1.本实用新型属于耐火材料预制成型设备技术领域,用于漏斗砖的预制成型,防止漏斗砖模具倾倒,具体涉及一种圆锥式耐火材料成型模具。
背景技术:
2.耐火预制件属不定形耐火材料的范畴,又称浇注料预制块、不定形耐火预制块。是将拌和好的浇注料,通过模具浇注成想要的形状,形状多样性、性能优越,比定型制品使用起来更具灵活性,预制件的制作工艺流程主要包括设计制模
‑
选用原料
‑
原料制备
‑
搅拌浇注
‑
振动成型。
3.在耐火预制件中,有一类产品是浇口杯,主要用于引导液体金属进入型腔的通道,浇口杯的外观呈漏斗状,因此又称漏斗砖,但是由于漏斗砖其特殊的外形,其模具的形状为圆台,另外为了便于漏斗砖成型进行脱模,因此其模具进料口多为圆台大头,因此在放置模具的时候,模具呈上粗下细、头重脚轻、重心不稳的状态,因此不论是在进料、振捣还是放置成型的过程中,模具都很难站立,容易倾倒。
4.另外,为了排出成型腔中浇注料内的气泡,需要使用振捣设备对成型腔内的浇注料进行振捣,又由于不同规格的漏斗砖的高度不同,因此需要经常更换长度不同的振捣棒来对浇注料进行振捣,使得操作更加麻烦。
技术实现要素:
5.本实用新型的目的在于:提供一种圆锥式耐火材料成型模具,旨在解决一种漏斗砖模具容易倾倒的问题。
6.本实用新型采用的技术方案如下:包括用于预制件成型的模具主体、固定在所述模具主体上方用于封闭模具主体的盖板、固定在模具主体底端用于防止模具主体倾倒的固定结构和固定在模具主体进料口处的定位结构;所述固定结构包括固定底板、固定柱和卡钩,所述卡钩固定在模具主体底部的外壁上,卡钩与所述固定柱卡接,卡钩和所述固定柱共两组且以模具主体的轴线为对称中心分布,每组的卡钩开口方向相反,固定柱垂直安装在所述固定底板上;所述定位结构包括固定在进料口处外壁上的定位安装板、垂直安装在所述定位安装板上表面的定位螺栓、套接于定位螺栓的紧固螺母以及位于所述紧固螺母下方且以所述盖板轴线为对称中心分布的第一定位板;所述第一定位板套设于定位螺栓。
7.进一步的,还包括安装在所述模具主体上的振捣器,所述振捣器外壳上固定有第二定位板,所述第二定位板位于所述紧固螺母的下方,第二定位板套设于所述定位螺栓。
8.进一步的,还包括套接于所述定位螺栓的定位螺母,所述定位螺母位于所述第二定位板的下方
9.进一步的,所述模具主体包括一组用于形成成型腔的分体模,所述分体模的个数为两个,每个分体模的两侧均固定有四个固定耳,所述固定耳以分体模轴线为对称中心两两分布,两个分体模上的固定耳相互对应,所述固定耳之间通过紧固件固定连接。
10.进一步的,所述分体模外壁上固定有拉手。
11.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
12.1、通过一对开口相反的卡钩和固定柱的设置,能够快速的将模具主体与固定底板进行固定和分离,将模具主体与固定底板固定之后,变相的增加了模具主体与地面的接触面积,从而防止模具主体倾倒。
13.2、通过定位螺栓的设置,通过同时转动定位螺栓上的定位螺栓来改变第二定位板在定位螺栓上的位置,从而改变振捣器的安装高度,进而改变振捣器的振捣棒伸入成型腔内的长度,从而降低操作麻烦。
附图说明:
14.图1是本实用新型的结构示意图;
15.图2是本实用新型的主视图;
16.图3是本实用新型的后视图;
17.图4是本实用新型安装振捣器的示意图。
18.附图标记说明:
19.1、定位机构;101、定位安装板;102、定位螺栓;103、第一定位板;104、紧固螺母;105、定位螺母;106、第二定位板;2、固定机构;201、固定底板;202、固定柱;203、卡钩;3、模具主体;301、分体模;4、拉手;5、固定耳;6、振捣器;7、盖板;8、紧固件。
具体实施方式
