1.本发明涉及一种装设于车辆、自行车、船只、家电、游戏机、衣物、皮包、帽子等被安装物体的金属风格、网状风格、木纹风格等热塑性合成树脂制的带状立体装饰片的制造方法和制造装置,更具体而言,涉及一种能够制造缝制或装设于制服的袖子、裤子、帽子等的条纹织金线、或者粘贴于车辆、家电等的金属风格的带状立体装饰片、或者粘贴或缝制于家具等的木纹风格的带状立体装饰片的方法和装置。
背景技术:
2.许多利用高频介电加热制成的热塑性合成树脂制的立体装饰片是利用高频焊机制造的,并且被用于标记、贴花、贴图等(例如,参照专利文献1)。现有技术文献专利文献
3.专利文献1:日本专利特许第3235943号公报
技术实现要素:
发明所要解决的技术问题
4.在制服的袖子、裤子、帽子等上缝制或装设有作为装饰的条纹织金线等的长条装饰条带等。上述长条装饰条带是通过细的金丝或银线编织而制造的,因此,加工需要时间。另外,近年来,由于需求受到限制,因此,加工业者急剧地减少,难以获得织物制的长条装饰条带。
5.因此,期望使用热塑性合成树脂代替如条纹织金线那样的长条装饰条带来制造带状的立体装饰片。然而,热塑性合成树脂制的立体装饰片是通过在模具之间配置装饰片材料,并且利用高频介电加热使装饰片材料软化、塑形和熔敷而制造的,因此,立体装饰片受到模具的宽度、特别是长度的限制,从而无法制造长条的带状立体装饰片。
6.本发明的目的是提供一种能够制造由热塑性合成树脂构成的长条的带状立体装饰片的方法和装置。解决技术问题所采用的技术方案
7.本发明的热塑性合成树脂制的带状立体装饰片的制造方法包括:送出步骤,在上述送出步骤中,将包括带状的热塑性合成树脂膜的上层和带状的在高频下不溶断的保护及保持层重叠于包括带状的热塑性合成树脂片材的下层之上而送出带状装饰片材料;预热步骤,在上述预热步骤中,将上述带状装饰片材料预热而使之加热软化;塑形步骤,在上述塑形步骤中,在上侧配置有被驱动而旋转的上电极滚筒模具,在上述上电极滚筒模具的下方配置有下电极模具,将加热软化的上述带状装饰片材料送入到上述上电极滚筒模具与上述下电极模具之间,并且在上述上电极滚筒模具与上述下电极模
具之间使高频连续地振荡,由此利用高频介电加热将上述带状装饰片材料塑形而得到带状立体装饰片;冷却步骤,在上述冷却步骤中,对被塑形的上述带状立体装饰片进行冷却;以及卷绕步骤,在上述卷绕步骤中,对被冷却的上述带状立体装饰片进行卷绕。
8.上述送出步骤可以为下述步骤:将分别卷绕于送出滚筒的上述下层、上述上层以及上述保护及保持层引出而重叠地送出。
9.上述预热步骤可以为下述步骤:将上述带状装饰片材料送入到沿上下相对地配置且同步地旋转的被加热的上加热滚筒与下加热滚筒之间而使之加热软化。
10.上述冷却步骤可以为下述步骤:将上述带状立体装饰片送入到沿上下相对地配置且同步地旋转的被冷却的上冷却滚筒与下冷却滚筒之间而使之冷却。
11.上述上电极滚筒模具能够构成为在周面上突出设置有一个或多个熔断刀。
12.上述上电极滚筒模具能够构成为在主体部雕刻有图案。
13.上述送出步骤能够将合成树脂泡沫片材重叠于上述下层与上述上层之间而送出。
14.上述送出步骤能够将基材片材、双面胶带或热熔薄膜重叠于包括带状的热塑性合成树脂片材的下层之下而送出。
15.另外,本发明的热塑性合成树脂制的带状立体装饰片的制造装置包括:送出机构,上述送出机构将包括带状的热塑性合成树脂膜的上层和带状的在高频下不溶断的保护及保持层重叠于包括带状的热塑性合成树脂片材的下层之上而送出带状装饰片材料;预热机构,上述预热机构设置于上述送出机构的下游侧,并且将上述带状装饰片材料预热而使之加热软化;塑形机构,上述塑形机构设置于上述预热机构的下游侧,并且在上侧配置有被驱动而旋转的上电极滚筒模具,在上述上电极滚筒模具的下方配置有与上述上电极滚筒模具抵接的下电极模具,将加热软化的上述带状装饰片材料送入到上述上电极滚筒模具与上述下电极模具之间,并且在上述上电极滚筒模具与上述下电极模具之间使高频连续地振荡,由此利用高频介电加热将上述带状装饰片材料塑形而得到带状立体装饰片;冷却机构,上述冷却机构设置于上述塑形机构的下游侧,并且对被塑形的上述带状立体装饰片进行冷却;以及卷绕机构,上述卷绕机构设置于上述冷却机构的下游侧,并且对被冷却的上述带状立体装饰片进行卷绕。
