1.本发明属于夹层玻璃加工技术领域,尤其涉及一种基于激光雕刻的金属夹层玻璃加工工艺。
背景技术:
2.玻璃是非晶无机非金属材料,一般是用多种无机矿物(如石英砂、硼砂、硼酸、重晶石、碳酸钡、石灰石、长石、纯碱等)为主要原料,另外加入少量辅助原料制成的,广泛应用于建筑物的隔风透光。为达到生产生活中的各种需求,人们对普通平板玻璃进行深加工处理,如夹层玻璃。夹层玻璃是由两片或多片玻璃,之间夹了一层或多层有机聚合物中间膜,经过特殊的高温预压(或抽真空)及高温高压工艺处理后,使玻璃和中间膜永久粘合为一体的复合玻璃产品。夹层玻璃即使碎裂,碎片也会被粘在薄膜上,破碎的玻璃表面仍保持整洁光滑,有效防止碎片扎伤和穿透坠落事件的发生,确保了人身安全。
3.除了安全性高、隔声效果好之外,夹层玻璃可以利用中间的夹杂一层或多层膜片和胶片,依靠夹膜的色彩和图案作为装饰面,实现装饰效果。但仅依靠夹膜的色彩和图案,使得夹层玻璃的装饰效果单一,因此出现了在夹层玻璃中夹杂雕花金属层的新装饰形式,具体为在金属层上加工(蚀刻、雕刻或其他方式)出需要的花纹,并在金属层涂覆颜料,以充分提高夹层玻璃的装饰效果。
4.现有的金属夹层玻璃中,大多采用蚀刻的方式对金属层进行加工,并且为了使得金属层的颜色丰富,需要涂覆颜料,加工过程复杂、效率低下。此外,由于金属夹层玻璃中金属层厚度较大,玻璃原片在胶合过程中会因为夹层厚度不均导致胶进深不同,导致胶合效果不佳,容易开胶,影响装饰效果。
技术实现要素:
5.本发明的目的在于:提供一种基于激光雕刻的金属夹层玻璃加工工艺,通过激光雕刻技术在薄板不锈钢上加工出不同颜色的花纹图案,无需在薄板不锈钢涂覆颜料,提高夹层玻璃装饰效果的同时简化加工步骤,提高加工效率,并且金属夹层玻璃的胶合质量高,不易开胶,提高使用寿命。
6.为了实现上述目的,本发明采用了如下技术方案:一种基于激光雕刻的金属夹层玻璃加工工艺,包括以下步骤:
7.1)制作不锈钢板材的图形加工数据文件,将制作好的图形加工数据文件输入激光雕刻机;
8.2)清洁不锈钢板材,然后将不锈钢板材放置到激光雕刻机的工作台上进行激光雕刻,雕刻过程中调整激光雕刻机的功率来调节激光的强度,并调整雕刻速度,雕刻出具有不同颜色的图案纹路,形成金属花夹层;
9.3)清洁金属花夹层表面,并在金属花夹层表面热压覆贴保护膜;
10.4)将金属花夹层放置在第一玻璃原片上,并在金属花夹层上放置第二玻璃原片,
将第一玻璃原片、第二玻璃原片与夹在中间的金属花夹层压实,形成待胶合夹层玻璃;
11.5)在待胶合夹层玻璃的四个顶点处夹杂与金属花夹层厚度相同的不锈钢片;
12.6)利用机械手对待胶合夹层玻璃进行打胶,控制出胶速度和走胶速度,使得胶在玻璃中的进深一致,形成夹层玻璃。
13.作为上述技术方案的进一步描述:
14.在步骤2)中,激光雕刻机功率的变化范围为500
‑
1000瓦,雕刻速度为0
‑
20000毫米/秒。
15.作为上述技术方案的进一步描述:
16.在步骤2)中,不锈钢板材为1.2mm厚的不锈钢板。
17.作为上述技术方案的进一步描述:
18.在步骤6)中,机械手打胶时的胶为中性硅酮胶。
19.作为上述技术方案的进一步描述:
20.在步骤6)中,将夹层玻璃四个侧边处理平整、干净,并在夹层玻璃四个侧边粘贴密封保护层并压实。
21.作为上述技术方案的进一步描述:
22.密封保护层为金属箔或金属氧化物镀膜胶带。
23.作为上述技术方案的进一步描述:
24.金属箔为银箔、锌箔、铜箔中的一种。
25.作为上述技术方案的进一步描述:
26.金属氧化物镀膜胶带包括塑料膜基带和设置在塑料膜基带上的金属氧化物镀膜,金属氧化物镀膜为氧化钛镀膜、氧化锌镀膜、氧化钨镀膜中的一种。
27.综上所述,由于采用了上述技术方案,本发明的有益效果是:
28.1、本发明中,夹层玻璃由两片玻璃原片和一个金属花夹层胶合形成,金属花夹层为通过激光雕刻花纹、图案的不锈钢薄板。厚度为1.2mm的薄板不锈钢便于加工,由于薄板不锈钢中所含的金属铬在不同激光强度下产生不同颜色的化合物,雕刻时将图形加工数据文件输入雕刻机,在雕刻过程中调节激光的强度和雕刻速度,来雕刻出不同颜色的花纹并细化纹络,最终雕刻成指定图案,无需在薄板不锈钢涂覆颜料,提高夹层玻璃装饰效果的同时简化加工步骤,提高加工效率。
29.2、本发明中,为了提高夹层玻璃的胶合质量,避免夹层玻璃边部开胶,在胶合时先采用定点法先将两层玻璃与金属片夹层(即金属花夹层)压实,采用4个与金属片夹层相同厚度的不锈钢片分别夹杂在夹层玻璃四个顶点上,使得夹层玻璃四周厚度均匀一致,并且采用机械手对待胶合夹层玻璃进行打胶,控制出胶速度和走胶速度,使得胶在玻璃中的进深一致,保证夹层玻璃的胶合质量。为了进一步防止夹层玻璃边部开胶,夹层玻璃的侧边还通过粘贴金属箔或金属氧化物镀膜胶的方式,形成密封保护层,阻隔水汽或其它小分子的破坏,避免夹层玻璃开胶、脱胶。
