻璃膜11的破损,故可应对现有技术中无法进行连续制造或加工的长度(例如,500m以上)。此外,对玻璃膜复合体10的长度的上限并无特别限制,例如为1000m。
[0027]
玻璃膜复合体10的宽度(=玻璃膜11的宽度lg)优选为100mm~5000mm,较佳为200mm~3000mm,更佳为500mm~2000mm。另外,玻璃膜复合体10以卷状提供。
[0028]
就玻璃膜11而言,可在除去了配置有树脂胶带12的部分和其外侧的部分后而进行使用。例如,在玻璃膜复合体10上层叠其他层(例如,偏光板等的光学薄膜、透明聚酰亚胺等的高耐热薄膜、pdlc等的光调制薄膜)以形成具有预定强度的层叠体之后,藉由切割等除去配置有树脂胶带12的部分和其外侧的部分,由此可制造具备玻璃膜11的层叠体。
[0029]
对玻璃膜11并无特别限定,可根据使用目的采用适当的玻璃膜。玻璃膜11按照组成(成分)进行分类时,例如可列举出苏打石灰玻璃、硼酸玻璃、铝硅酸玻璃、石英玻璃等。此外,按照碱成分进行分类时,可列举出无碱玻璃和低碱玻璃。所述玻璃的碱金属成分(例如,na2o、k2o、li2o)的含量优选为15重量%以下,较佳为10重量%以下。
[0030]
玻璃膜11的厚度优选为30μm~150μm,较佳为50μm~140μm,更佳为70μm~130μm,尤佳为80μm~120μm。在这样的范围内,可进行灵活性较优且基于辊对辊工艺的加工,并可获得玻璃膜11不易破裂且生产率优异的玻璃膜复合体10。
[0031]
玻璃膜11在波长550nm下的透光率优选为85%以上。玻璃膜11在波长550nm下的折射率优选为1.4~1.65。
[0032]
玻璃膜11的密度优选为2.3g/cm3~3.0g/cm3,较佳为2.3g/cm3~2.7g/cm3。只要是位于该范围内的玻璃膜,即可提供有助于图像显示的轻量化的玻璃膜复合体10。
[0033]
就玻璃膜11的成形方法而言,对其并无特别限定,可根据使用目的采用适当的成形方法。通常,玻璃膜11可藉由如下方法制作,即,使包含二氧化硅、氧化铝等的主原料、芒
硝、氧化锑等的消泡剂、及碳等的还原剂的混合物在1400℃~1600℃左右的温度下进行熔融(融化),并将其成形为薄板状,然后再进行冷却,由此可制作玻璃膜11。作为玻璃膜11的成形方法,例如可列举出槽下拉法、熔融法、浮式法等。就藉由该些方法而成形为板状的玻璃膜而言,为了进行薄化或提高平滑性,根据需要,还可使用氟酸等的溶剂对其进行化学研磨。
[0034]
树脂胶带12的宽度lt例如为3mm~100mm。树脂胶带12的宽度lt和玻璃膜11的宽度lg优选具有10≤lg/lt≤200的关系。藉由具有这样的关系,可更有效地抑制玻璃膜11中生成的裂纹的扩展。
[0035]
树脂胶带12在玻璃膜11的一个面的宽度方向的两端附近沿玻璃膜11的长度方向设置为线状。即,树脂胶带12在玻璃膜11的一个面上至少被设置了两条。树脂胶带12优选为连续的直线状。需要说明的是,玻璃膜11的一个面的宽度方向的两端附近是指,对玻璃膜11的一个面沿长度方向均匀分割成细长形状的四个区域时的外侧的两个区域。
[0036]
这里需要说明的是,每个树脂胶带12的外侧和玻璃膜11的宽度方向的两端的距离(间距)优选为50mm以下,也可为0mm。
[0037]
就树脂胶带12的长度而言,与玻璃膜11的长度相比,优选为80%以上,较佳为90%以上,最好为100%。即,树脂胶带12最好沿玻璃膜11的全长而设置。
[0038]