16.上述上电极滚筒模具能够构成为在周面上突出设置有一个或多个熔断刀。
17.上述上电极滚筒模具能够构成为在主体部雕刻有图案。
18.上述预热机构能够由沿上下相对地配置且同步地旋转的被加热的上加热滚筒和下加热滚筒构成。
19.上述冷却机构可以由沿上下相对地配置且同步地旋转的被加热的上冷却滚筒和下冷却滚筒构成。
20.上述上电极滚筒模具、上述上加热滚筒和上述上冷却滚筒能够构成为载置于能上下移动的上侧机构。
21.上述上电极滚筒模具、上述上加热滚筒和上述上冷却滚筒以能够传递动力的方式
连结,并且通过上电动机进行旋转,上述下加热滚筒和上述下冷却滚筒能够构成为以能够传递动力的方式连结,并且通过下电动机进行旋转。发明效果
22.根据本发明的热塑性合成树脂制的带状立体装饰片的制造方法和制造装置,能够依次送入带状装饰片材料并使之预热软化,之后,通过旋转的上电极滚筒模具和下电极模具利用高频介电加热连续地塑形成长条的带状。然后,被塑形的带状立体装饰片能够冷却而固定形状,并且卷绕。
附图说明
23.图1是表示根据本发明的一实施方式的带状立体装饰片的制造装置的结构的侧视图。图2是图1的制造装置的加工机构的侧视图。图3是沿线iii
‑
iii的箭头方向观察图1的下侧机构的俯视图。图4是图1的上侧机构的俯视图。图5是表示上电极滚筒模具的一实施方式(a)~(c)的立体图。图6是带状装饰片材料的剖视图。图7是带状立体装饰片的俯视图和剖视图,图7的(a)~(c)分别表示使用图5的(a)~图5的(c)的上电极滚筒模具制造的立体装饰片。图8是条纹金线花样的带状立体装饰片的俯视图。图9是将图8的带状立体装饰片留有缝制余量地熔敷于由织物构成的基材的俯视图。图10是表示根据本发明的另一实施方式的带状立体装饰片的制造装置的结构的侧视图。图11是沿线xi
‑
xi的箭头方向观察图10的下侧机构的俯视图。图12是图10的上侧机构的俯视图。
具体实施方式
24.参照附图,对本发明的热塑性合成树脂制的带状立体装饰片100及其制造方法进行说明。以下,首先,对制造装置10进行说明,之后,对带状装饰片材料101的优选实施方式、制造方法进行说明。此外,在各图中,为了说明,将带状立体装饰片100、带状装饰片材料101的各层的厚度、模具的凹凸、厚度等着重示出。另外,上述形状、图案、尺寸等是一例,也可以适当地改变。
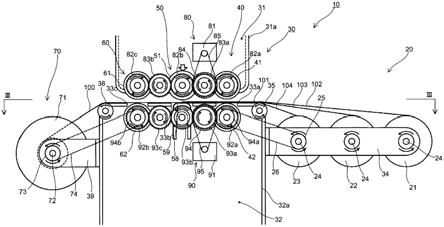
25.<热塑性合成树脂制的带状立体装饰片100的制造装置10>图1至图4示出了根据本发明的一实施方式的对热可塑性合成树脂制的带状立体装饰片100进行制造的制造装置10。制造装置10在作为图1中的右手侧的上游侧具有送出机构20、在中央具有加工机构30、在下游侧具有卷绕机构70。加工机构30从上游侧开始具有预热机构40、塑形机构50和冷却机构60,各机构配置于能够沿上下靠近、远离的上侧机构31和下侧机构32。
26.如图1和图3所示,送出机构20具有多个送出滚筒21、22、23。在图示的实施方式中,送出滚筒是第一送出滚筒21~第三送出滚筒23这三个滚筒,各滚筒轴24以自由转动的方式装设于臂34,上述臂34安装于下框架32a。此外,图3用虚线示出了下框架32a的一部分。在送出滚筒21、22、23上分别卷绕有后述的带状装饰片材料101。例如,带状装饰片材料101是保护及保持层102、上层103和下层104,并且卷绕于第一送出滚筒21~第三送出滚筒23。在增加带状装饰片材料101的层数的情况下,只要与之相应地也增加送出滚筒的数量即可。
