1.本发明属于光学镜片制备技术领域,尤其涉及一种渐进色镀膜镜片生产方法。
背景技术:
2.目前,彩色镜片主要有三种作用:1、减少可见光的透光率;2、美容装饰;3、阻挡有害光线对眼镜的伤害。配戴彩色镜片产品除了起时髦、摆酷之外,其实最重要的还是保护的作用。
3.染色是基于已成型镜片的一种工艺:将染料以一定比例分散到染色液中,通过染色装置将镜片以一定的速度和频率浸入染色液,染料逐步渗透进入镜片基体而使得镜片颜色变深。
4.在我们的日常生活中,除了阳光和紫外线以外,光线通过凸凹不平的路面、水面等地方时会产生不规则的漫反射光,俗称“眩光”。眩光的出现会使人眼不适,产生疲劳,并影响视物的清晰。
5.现有的普通的染色镜只能降低光的强度,不能有效清除亮面的反光和四面八方的眩光。
6.购买到劣质的染色镜片,对于配戴人的眼镜造成不必要的伤害。染色镜片配戴方式不正确,会直接影响到配戴人在观看景物时的清晰度和对比度,及配戴过程中给眼睛增加的不舒适感和疲劳感。
7.还有另外一种生产有色镜片的方法:将色粉或色母粒(指含有色粉的塑料颗粒)均匀混入树脂中,通过注射成型而成。这种工艺只能制造出单色镜片或混色镜片,无法根据客户要求做成渐进色镜片。
8.解决以上问题及缺陷的难度为:目前市面上的染色镜片,产品质量参差不齐,易脱色,寿命不高,脱色镜片易对身体健康造成伤害;直接注塑成型的有色镜片,产品种类有限,不能根据客户新潮要求订制诸如渐进色镜片等产品。
9.解决以上问题及缺陷的意义为:采用镀膜方式,镀上不规则厚度的反射层膜体系,通过吸收特定光线而显现不同颜色,该生产方式环保,产品不褪色,表面再经强化处理,使用寿命更长,品质更有保障。
10.与纯色染色镜片相比,渐变染色镜片从上到下呈由深至浅的色深分布,这与风光摄影中常用的渐变镜类似,目的是实现在户外佩戴时,视野中获得从天空到地面亮度均衡的视觉感受。能够减少阳光照射在潮湿路面、积雪、水或金属表面上的反射光干扰,它同时也具备多种底色来改善视野对比度和色彩感受。
11.渐进色的作用:由深色过渡到浅色,渐进至无色,这样的镜片产品不但在户外佩戴时,可以阻挡强烈的太阳光,在室内或在车内光线较弱的地方,也可以使用。浅色渐进色眼镜配戴起来比较美观、大方。
技术实现要素:
12.针对现有技术存在的问题,本发明提供了一种渐进色镀膜镜片生产方法。
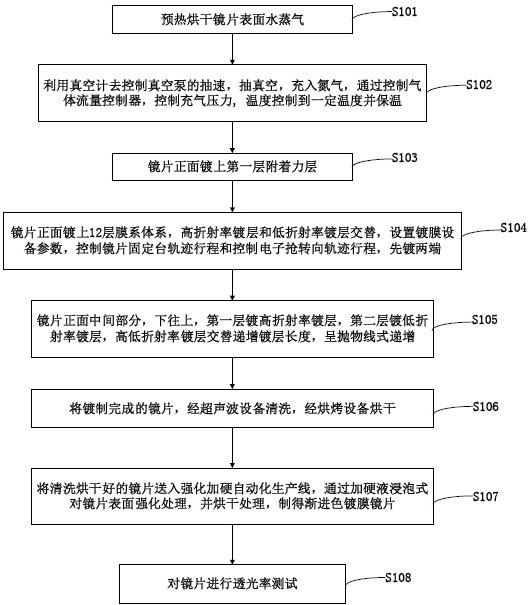
13.本发明是这样实现的,一种渐进色镀膜镜片生产方法,所述渐进色镀膜镜片生产方法包括:s101:预热烘干镜片表面水蒸气;s102:利用真空计去控制真空泵的抽速,抽真空,充入氮气,通过控制气体流量控制器,控制充气压力, 温度控制到一定温度并保温;s103:镜片正面镀上第一层附着力层;s104:镜片正面镀上12层膜系体系,高折射率镀层和低折射率镀层交替,设置镀膜设备参数,控制镜片固定台轨迹行程和控制电子抢转向轨迹行程,先镀两端;s105:镜片正面中间部分,下往上,第一层镀高折射率镀层,第二层镀低折射率镀层,高低折射率镀层交替递增镀层长度,呈抛物线式递增;s106:将镀制完成的镜片,经超声波设备清洗,经烘烤设备烘干;s107:将清洗烘干好的镜片送入强化加硬自动化生产线,通过加硬液浸泡式对镜片表面强化处理,并烘干处理,制得渐进色镀膜镜片;s108:对镜片进行透光率测试。