树脂胶带12的厚度例如为1μm~200μm。所设置的多条树脂胶带12分别可具有相同的宽度,也可具有不同的宽度。所设置的多条树脂胶带12分别可具有相同的长度,也可具有不同的长度。所设置的多条树脂胶带12分别可具有相同的厚度,也可具有不同的厚度。
[0039]
树脂胶带12具有粘合剂层121,根据需要还具备基材122。粘合剂层121直接固定在玻璃膜11上。即,粘合剂层121不藉由其他层地固定在玻璃膜11上。
[0040]
粘合剂层121包含适当的任意粘合剂。粘合剂层121例如可使用光硬化性或热硬化性粘合剂。作为构成粘合剂层121的粘合剂,例如可列举出环氧类粘合剂、橡胶类粘合剂、丙烯酸类粘合剂、硅胶类粘合剂、氨酯类粘着剂、或其混合物等。
[0041]
粘合剂层121的厚度优选为1μm~50μm,较佳为5μm~30μm。
[0042]
基材122可由适当的任意树脂形成。作为构成基材122的树脂,例如可列举出聚乙烯、聚氯乙烯、聚对苯二甲酸乙二醇酯、聚偏二氯乙烯、聚丙烯、聚乙烯醇、聚酯、聚碳酸酯、聚苯乙烯、聚丙烯腈,乙烯乙酸乙烯酯共聚物、乙烯-乙烯醇共聚物、乙烯-甲基丙烯酸共聚物、聚酰胺树脂、纤维素、硅胶类树脂等。
[0043]
基材122的厚度例如为2μm~200μm。基材122的宽度优选与粘合剂层121的宽度实质相同。这里,宽度实质相同是指,宽度之差为3mm以下(优选为1mm以下)。
[0044]
[玻璃膜复合体的弯曲方向]
[0045]
接下来,对玻璃膜复合体10的弯曲方向进行说明。图2是对玻璃膜复合体的弯曲方向进行说明的图,示出了玻璃膜复合体10的一部分。
[0046]
图2(a)示出了使玻璃膜复合体10以树脂胶带12朝向外侧的方式沿长度方向进行了弯曲的情形。
[0047]
裂纹c的扩展在拉伸应力发生作用的面上较为显著,故弯曲时在作为外侧(凸侧)的面上较为显著。
[0048]
然而,玻璃膜复合体10中,在玻璃膜11的宽度方向的两端附近设置有线状的树脂
胶带12。为此,如图2(a)所示,在使玻璃膜复合体10以树脂胶带12朝向外侧的方式进行弯曲的情况下,即使玻璃膜11的宽度方向的端部发生了裂纹c,树脂胶带12也会对裂纹c的扩展进行阻挡。因此,裂纹c没有从图2(a)的状态开始进行扩展。
[0049]
另一方面,图2(b)示出了使玻璃膜复合体10以树脂胶带12朝向内侧的方式沿长度方向进行了弯曲的情形。如图2(b)所示,在使玻璃膜复合体10以树脂胶带12朝向内侧的方式进行弯曲的情况下,如果弯曲时在作为外侧(凸侧)的面上发生了裂纹c,则由于该面上不存在树脂胶带12,故无法对裂纹c的扩展进行阻挡。因此,裂纹c例如可扩展至玻璃膜复合体10的宽度方向的相反侧的端部。
[0050]
如前所述,玻璃膜复合体10以卷状提供。故当对玻璃膜复合体10进行搬送时,需要留意玻璃膜复合体10的弯曲方向。即,除了满足特殊条件的情况之外,玻璃膜复合体10需要在树脂胶带12既不弯向内侧(即,不朝向内侧进行弯曲)也不弯向外侧(即,不朝向外侧进行弯曲)的状态、或者、树脂胶带12弯向外侧的状态下进行搬送。据此,即使玻璃膜11的宽度方向的端部发生了裂纹c,树脂胶带12也可对裂纹c的扩展进行阻挡。
[0051]
[玻璃膜复合体的搬送方法]
[0052]
接下来,对玻璃膜复合体10的搬送方法进行说明。图3是第1实施方式的玻璃膜复合体的搬送装置的例示图。参照图3,搬送装置100是对长条状的玻璃膜复合体10沿长度方向以辊对辊工艺进行搬送的装置。
[0053]