27.如图1、图3所示,在滚筒轴24的端缘装设有带轮25(仅示出送出滚筒23),悬架于带轮25的v带26与后述的下驱动机构90以能够传递动力的方式连结。送出滚筒21、22、23受到下驱动机构90的动力而沿带状装饰片材料101的送出方向旋转。此外,送出滚筒21、22、23也可以由其他驱动机构进行驱动。
28.然后,从送出机构20的各送出滚筒21、22、23送出的保护及保持层102、上层103和下层104被传送到加工机构30。在加工机构30中的下框架32a的端缘设置有传送辊35,被送出的保护及保持层102、上层103和下层104使保护及保持层102朝上并由传送辊35重叠。
29.加工机构30从上游侧开始具有预热机构40、塑形机构50和冷却机构60。各机构设置于相对地配置的上侧机构31和下侧机构32,上侧机构31构成为能够相对于下侧机构32相对地上下移动。例如,如图2所示,在从下框架32a突出设置的臂36上设置由汽缸37构成的升降机构,并且在该汽缸37的下端安装上侧机构31,由此能够通过汽缸37的伸缩使上侧机构31上下移动。此外,为了便于理解各部分的结构,在图1和图2中,将上侧机构31与下侧机构32分开表示,但是在制造带状立体装饰片100时,上侧机构31靠近下侧机构32,并且加热滚筒41、42、电极模具51、58、冷却滚筒61、62分别移动到靠近的位置。
30.加工机构30中的位于上游侧的预热机构40是将带状装饰片材料101预热而使之软化的机构。预热机构40例如能够是内置有加热器的加热滚筒41、42。加热滚筒41、42沿上下相对地配置,并且能够分别通过后述的驱动机构80、90同步地旋转。如图1和图4所示,上加热滚筒41配置于上侧机构31,并且设置成从上框架31a的下表面露出周面的一部分。另外,如图1和图3所示,下加热滚筒42配置于下侧机构32,并且设置成从形成于下框架32a的上表面的窗33a露出周面的一部分。此外,预热机构40也可以不是能够旋转的加热滚筒41、42,而是块状的加热器。
31.在带状装饰片材料101被送入到预热机构40时,带状装饰片材料101通过上下的加热滚筒41、42被加热而软化。然后,处于软化状态的带状装饰片材料101被送入到下游侧的塑形机构50。
32.塑形机构50是对由预热机构40软化的带状装饰片材料101进行塑形并根据需要进行熔断的机构。塑形机构50在上侧具有鼓状的上电极滚筒模具51,在下侧具有相对的下电极模具58,将上述模具51、58作为电极进行高频介电加热。
33.如图1和图4所示,上电极滚筒模具51被设置成从上框架31a的下表面露出周面的一部分,并且能够通过后述的上驱动机构80进行旋转。上电极滚筒模具51例如能够是长度为6cm~12cm、直径为3cm~10cm的鼓状的形状。如图5的(a)~(c)所示,例如,在上电极滚筒模具51的主体部雕刻有图案52、前端尖锐的熔断刀54。在上电极滚筒模具51的端缘装设有缓冲橡胶环55,以缓和与下框架32a或下电极模具58的干涉、碰撞,并且进行绝缘。
34.在图5的(a)所示的上电极滚筒模具51的主体部上雕刻有作为图案52的细微的锯
齿图案,并且以等间隔形成有五列的熔断刀54,在后述的带状立体装饰片100(图7的(a))上附加有锯齿图案。在图5的(b)所示的上电极滚筒模具51上形成有高度稍微高于主体部的周面的熔断刀54,并且能够形成图7的(b)所示的中央稍微膨胀的半圆锥状的带状立体装饰片100。在图5的(c)所示的上电极滚筒模具51上突出设置有多个比熔断刀54高度低的线按压突条53,如图7的(c)所示,在带状立体装饰片100上附加筋状的线图案。当然,上述图案、熔断刀54是一例。
35.期望的是,在上电极滚筒模具51中内置加热器,从而能够容易地进行塑形、熔断。
36.配置于上电极滚筒模具51的下方的下电极模具58设置成上表面形成得平坦,并且上表面从形成于下框架32a的上表面的窗33b露出。在下电极模具58的表面上钩挂有绝缘交叉件59,上述绝缘交叉件59用于实现与上电极滚动模具51的绝缘,并且防止火花的产生。
