1.本实用新型涉及连接器技术领域,特别是涉及一种板对板连接器公端结构。
背景技术:
2.随市场开发技术的日益发展,现有板对板产品逐步向小型化、薄型化和高性能化方向发展。在微型化的同时,使用过程中对公头与母座的盲插保护要求越来越高,即对公头与母座的两端进行盔甲保护,避免在公头与母座盲插互配时塑胶被插伤,从而影响公头与母座配合的稳定性。
3.现有技术(中国专利公告号:cn211404849u)公开了一种板对板连接器公端结构,包括塑胶本体、金属端子以及包覆在塑胶本体的两端部表面的防护钢片组件,塑胶本体中部形成有与母座配合插接的凹槽结构。防护钢片组件包括包覆在塑胶本体两个相对外侧表面的第一包覆部,第一包覆部的底部设置有用于焊接线路板实现电气导通的焊接部,第一包覆部表面设置有与母座接触弹片卡接实现电气导通的接触卡点。
4.不足之处是:现有的板对板连接器公端结构的两侧端部错位受力时,容易发生翻开断裂,导致产品功能缺失。
技术实现要素:
5.本技术实施例提供一种板对板连接器公端结构,在不改变原板对板连接器公端结构的体积下,提高防护壳与塑胶本体的连接强度,降低公头端部错位受力防护壳发生翻开断裂的风险。
6.为了实现上述目的,本实用新型采取的技术方案是:
7.一种板对板连接器公端结构,包括:塑胶本体、若干公座端子,以及两个防护壳,所述塑胶本体、所述公座端子与所述防护壳通过镶嵌成型的方式固定在一起;其中,
8.所述塑胶本体中部形成有与母座配合插接的凹槽结构,所述塑胶本体包括一对相对设置的端子侧壁,和一对相对设置的壳体侧壁;
9.所述公座端子设置在所述端子侧壁上;
10.所述防护壳设置在所述壳体侧壁上;所述防护壳包括第一包覆部,所述第一包覆部包括覆盖部、焊接部以及固定连接部,所述覆盖部覆盖所述壳体侧壁的顶部,所述焊接部设置于所述凹槽结构的底壁外侧并在底部外露,用以与电路板电气连接;所述固定连接部使所述焊接部与所述覆盖部连接为一体,并包覆于所述凹槽结构的内壁表面。
11.优选地,所述焊接部为横跨于所述凹槽结构的底部并且沿着所述凹槽结构的宽度方向延伸的平板结构,所述固定连接部的一端连接于所述平板结构的中间位置。
12.优选地,所述焊接部的至少其中一侧延伸超出所述端子侧壁和/或壳体侧壁的外侧缘。
13.优选地,所述防护壳还包括第二包覆部,所述第二包覆部分别设置于所述覆盖部的两侧,并包覆于所述壳体侧壁的两个相对的外侧面。
14.优选地,所述第二包覆部的至少一侧缘上设置有断差结构,所述断差结构用于增强所述防护壳与所述塑胶本体的结合强度。
15.优选地,所述第二包覆部设置有向内嵌入所述塑胶本体的内扣弯折结构
16.优选地,所述防护壳还包括第三包覆部,所述第三包覆部从所述覆盖部的与所述固定连接部所在侧相对的另一侧折弯延伸形成,并包覆于所述壳体侧壁的外端面。
17.优选地,所述第三包覆部设置有向内嵌入所述塑胶本体的内扣弯折结构。
18.本实用新型的有益效果在于:防护壳的固定连接部包覆于凹槽结构的内壁表面,穿过凹槽结构的底壁,将焊接部设置在凹槽结构的底壁外侧并在底部外露,在不改变板对板连接器公端结构相对大小的前提下,可以极大地加固防护壳与塑胶本体的连接强度,有效防止防护壳在使用过程中发生翻开断裂的现象,进而有利于提高产品的使用稳定性与使用寿命。
附图说明
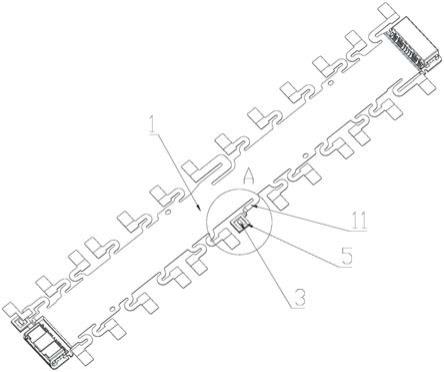
19.图1为本实用新型实施例板对板连接器公端结构的结构示意图;
20.图2为本实用新型实施例板对板连接器公端结构中防护壳的轴测结构示意图;