搬送装置100具备将玻璃膜复合体10送出的送出辊110和对玻璃膜复合体10进行卷取以实施回收的卷取辊130。此外,搬送装置100在送出辊110和卷取辊130之间还具备多个(两个以上)搬送辊120。
[0054]
在玻璃膜复合体10从送出辊110经过多个搬送辊120到达卷取辊130的过程中,搬送装置100的附近还可配置用于在玻璃膜复合体10的表面上贴附其它部件的装置、用于在玻璃膜复合体10的表面上进行成膜的装置等。
[0055]
送出辊110和卷取辊130上分别安装有用于驱动的马达(未图示),控制部(未图示)以预定的旋转速度并沿预定的旋转方向对每个用于驱动的马达进行旋转控制。
[0056]
据此,如图3所示,卷在送出辊110上的玻璃膜复合体10经过多个搬送辊120后被卷取辊130卷取,藉由辊对辊工艺而被搬送。即,玻璃膜复合体10悬架在送出辊110、搬送辊120、及卷取辊130上并沿箭头方向被搬送。
[0057]
图3中,玻璃膜复合体10在树脂胶带12朝向外侧的状态下卷绕在了送出辊110上。此外,玻璃膜复合体10在树脂胶带12朝向外侧的状态下被卷绕在卷取辊130上。
[0058]
此外,图3中,所有的搬送辊120一边使树脂胶带12朝向外侧(与各搬送辊120不相接的一侧)进行弯曲一边进行搬送。然而,搬送装置100也可具有既不使树脂胶带12弯向内侧也不使其弯向外侧而进行搬送的搬送辊(例如,仅是用于对树脂胶带12进行支撑而配置的搬送辊)。此外,搬送装置100还可在搬送辊120的相反侧以夹着玻璃膜复合体10的方式具有既不使树脂胶带12弯向内侧也不使其弯向外侧而进行搬送的搬送辊。
[0059]
如此,搬送装置100中,在从送出辊110经过多个搬送辊120到达卷取辊130的过程中,玻璃膜复合体10以不经过树脂胶带12朝向内侧弯曲的状态而被搬送。
[0060]
据此,如参照图2(a)所说明的那样,即使玻璃膜11的宽度方向的端部发生了裂纹c,树脂胶带12也可对裂纹c的扩展进行阻挡。因此,树脂胶带12可对以玻璃膜11的宽度方向
的端部所发生的裂纹c为起点的破损的扩展进行抑制,因此,当对玻璃膜复合体10采用辊对辊工艺进行搬送时,可抑制玻璃膜11的破损。
[0061]
即,就现有技术中难以进行连续制造或加工的长度(例如,500m以上)的玻璃膜复合体10而言,可抑制玻璃膜11的破损并藉由辊对辊工艺对其进行搬送。
[0062]
〈第2实施方式〉
[0063]
第2实施方式中示出了与第1实施方式不同的玻璃膜复合体的搬送方法的例子。需要说明的是,第2实施方式中存在对与已经描述的实施方式相同的构成部分的说明进行省略的情况。
[0064]
图4是第2实施方式的玻璃膜复合体的搬送装置的例示图。参照图4,搬送装置100a是对长条状的玻璃膜复合体10沿长度方向藉由辊对辊工艺进行搬送的装置。
[0065]
搬送装置100a具有以夹着玻璃膜复合体10的方式配置在各搬送辊120的相反侧(与树脂胶带12相接的一侧)的搬送辊140,该点与搬送装置100(参照图3)不同。
[0066]
图4中,与图3同样地,玻璃膜复合体10在树脂胶带12朝向外侧的状态下卷绕在了送出辊110上。此外,玻璃膜复合体10在树脂胶带12朝向外侧的状态下被卷绕在卷取辊130上。
[0067]
搬送装置100a中,与图3所示的搬送装置100同样地,所有的搬送辊120一边使树脂胶带12朝向外侧进行弯曲一边对其进行搬送。然而,搬送装置100a与图3所示的搬送装置100同样地,也可具有既不使树脂胶带12弯向内侧也不使其弯向外侧而进行搬送的搬送辊(例如,仅是用于对树脂胶带12进行支撑而配置的搬送辊)。此外,搬送装置100a还可在搬送辊120的相反侧(搬送辊140侧)以夹着玻璃膜复合体10的方式具有既不使树脂胶带12弯向内侧也不使其弯向外侧而进行搬送的搬送辊。