37.在上电极滚筒模具51与下电极模具58之间,进行带状装饰片材料101的高频介电加热。例如,如图2所示,在配置于制造装置10的背面侧的控制箱11中内置有高频振荡器,将上电极滚筒模具51和下电极模具58连接到高频振荡器。然后,通过将由预热机构40软化的带状装饰片材料101送入到上电极滚筒模具51与下电极模具58之间而进行高频介电加热,带状装饰片材料101膨胀而被塑形,并且通过熔断刀54熔断。
38.然后,被塑形机构50塑形和熔断且处于加热状态的带状装饰片材料101被传送到下游侧的冷却机构60,受到冷却而固定形状。冷却机构60例如是冷却滚筒61、62,能够构成为使用管连接到冷水循环器(冷却器)而使冷水循环,从而保持低温。冷却滚筒61、62沿上下相对地配置,并且能够分别通过后述的驱动机构80、90同步地旋转。如图1和图4所示,上冷却滚筒61配置于上侧机构31,并且设置成从上框架31a的下表面露出周面的一部分。另外,如图1和图3所示,下冷却滚筒62配置于下侧机构32,并且设置成从形成于下框架32a的上表面的窗33c露出周面的一部分。此外,冷却机构60也可以不是能够旋转的冷却滚筒61、62,而是块状的形状。
39.通过在冷却机构60中冷却,带状装饰片材料101成为形状被固定的带状立体装饰片100。然后,带状立体装饰片100通过设置于下框架32a的端缘的传送辊38,被送出到卷绕机构70。如图1和图3所示,卷绕机构70具有卷绕滚筒71。卷绕滚筒71的滚筒轴72以自由转动的方式装设于臂39,上述臂39安装于下框架32a。在滚筒轴72的端缘装设有带轮73,经由悬架于带轮73的v带74受到后述的下驱动机构90的动力而进行旋转,从而对带状立体装饰片100进行卷绕。
40.在上述制造装置10中,上侧机构31的上加热滚筒41、上电极滚筒模具51和上冷却滚筒61的旋转能够由上驱动机构80进行。例如,上驱动机构80能够将配置于上框架31a的一个上变速电动机81构成为驱动源。具体而言,在上加热滚筒41、上电极滚筒模具51和上冷却滚筒61的旋转轴上分别设置有齿轮82a、82b、82c,并且将齿轮82a、82b彼此、齿轮82b、82c彼此通过传送齿轮83a、83b沿相同方向能旋转地连结。另外,在传送齿轮83a上具有同轴的带轮84,将上变速电动机81通过v带85连结,从而能够传递动力。然后,对于上侧机构31,通过对上变速电动机81进行驱动,v带85使传送齿轮83a旋转,并且由于齿轮82a、83a、82b、83b、82c的啮合,上加热滚筒41、上电极滚筒模具51和上冷却滚筒61进行旋转。此外,期望的是,为了防止带状装饰片材料101的松弛,上加热滚筒41、上电极滚筒模具51和上冷却滚筒61在外径相同的情况下以相同的转速同步地旋转。
41.然而,通过对上变速电动机81进行驱动,上加热滚筒41、上电极滚筒模具51和上冷却滚筒61沿相同方同步地旋转。
42.另外,下侧机构32的下加热滚筒42、下冷却滚筒62、送出滚筒21、22、23和卷绕滚筒71的旋转能够由下驱动机构90进行。例如,下驱动机构90能够将配置于下框架32a的一个下变速电动机91构成为驱动源。具体而言,在下加热滚筒42和下冷却滚筒62的旋转轴上设置有齿轮92a、92b,并且将齿轮92a、92b通过传送齿轮93a、93b、93c沿相同方向能旋转地连结。另外,在传送齿轮93a上具有同轴的带轮94,将下变速电动机91通过v带95连结,从而能够传递动力。此外,在下加热滚筒42上设置有与齿轮92a同轴的带轮94a,在送出滚筒21、22、23的滚筒轴24上也分别设置有带轮25,并且将上述带轮94a、25之间用v带26(仅示出第三送出滚筒23)连结。同样地,在下冷却滚筒62的旋转轴上设置有带轮94b,在卷绕滚筒71的滚筒轴72上也设置有带轮73,并且将上述带轮94b、73之间用v带74连结。