20.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。
21.实施例一
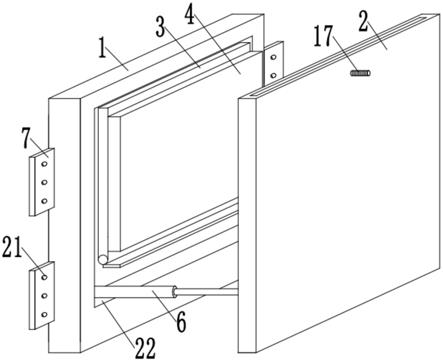
22.参看图1所示:包括用于预制件成型的模具主体3、固定在模具主体3上方用于封闭模具主体3的盖板7、固定在模具主体3底端用于防止模具主体3倾倒的固定结构2和固定在模具主体3进料口处的定位结构1;固定结构2包括固定底板201、固定柱202和卡钩203,卡钩203固定在模具主体3底部的外壁上,卡钩203与固定柱202卡接,卡钩203和固定柱202共两组且以模具主体3的轴线为对称中心分布,每组的卡钩203开口方向相反,固定柱202垂直安装在固定底板201上;定位结构1包括固定在13进料口处外壁上的定位安装板101、垂直安装在定位安装板101上表面的定位螺栓102、套接于定位螺栓102的紧固螺母104以及位于紧固螺母104下方且以盖板7轴线为对称中心分布的第一定位板103;第一定位板103套设于定位螺栓102。
23.在实施例一中,在向模具主体3内浇注时,首先将模具主体3放置在固定底板201上,接着逆时针转动模具主体3,模具主体3转动的同时带动卡钩203与固定柱202卡接,从而将模具主体3固定在固定底板201上,通过增大模具主体3与地面的接触面积防止模具主体3倾倒,在需要将模具主体3与固定底板201分离时,顺时针转动模具主体3,模具主体3逆时针转动的同时带动卡钩203与固定柱202分离,从而使模具主体3与固定底板201分离;在将模具主体3固定到固定底板201上之后,将搅和好的耐火浇注料浇注进模具主体3内,浇注完成之后,将紧固螺母104从定位螺栓102上退下,接着通过第一定位板103将盖板7固定在定位
螺栓102上,再上紧紧固螺母104,从而将盖板7固定在模具主体3的进料口处,定位安装板101用于安装定位螺栓102。
24.实施例二
25.参看图4所示,还包括安装在模具主体3上的振捣器6,振捣器6外壳上固定有第二定位板106,第二定位板106位于紧固螺母104的下方,第二定位板106套设于定位螺栓102。
26.在实施例二中,基于实施例一,在浇注好浇注料后,将紧固螺母104从定位螺栓102上退下,接着通过第二定位板106将振捣器6固定在定位螺栓102上,再上紧紧固螺母104,将振捣器6固定在模具主体3的进料口处,将振捣器6的振捣棒伸入成型腔内的浇注料中,排出浇注料中的气泡,使其密实结合。
27.实施例三
28.参看图4所示,还包括套接于定位螺栓102的定位螺母105,定位螺母105位于第二定位板106的下方。
29.在实施例三中,基于实施例一,在对不同规格的漏斗砖进行振捣时,首先将紧固螺母104从定位螺栓102上退下,接着同时转动定位螺栓102上的定位螺母105来改变第二定位板106在定位螺栓102上的位置,从而改变振捣器6的安装高度,最终改变振捣器6的振捣棒伸入成型腔内的长度。
30.实施例四
31.参看图1所示,模具主体3包括一组用于形成成型腔的分体模301,分体模301的个数为两个,每个分体模301的两侧均固定有四个固定耳5,固定耳5以分体模301轴线为对称中心两两分布,两个分体模301上的固定耳5相互对应,固定耳5之间通过紧固件8固定连接。
32.在实施例四中,基于实施例二,在将浇注料在模具主体3内凝固成型之后,在不易脱模的情况下,可以将紧固件8从固定耳5之间卸下,将分体模301分离,进行拆模,将凝固好的漏斗砖拆出。
33.实施例五
34.参看图1所示,分体模301外壁上固定有拉手4。
35.在实施例五中,基于实施例四,通过在分体模301外壁上固定拉手4,便于通过拉手4移动模具主体3。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。