[0068]
搬送装置100a与图3所示的搬送装置100不同,还包括一边使树脂胶带12朝向内侧并以预定的抱角进行弯曲一边进行对其搬送的搬送辊140。即,在经过搬送辊140的前后,玻璃膜复合体10变为树脂胶带12朝向内侧进行了弯曲的状态。因此,如参照图2(b)所说明的那样,在经过搬送辊140的前后,树脂胶带12不能对裂纹c的扩展进行阻挡,故,就玻璃膜11的破损而言,这是一种不利的条件。
[0069]
但是,本发明的发明人发现了,即使在以树脂胶带12朝向内侧的方式而使玻璃膜复合体10进行了弯曲的状态下,如果满足一定的要求(条件),则也可不会使玻璃膜11破损地稳定地进行搬送。对此,参照图5进行说明。
[0070]
图5是搬送辊140附近的放大图。图5中,玻璃膜复合体10被搬送到了直径为ρ(mm)的搬送辊140处。玻璃膜复合体10在经过搬送辊140的前后为树脂胶带12朝向内侧进行了弯曲的状态。此时,抱角为θ(deg)。
[0071]
这里,抱角是指,即将到达搬送辊140的玻璃膜复合体10的搬送方向的延长线(图5的虚线)和刚刚离开搬送辊140时的玻璃膜复合体10的搬送方向所成的角度。
[0072]
本发明的发明人发现了,如果搬送辊140的直径ρ(mm)、抱角θ(deg)、及玻璃膜11的厚度t(μm)满足下述公式(1)的关系,则即使在以树脂胶带12朝向内侧的方式而对玻璃膜复合体10进行了弯曲的状态下,也可不会使玻璃膜11破损地稳定地进行搬送。这是根据发明人的经验而获得的知识。
[0073]
[公式1]
[0074][0075]
需要说明的是,图4的例子中,仅在经过搬送辊140的一处(一个位置处)变为以树脂胶带12朝向内侧的方式而使玻璃膜复合体10进行了弯曲的状态。但是,只要满足公式(1)的关系,还可在多处(两处以上)变为以树脂胶带12朝向内侧的方式而使玻璃膜复合体10进行了弯曲的状态。
[0076]
〈第3实施方式〉
[0077]
第3实施方式中示出与第1实施方式不同的玻璃膜复合体的搬送方法的其他例子。需要说明的是,第3实施方式中存在对与已经叙述的实施方式相同的构成部分的说明进行省略的情况。
[0078]
图6是第3实施方式的玻璃膜复合体的搬送装置的例示图。参照图6,搬送装置100b是对长条状的玻璃膜复合体10沿长度方向藉由辊对辊工艺进行搬送的装置。
[0079]
就搬送装置100b而言,增设了可送出树脂薄膜20的送出辊150,并且在玻璃膜复合体10的玻璃膜11的配置有树脂胶带12的第1面11a的相反侧的第2面11b上可层叠树脂薄膜20,该点与搬送装置100(参照图3)不同。
[0080]
图6中,与图3同样地,玻璃膜复合体10在树脂胶带12朝向外侧的状态下卷在了送出辊110上。然而,与图3不同,玻璃膜复合体10在树脂胶带12朝向内侧的状态下被卷在卷取辊130上。此外,a部分处,玻璃膜11的第2面11b上可层叠树脂薄膜20。
[0081]
搬送装置100b中,在玻璃膜复合体10从送出辊110经过多个搬送辊120到达a部分的过程中,与图3所示的搬送装置100同样地,各搬送辊120一边使树脂胶带12弯向外侧进行弯曲一边对其进行搬送、或者、既不使树脂胶带12弯向内侧也不使其弯向外侧地进行搬送。
[0082]
即,搬送装置100b中,在玻璃膜复合体10从送出辊110经过多个搬送辊120到达a部分的过程中,玻璃膜复合体10不经过树脂胶带12朝向内侧弯曲的状态而被搬送。