43.然而,通过对下变速电动机91进行驱动,下加热滚筒42、下冷却滚筒62沿相同方向旋转,送出滚筒21、22、23沿带状装饰片材料101的送出方向旋转,另外,卷绕滚筒71沿带状立体装饰片100的卷绕方向旋转。
44.此外,驱动机构80、90不限定于本实施方式。例如,如后述的图10~图12所示,也可以构成为不使用齿轮而通过v带和带轮进行动力传递,当然也可以构成为用独立或多个共用的驱动电动机对各个机构进行驱动。
45.<带状装饰片材料101>如图6的(a)~(f)的一例所示,作为带状立体装饰片100的材料的带状装饰片材料101能够由至少包括保护及保持层102、上层103和下层104的长条的材料构成,并且分别卷绕于送出滚筒21、22、23。此外,带状立体装饰片100的层结构、材料、厚度等不限定于以下情况。
46.保护及保持层102:高频下不溶断的聚丙烯膜、聚乙烯膜等,厚度为30μm~100μm的薄膜。保护及保持层102有助于其他层的热塑性合成树脂的成型、熔断,并且承担保持成型后的带状立体装饰片100的作用。
47.上层103:聚氯乙烯、聚氨酯等软质的热塑性合成树脂膜、实施了金属蒸镀的金属蒸镀层叠膜。能够在上层103上适当地印刷着色、图案等。印刷能够例示为滚动清洁印刷、辊筛印刷、凹印印刷、喷墨印刷等。另外,也可以是使粘接剂层夹设于金属蒸镀层的下表面而将防染料转移膜、热塑性合成树脂膜层叠而成的膜。作为防染料转移膜,能够例示乙烯
‑
乙烯醇共聚物(evoh)。防染料转移膜防止衣服等的染料转移到带状立体装饰片100的表面。
48.下层104:热塑性合成树脂的软质片材。能够例示软质聚氯乙烯(pvc)、聚氨酯(pu)。
49.图6的(a)是将保护及保持层102、上层103和下层104层叠而成的三层结构的带状装饰片材料101的示例。除此之外,通过添加下述的中间层105、粘接剂层106、基材107等,能够构成具有图6的(b)~(f)的层结构的带状装饰片材料101。
50.中间层105:热塑性合成树脂发泡片材(泡沫片材)。粘接剂层106:双面胶带106a、热熔膜106b。基材107:织物、合成皮革、合成树脂片材。
51.此外,能够根据所要求的带状立体装饰片100的宽度(在多列的情况下为其合计宽
度)、上电极滚筒模具51的宽度适当地设定带状装饰片材料101的宽度。
52.<热塑性树脂制的带状立体装饰片100的制造方法>对使用上述制造装置10和图6的(a)的带状装饰片材料101的带状立体装饰片100的制造方法进行说明。
53.制造装置10将保护及保持层102、上层103和下层104分别卷绕于送出滚筒21、22、23。另外,在初始状态下,汽缸37缩小而使上侧机构31以远离下侧机构32的状态定位。
54.从该状态开始,首先,将保护及保持层102、上层103和下层104引出规定长度。被引出的带状装饰片材料101通过传送辊35重叠,经过上侧机构31与下侧机构32之间,并且经由传送辊35将前端用胶带等粘贴于卷绕滚筒71。
55.然后,使预热机构40、塑形机构50的加热器工作来对加热滚筒41、42、上电极滚筒模具51、下电极模具58进行加热。另外,使冷却机构60工作来对冷却滚筒61、62进行冷却。
56.接着,使上变速电动机81、下变速电动机91工作,并且使汽缸37伸长而使上侧机构31靠近下侧机构32。另外,塑形机构50在上电极滚筒模具51与下电极模具58之间使高频连续地振荡,从而进行高频介电。
57.通过使上变速电动机81和下变速电动机91工作,驱动机构80、90使送出滚筒21、22、23、加热滚筒41、42、上电极滚筒模具51、冷却滚筒61、62和卷绕滚筒71旋转。
58.通过使送出滚筒21、22、23和卷绕滚筒71旋转,卷绕于送出滚筒21、22、23的保护及保持层102、上层103和下层104被送出,并且作为重叠的带状装饰片材料101供给到加工机构30。
59.在加工机构30中,在上游侧的预热机构40中,带状装饰片材料101在加热滚筒41、42之间受到加热而预热软化。通过使热滚筒41、42沿带状装饰片材料101的行进方向旋转,带状装饰片材料101在受到预热软化的同时顺畅地经过预热机构40。