14.进一步,所述s101中预热烘干水蒸气的烘干温度为50
‑
80℃,烘烤10min左右,把镜片表面水蒸气完全清除。
15.进一步,所述s102中利用真空计去控制真空泵的抽速,抽真空,当压力低于2
×
102pa时,充入氮气,通过控制气体流量控制器,控制充气压力为1.5
×
10
‑1torr左右, 温度升到80℃左右,并持续保温。
16.进一步,所述s103中的第一层附着力层,镀层材料为sio,镀层速度控制在0.15 nm/s左右,控制镀层厚度在9
‑
15nm。
17.进一步,所述s104中的高折射率镀层和低折射率镀层交替,高折射率镀层材料为100%的tio
2 、zro2、sio或ti3o5中的任意一种,低折射率镀层材料为100%的mgf2、sio2或na3alf6的任意一种,设置镀膜设备参数,控制镜片固定台轨迹行程和控制电子抢转向轨迹行程,先镀两端,下往上,第一层镀低折射率镀层,第二层镀高折射率镀层,高低折射率镀层交替呈抛物线式递减镀层长度,镀层速度控制0.15 nm/s左右,每层镀层厚度控制在9
‑
15nm。
18.进一步,所述s105中,再镀中间,下往上,第一层镀高折射率镀层,第二层镀低折射率镀层,高低折射率镀层交替递增镀层长度,呈抛物线式递增;第一层高折射率镀层,镀层速度控制在0.1nm/s左右,可得到镀层厚度为4.5
‑
7.5 nm,从第二层开始,保持镀层速度在0.15 nm/s左右,使得镀层厚度为9
‑
15nm。
19.进一步,所述s106中,将镀制完成的镜片,经超声波设备清洗10min,经烘烤设备烘干8h左右。
20.进一步,所述s107中,将清洗烘干好的镜片送入强化加硬自动化生产线,通过加硬液为甲基透明有机硅树脂,浸泡15min左右,并温度保持95℃左右烘烤处理2.5 h左右,制得渐进色镀膜镜片。
21.进一步,所述s108中,对镜片透光率测试要求:根据美国标准ansi z80.32018: 综
合透光率8%
‑
40%,红光波长620~750nm≥8%,黄光波长570~590nm≥6%,绿光波长495~570nm≥6%;经测试镜片以下部位技术指标,镜片上端部位综合透光率为20.63%,其中红光透光率为29.45%,黄光透光率为25.15%,绿光透光率为17.22%;镜片中端部位综合透光率为12.08%,其中红光透光率为19.65%,黄光透光率为13.44%,绿光透光率为10.84%;镜片下端部位综合透光率为10.30%,其中红光透光率为30.78%,黄光透光率为15.08%,绿光透光率为6.84%。
22.本发明的另一目的在于提供一种利用上述渐进色镀膜镜片生产方法制备的渐进色镀膜镜片。
23.结合上述的所有技术方案,本发明所具备的优点及积极效果为:本发明制备的渐进色镀膜镜片采用镀膜方式,镀上不规则厚度的反射层膜体系,通过吸收特定光线而显现不同颜色,该生产方式环保,产品不褪色,表面再经强化处理,使用寿命更长,品质更有保障。
24.本发明与纯色染色镜片相比,渐变染色镜片从上到下呈由深至浅的色深分布,这与风光摄影中常用的渐变镜类似,目的是实现在户外佩戴时,视野中获得从天空到地面亮度均衡的视觉感受。能够减少阳光照射在潮湿路面、积雪、水或金属表面上的反射光干扰,它同时也具备多种底色来改善视野对比度和色彩感受。