[0083]
但是,搬送装置100b中,与图3所示的搬送装置100不同,在从a部分经过多个搬送辊120到达卷取辊130的过程中,混含树脂胶带12弯向外侧的状态下的搬送和树脂胶带12弯向内侧的状态下的搬送。
[0084]
其理由为,a部分处的玻璃膜11的第2面11b上层叠了树脂薄膜20之后,树脂薄膜20可发挥与树脂胶带12同样的效果,故,即使在树脂胶带12弯向内侧的状态下进行搬送,树脂薄膜20也可抑制裂纹的扩展。
[0085]
即,玻璃膜复合体10上层叠了树脂薄膜20之后,玻璃膜复合体10的弯曲方向并不局限于树脂胶带12朝向外侧进行弯曲的方向,可沿任意方向进行弯曲并被搬送。需要说明的是,树脂薄膜20在玻璃膜11的第2面11b上可采用覆盖玻璃膜11的宽度方向的全域(全区)的方式进行层叠,也可采用宽度大于玻璃膜11的宽度的方式进行层叠。此外,就树脂薄膜20的宽度而言,如果可具有与树脂胶带12同等程度的效果,并能满足作为最终产品而使用时的宽度,则也可小于玻璃膜11的宽度。
[0086]
如此,在玻璃膜复合体10从送出辊110经过多个搬送辊120到达卷取辊130的过程中,在玻璃膜11的配置有树脂胶带12的第1面11a的相反侧的第2面11b上可层叠树脂薄膜20。此情况下,玻璃膜11上层叠了树脂薄膜20之后,就玻璃膜复合体10而言,可采用树脂胶带12朝向外侧的方式对其进行弯曲,也可采用树脂胶带12朝向内侧的方式对其进行弯曲。
此外,无论在哪种情况下,都可抑制玻璃膜11中产生的裂纹的扩展。
[0087]
以上尽管对较佳实施方式等进行了详细说明,但并不限定于上述实施方式等,只要不脱离权利要求书中记载的技术范围,还可对上述实施方式等进行各种各样的变形和置换。
[0088]
例如,就上述的各实施方式的搬送方法为有效的璃膜复合体的形态而言,只要是玻璃膜的一个面上设置有树脂薄膜的玻璃膜复合体,并不限定于图1。例如还可例示出以下的形态。
[0089]
例如,可在玻璃膜的一个面上划出沿长度方向的两个区域,并在每个区域的宽度方向的两端附近具备两条线状的树脂胶带。此情况下,玻璃膜复合体的玻璃膜的一个面上合计具有四条线状的树脂胶带。
[0090]
此情况下,藉由在需要的时候沿宽度方向分割(切割)出所确定的两个区域,可获得在宽度方向的两端附近具备树脂胶带的两个长条状的玻璃膜复合体。
[0091]
玻璃膜的一个面上所设置的树脂胶带的条数也可多于四条,但树脂胶带的条数优选为偶数条。如果树脂胶带的条数为偶数条,则与上述同样地,藉由在需要的时候进行分割,可获得在宽度方向的两端附近具备树脂胶带的多个长条状的玻璃膜复合体。
[0092]
本国际申请主张基于2019年3月29日申请的日本国专利申请第2019-066164号的优先权,并将日本国专利申请第2019-066164号的内容全部援引于本国际申请。
[0093]
[附图标记说明]
[0094]
10
ꢀꢀꢀꢀꢀ
玻璃膜复合体
[0095]
11
ꢀꢀꢀꢀꢀ
玻璃膜
[0096]
12
ꢀꢀꢀꢀꢀ
树脂胶带
[0097]
20
ꢀꢀꢀꢀ
树脂薄膜
[0098]
100、100a、100b
ꢀꢀꢀꢀ
搬送装置
[0099]
110、150
ꢀꢀꢀꢀ
送出辊
[0100]
130
ꢀꢀꢀꢀ
卷取辊
[0101]
120、140
ꢀꢀꢀꢀ
搬送辊
[0102]
121
ꢀꢀꢀꢀ
粘合剂层
[0103]
122
ꢀꢀꢀꢀ
基材
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。