附图说明
30.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对
范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
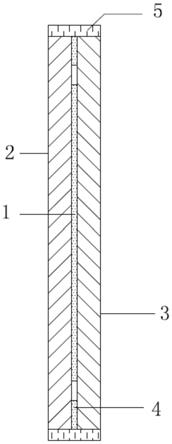
31.图1为一种基于激光雕刻的金属夹层玻璃加工工艺中夹层玻璃的结构示意图。
32.图例说明:
33.1、金属花夹层;2、第一玻璃原片;3、第二玻璃原片;4、不锈钢片;5、密封保护层。
具体实施方式
34.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
35.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
37.在本发明实施例的描述中,需要说明的是,术语“上”、“内”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
38.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
39.请参阅图1,本发明提供一种技术方案:一种基于激光雕刻的金属夹层玻璃加工工艺,包括以下步骤:
40.1)制作不锈钢板材的图形加工数据文件,将制作好的图形加工数据文件输入激光雕刻机;
41.2)清洁不锈钢板材,然后将不锈钢板材放置到激光雕刻机的工作台上进行激光雕刻,雕刻过程中调整激光雕刻机的功率来调节激光的强度,并调整雕刻速度,雕刻出具有不同颜色的图案纹路,形成金属花夹层1;
42.3)清洁金属花夹层1表面,并在金属花夹层1表面热压覆贴保护膜;
43.4)将金属花夹层1放置在第一玻璃原片2上,并在金属花夹层1上放置第二玻璃原片3,将第一玻璃原片2、第二玻璃原片3与夹在中间的金属花夹层1压实,形成待胶合夹层玻璃;
44.5)在待胶合夹层玻璃的四个顶点处夹杂与金属花夹层1厚度相同的不锈钢片4;
45.6)利用机械手对待胶合夹层玻璃进行打胶,控制出胶速度和走胶速度,使得胶在玻璃中的进深一致,形成夹层玻璃。
46.在步骤2)中,激光雕刻机功率的变化范围为500
‑
1000瓦,雕刻速度为0
‑
20000毫米/秒,通过调整激光雕刻机功率来调整激光强度,使得雕刻过程中薄板不锈钢中所含的金属铬在不同激光强度下产生不同颜色的化合物,并且调整雕刻速度细化纹络。
47.在步骤2)中,不锈钢板材为1.2mm厚的不锈钢板,便于激光雕刻成型,且薄板不锈钢中所含的金属铬在不同激光强度下产生不同颜色的化合物,便于形成多彩的图案,提高夹层玻璃的装饰效果。
48.在步骤6)中,机械手打胶时的胶为中性硅酮胶,提高胶合质量。
49.在步骤6)中,将夹层玻璃四个侧边处理平整、干净,并在夹层玻璃四个侧边粘贴密封保护层5并压实,进一步防止夹层玻璃边部开胶,夹层玻璃的侧边通过粘贴金属箔或金属氧化物镀膜胶带形成密封保护层,阻隔水汽或其它小分子的破坏,避免夹层玻璃开胶、脱胶。
50.密封保护层5为金属箔或金属氧化物镀膜胶带,金属箔为银箔、锌箔、铜箔中的一种,金属氧化物镀膜胶带包括塑料膜基带和设置在塑料膜基带上的金属氧化物镀膜,金属氧化物镀膜为氧化钛镀膜、氧化锌镀膜、氧化钨镀膜中的一种,保证夹层玻璃侧边的密封保护效果,避免夹层玻璃开胶、脱胶。
51.工作原理:夹层玻璃由两片玻璃原片和一个金属花夹层胶合形成,金属花夹层为通过激光雕刻花纹、图案的不锈钢薄板。厚度为1.2mm的薄板不锈钢便于加工,由于薄板不锈钢中所含的金属铬在不同激光强度下产生不同颜色的化合物,雕刻时将图形加工数据文件输入雕刻机,在雕刻过程中调节激光的强度和雕刻速度,来雕刻出不同颜色的花纹并细化纹络,最终雕刻成指定图案,无需在薄板不锈钢涂覆颜料,提高夹层玻璃装饰效果的同时简化加工步骤,提高加工效率。为了提高夹层玻璃的胶合质量,避免夹层玻璃边部开胶,在胶合时先采用定点法先将两层玻璃与金属片夹层(即金属花夹层)压实,采用4个与金属片夹层相同厚度的不锈钢片分别夹杂在夹层玻璃四个顶点上,使得夹层玻璃四周厚度均匀一致,并且采用机械手对待胶合夹层玻璃进行打胶,控制出胶速度和走胶速度,使得胶在玻璃中的进深一致,保证夹层玻璃的胶合质量。为了进一步防止夹层玻璃边部开胶,夹层玻璃的侧边还通过粘贴金属箔或金属氧化物镀膜胶的方式,形成密封保护层,阻隔水汽或其它小分子的破坏,避免夹层玻璃开胶、脱胶。
52.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。