25.本发明中渐进色的作用:由深色过渡到浅色,渐进至无色,这样的镜片产品不但在户外佩戴时,可以阻挡强烈的太阳光,在室内或在车内光线较弱的地方,也可以使用。浅色渐进色眼镜配戴起来比较美观、大方。
26.附图说明
27.图1是本发明实施例提供的渐进色镀膜镜片生产方法流程图。
28.图2是本发明实施例提供的渐进色镀膜镜片结构示意图。
29.图3是镜片上端部位通过不同波长的光线照射,采集对应光线透射率数据点位绘制成光线波长与光线透光率关系曲线图,即镜片上端部位透射光谱图。
30.图4是镜片上端部位通过不同波长的光线照射,采集对应光线反射率数据点位图。
31.图5是根据图4的数据点位绘制成光线波长与光线反射率关系曲线图,即镜片上端部位反射光谱图。
32.图6是镜片中端部位通过不同波长的光线照射,采集对应光线透射率数据点位绘制成光线波长与光线透光率关系曲线图,即镜片中端部位透射光谱图。
33.图7是镜片中端部位通过不同波长的光线照射,采集对应光线反射率数据点位图。
34.图8是根据图7的数据点位绘制成光线波长与光线反射率关系曲线图,即镜片中端部位反射光谱图。
35.图9是镜片下端部位通过不同波长的光线照射,采集对应光线透射率数据点位绘制成光线波长与光线透光率关系曲线图,即镜片下端部位透射光谱图。
36.图10是镜片下端部位通过不同波长的光线照射,采集对应光线反射率数据点位图。
37.图11是根据图10的数据点位绘制成光线波长与光线反射率关系曲线图,即镜片中
下端部位反射光谱图。
38.图中为:1、强化加硬层;2、镜片基片;3、附着层;4、低折射率镀层;5、高折射率镀层。
39.具体实施方式
40.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
41.针对现有技术存在的问题,本发明提供了一种渐进色镀膜镜片生产方法,下面结合附图对本发明作详细的描述。
42.如图1所示,渐进色镀膜镜片生产方法包括:s101:预热烘干镜片表面水蒸气;s102:利用真空计去控制真空泵的抽速,抽真空,充入氮气,通过控制气体流量控制器,控制充气压力, 温度控制到一定温度并保温;s103:镜片正面镀上第一层附着力层;s104:镜片正面镀上12层膜系体系,高折射率镀层和低折射率镀层交替,设置镀膜设备参数,控制镜片固定台轨迹行程和控制电子抢转向轨迹行程,先镀两端;s105:镜片正面中间部分,下往上,第一层镀高折射率镀层,第二层镀低折射率镀层,高低折射率镀层交替递增镀层长度,呈抛物线式递增;s106:将镀制完成的镜片,经超声波设备清洗,经烘烤设备烘干;s107:将清洗烘干好的镜片送入强化加硬自动化生产线,通过加硬液浸泡式对镜片表面强化处理,并烘干处理,制得渐进色镀膜镜片;s108:对镜片进行透光率测试。
43.s101中预热烘干水蒸气的烘干温度为50
‑
80℃,烘烤10min左右,把镜片表面水蒸气完全清除。
44.s102中利用真空计去控制真空泵的抽速,抽真空,当压力低于2
×
102pa时,充入氮气,通过控制气体流量控制器,控制充气压力为1.5
×
10
‑1torr左右, 温度升到80℃左右,并持续保温。
45.s103中的第一层附着力层,镀层材料为sio,镀层速度控制在0.15 nm/s左右,控制镀层厚度在9
‑
15nm。
46.s104中的高折射率镀层和低折射率镀层交替,高折射率镀层材料为100%的tio