60.在之后的塑形机构50中,被预热软化的带状装饰片材料101在上电极滚筒模具51与下电极模具58之间受到高频介电加热,塑形成上电极滚筒模具51的图案52,并且通过熔断刀54切断为规定宽度。此外,保护及保持层102不被熔断。
61.在塑形机构50中,通过使上电极滚筒模具51沿带状装饰片材料101的行进方向旋转,能够顺畅地使带状装饰片材料101行进,从而能够有效地进行塑形和熔断。
62.图7的(a)是通过图5的(a)的上电极滚动模具51而转印有锯齿图案的带状立体装饰片100。图7的(b)是通过图5的(b)的上电极滚筒模具51而形成为半圆锥状的截面的带状立体装饰片100。图7的(c)是具有通过图5的(c)的上电极滚筒模具51形成有作为线图案的筋状的凹陷的截面的带状立体装饰片100。图5的(a)~(c)的上电极滚筒模具51分别具有五列的熔断刀54,因此,能够同时地形成四列的图7的(a)~(c)的带状立体装饰片100,它们在由一个保护及保持层102保持的状态下得到。
63.之后,带状立体装饰片100侵入到下游侧的冷却机构60的冷却滚筒61、62之间,并且受到冷却而固定形状。然后,通过在下游侧的卷绕机构70中卷绕于卷绕滚筒71,能够得到卷绕于卷绕滚筒71的形态的长条的带状立体装饰片100。
64.所得到的带状立体装饰片100在使用时从保护及保持层102去除不需要的部分即边缘,切割为适当的长度而装设于车辆、自行车、船只、家电、游戏机、衣物、皮包、帽子等被安装物体。
65.根据本发明,将带状装饰片材料101依次送入到旋转的加热滚筒41、42、旋转的上电极滚筒模具51和下电极模具58、旋转的冷却滚筒61、62之间,利用加热滚筒41、42进行预热软化,并且通过上电极滚筒模具51和下电极模具58利用高频介电加热连续地塑形,此外,通过冷却滚筒61、62来固定形状,由此能够容易地制造长条的带状立体装饰片100。
66.图8是附加有更复杂的条纹金线花样的图案的带状立体装饰片100的一例。另外,如图9所示,带状立体装饰片100也能够留有缝制余量地熔敷于由织物构成的基材107。
67.上述说明是为了说明本发明而作出的,不应该以限定权利要求书中记载的发明、或限制范围的方式进行解读。此外,本发明的各部分结构不限于上述实施方式,能够在权利要求书所记载的技术范围内进行各种变形,这一点是自不待言的。
68.例如,图10到图12是示出驱动机构的不同实施方式的图。如图所示,上驱动机构80在上加热滚筒41、上电极滚筒模具51和上冷却滚筒61的端缘具有带轮86a、86b、86c。带轮86b是两个槽的带轮。然后,用v带85将上变速电动机81与带轮86b连结,同样地用v带85a、85b分别将带轮86a与带轮86b、带轮86b与带轮86c连结。通过对上变速电动机81进行驱动,上加热滚筒41、上电极滚筒模具51和上冷却滚筒61沿相同方向同步地旋转。
69.另外,下驱动机构90在下加热滚筒42与下冷却滚筒62的端缘以及下加热滚筒42与下冷却滚筒62之间具有带轮96a、96b、96c。带轮96a、96b、96c分别是两个槽的带轮。然后,用v带95将下变速电动机91与带轮96b连结,用v带95a、95b将带轮96a与带轮96b、带轮96b与带轮96c连结。此外,与图1等同样地,送出滚筒23等、卷绕滚筒71用v带26、74连结。由此,通过对下变速电动机91进行驱动,下加热滚筒42、下冷却滚筒62、送出滚筒21~23、卷绕滚筒71沿相同方向同步地旋转。符号说明
70.10制造装置20送出机构21~23送出滚筒30加工机构40预热机构41、42加热滚筒50塑形机构51上电极滚筒模具58下电极模具60冷却机构61、62冷却滚筒70卷绕机构71卷绕滚筒100带状立体装饰片101带状装饰片材料
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。