21.图3为本实用新型实施例板对板连接器公端结构中防护壳的仰视结构示意图;
22.图4为本实用新型实施例板对板连接器公端结构中防护壳的左视结构示意图;
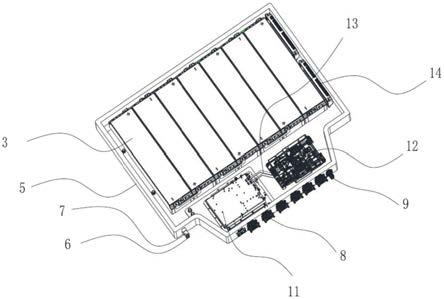
23.图5为本实用新型实施例板对板连接器公端结构端部的局部俯视结构示意图;
24.图6为本实用新型实施例板对板连接器公端结构端部的局部仰视结构示意图;
25.图7为本实用新型实施例板对板连接器公端结构端部的局部左视结构示意图。
具体实施方式
26.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施的限制。
27.本技术实施例通过提供一种板对板连接器公端结构,解决现有问题中防护壳容易发生翻开断裂导致产品功能缺失的问题。在本文中,以凹槽结构的开口方向为顶部,与其相反的方向为底部,顶面是指顶部的表面,底面是指底部的表面;靠近凹槽结构的侧面为内侧,远离凹槽结构的侧面为外侧。
28.如图1至图7所示,为本技术实施例:
29.一种板对板连接器公端结构,包括塑胶本体100、若干公座端子200以及两个防护壳300。塑胶本体100、公座端子200与防护壳300通过镶嵌成型工艺(insert
‑
molding)的方式固定在一起。
30.其中,如图1所示,塑胶本体100中部形成有与母座配合插接的凹槽结构110,塑胶本体100包括一对相对设置的端子侧壁120,和一对相对设置的壳体侧壁130。端子侧壁120、壳体侧壁130以及塑胶本体100的底部组合在一起的中部位置即为凹槽结构110。公座端子200镶嵌成型在端子侧壁120上,两个防护壳300对称地镶嵌成型在壳体侧壁130上。
31.防护壳300包括第一包覆部310,第一包覆部310包括覆盖部311、焊接部313,以及固定连接部312。覆盖部311覆盖在壳体侧壁130的顶部,覆盖部311沿着壳体侧壁130的内壁表面向下延伸,形成固定连接部312,固定连接部312穿过凹槽结构110的底壁,在凹槽结构110的底壁外侧并在底部外露的部分形成焊接部313,焊接部313用以与电路板(图中未示出)电气连接。
32.为了解决现有问题中防护壳容易发生翻开断裂导致产品功能缺失的问题,本技术中的板对板连接器公端结构中,通过对防护壳的结构进行改进,即防护壳的固定连接部位于壳体侧壁的内侧,穿过凹槽结构的底壁并与其固定连接,将焊接部设置在凹槽结构的底壁外侧并在底部外露,在不改变板对板连接器公端结构相对大小的前提下,可以极大地加固防护壳与塑胶本体的连接强度,有效防止防护壳在使用过程中发生翻开断裂的现象,进而有利于提高产品的使用稳定性与使用寿命。
33.优选地,如图3所示,焊接部313为横跨于凹槽结构110的底部并且沿着凹槽结构110的宽度方向延伸的平板结构,固定连接部312的一端连接于平板结构的中间位置。将焊接部313设置好为平板结构,可以保障有效的焊接面积,进而有利于保障焊接强度符合要求。
34.更具体地,如图7所示,焊接部313的顶部嵌入塑胶本体100中,焊接部100的底面裸露于塑胶本体100的底面。在保障可以与电路板实现电气连接的基础上,将焊接部313的顶部嵌入塑胶本体100中,不仅可以增大防护壳300与塑胶本体100的接触面积,提高固定强度,而且有利于降低产品的高度,进而可以适当缩小产品的尺寸,有利于小型化产品的生产。