2 、zro2、sio或ti3o5中的任意一种,低折射率镀层材料为100%的mgf2、sio2或na3alf6的任意一种,设置镀膜设备参数,控制镜片固定台轨迹行程和控制电子抢转向轨迹行程,先镀两端,下往上,第一层镀低折射率镀层,第二层镀高折射率镀层,高低折射率镀层交替呈抛物线式递减镀层长度,镀层速度控制0.15 nm/s左右,每层镀层厚度控制在9
‑
15nm。
47.s105中,再镀中间,下往上,第一层镀高折射率镀层,第二层镀低折射率镀层,高低折射率镀层交替递增镀层长度,呈抛物线式递增;第一层高折射率镀层,镀层速度控制在0.1nm/s左右,可得到镀层厚度为4.5
‑
7.5 nm,从第二层开始,保持镀层速度在0.15 nm/s左
右,使得镀层厚度为9
‑
15nm。
48.s106中,将镀制完成的镜片,经超声波设备清洗10min,经烘烤设备烘干8h左右。
49.s107中,将清洗烘干好的镜片送入强化加硬自动化生产线,通过加硬液为甲基透明有机硅树脂,浸泡15min左右,并温度保持95℃左右烘烤处理2.5 h左右,制得渐进色镀膜镜片。
50.s108中,对镜片透光率测试要求:根据美国标准ansi z80.32018: 综合透光率8%
‑
40%,红光波长620~750nm≥8%,黄光波长570~590nm≥6%,绿光波长495~570nm≥6%;经测试镜片以下部位技术指标,镜片上端部位综合透光率为20.63%,其中红光透光率为29.45%,黄光透光率为25.15%,绿光透光率为17.22%;镜片中端部位综合透光率为12.08%,其中红光透光率为19.65%,黄光透光率为13.44%,绿光透光率为10.84%;镜片下端部位综合透光率为10.30%,其中红光透光率为30.78%,黄光透光率为15.08%,绿光透光率为6.84%。
51.本发明的另一目的在于提供一种利用上述渐进色镀膜镜片生产方法制备的渐进色镀膜镜片。
52.镀上不规则厚度的反射层膜体系,通过吸收特定光线而显现不同颜色,该生产方式环保,产品不褪色,表面再经强化处理,使用寿命更长,品质更有保障。
53.通过膜系仿真软件,设计出最佳膜系体系,通过蒸镀方式,抽真空,充入氧气,调整最佳温度,镀上不同厚度镀层,光通过镜片折射或反射,互相叠加而产生不同的感观颜色,而非采用直接染色,混合色粉染色等方式生产镜片;因此镀膜镜片颜色更稳,质量更可靠,无因褪色而引起一系列的质量和健康问题。
54.应当注意,本发明的实施方式可以通过硬件、软件或者软件和硬件的结合来实现。硬件部分可以利用专用逻辑来实现;软件部分可以存储在存储器中,由适当的指令执行系统,例如微处理器或者专用设计硬件来执行。本领域的普通技术人员可以理解上述的设备和方法可以使用计算机可执行指令和/或包含在处理器控制代码中来实现,例如在诸如磁盘、cd或dvd
‑
rom的载体介质、诸如只读存储器(固件)的可编程的存储器或者诸如光学或电子信号载体的数据载体上提供了这样的代码。本发明的设备及其模块可以由诸如超大规模集成电路或门阵列、诸如逻辑芯片、晶体管等的半导体、或者诸如现场可编程门阵列、可编程逻辑设备等的可编程硬件设备的硬件电路实现,也可以用由各种类型的处理器执行的软件实现,也可以由上述硬件电路和软件的结合例如固件来实现。
55.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。