35.优选地,焊接部313的至少其中一侧延伸超出端子侧壁120和/或壳体侧壁130的外侧缘。具体的,当焊接部313沿着凹槽结构110的宽度方向延伸,若固定连接部312向塑胶本体100的外侧方向弯折形成的焊接部313,此时焊接部313的其中至少一个侧边延伸超出壳体侧壁130在凹槽结构110宽度方向上的外侧缘;若固定连接部312向塑胶本体100的内侧方向即凹槽结构110的方向弯折形成的焊接部313,此时焊接部313的其中至少一个侧边延伸超出端子侧壁120在凹槽结构110宽度方向上的外侧缘。当焊接部313沿着凹槽结构110的长度方向延伸,此时,焊接部313的至少一个侧边延伸超出壳体侧壁130的外侧缘。当焊接部313沿着凹槽结构110的长度方向与宽度方向均分别延伸时,此时焊接部313的其中一个侧边延伸超出壳体侧壁130在凹槽结构110长度方向上的外侧缘,或焊接部313的其中一个侧边延伸超出端子侧壁120或壳体侧壁130的在凹槽结构110宽度方向上的外侧缘。焊接部313延伸超出端子侧壁120或壳体侧壁130的外侧缘的部分,可以清晰地确定焊接部的位置,便于工作人员进行焊接操作,与此同时还可以提高可焊接面积,降低操作难度,有利于提高焊接强度,进而有利于提高产品的稳定性。
36.如图6所示,焊接部313由固定连接部312向塑胶本体100的内侧方向即凹槽结构110的方向弯折形成,并沿着凹槽结构110的宽度方向延伸,其两个侧边均延伸超出端子侧壁120在凹槽结构110宽度方向上的外侧缘。
37.优选地,如图2和图3所示,防护壳300还包括第二包覆部320,第二包覆部320分别设置在覆盖部311的两侧,并包覆于壳体侧壁130的两个相对的外侧面。覆盖部311覆盖在壳体侧壁130的部分的两侧边,分别向塑胶本体100的底部延伸形成第二包覆部320。
38.更具体地,第二包覆部320的至少一侧缘上设置有断差结构321,其中,断差结构321是指第二包覆部320的侧面并不是一个平面,通过侧面的凸起和/或凹陷等变化,塑胶本体100在相应位置设置有与之紧密接触的配合结构,可以增强防护壳300与塑胶本体100的结合强度。此外,设置断差结构321,在板对板连接器公端结构的宽度方向上错位受力时,塑胶本体100可以对防护壳300进行限位保护,从而可以避免防护壳300被翻开断裂。如图4和图7所示,断差结构321设置在第二包覆部320靠近壳体外壳130外侧方向的侧缘上。
39.优选地,第二包覆部320设置有向内嵌入塑胶本体100的内扣弯折结构,第二包覆部320的底边和/或侧缘设置有内扣弯折结构,可以进一步加强防护壳300与塑胶本体100的连接强度。
40.优选地,如图3和图4所示,防护壳300还包括第三包覆部330,第三包覆部330从覆盖部311的与固定连接部312所在侧相对的另一侧折弯延伸形成,并包覆于壳体侧壁130的外端面。
41.更具体地,第三包覆部330包覆壳体侧壁130的外端面的部分的底部和/或侧缘设置有内扣弯折结构,防止在外力作用下,防护壳被翻开断裂,可以进一步加强防护壳300与塑胶本体100的连接强度。
42.所述镶嵌成型工艺是指在模具内装入预先准备的异材质嵌件后注入树脂,熔融的材料与嵌件接合固化,制成一体化产品的成型方法。
43.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
44.以上所述实施例仅表达了本实用新型的实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。