1.本公开总体涉及薄壁管,更具体地,涉及用于与内窥镜和/或内窥镜系统一起使用的薄壁螺旋管。
背景技术:
2.通常,插入设备比如内窥镜的插入部分插入到例如内腔中。一种已知的插入到内腔中的这种内窥镜是自推进插入设备。
3.在这种旋转自推进插入设备中,提供了被称为螺旋管的旋转圆柱体,在该圆柱体上,螺旋翅片形成在薄壁管上。螺旋管可旋转地设置在内窥镜的插入部分的外圆周面上。当螺旋管旋转时,螺旋翅片接触内腔的内壁,从而产生推进力。通过该推进力,插入部分在插入方向或移除方向上被推进。
4.如果薄壁管和螺旋翅片由单个整体部件形成,则在注射模制过程中,螺旋管呈现出非常难以完全填充的模制部件。这是由于螺旋管的薄壁管部分因其非常薄的壁而对熔融材料流产生高阻力,该壁通常约为0.018英寸厚。“薄壁”的定义取决于许多因素,这些因素导致树脂不能流到注射模制管的端部,比如材料流动特性、树脂压力、浇口、零件几何形状和流动长度等。薄壁管的注射模制通常导致薄壁管的端部不完全成形,因为注射到模具腔中的熔融材料由于薄壁而具有太大的流动阻力,并且不能完全流到薄壁管的端部。
5.由于这些问题,常规螺旋管由薄壁管形成,螺旋翅片附接到管的外圆周作为二次操作,比如通过应用紫外线(uv)固化丙烯酸粘合剂,这需要精确的分配和定位,以及通过校准的光固化。这种螺旋管包括许多附加成形步骤以及制造和质量控制成本的相关增加。
技术实现要素:
6.因此,提供了一种聚合物装置。该聚合物装置包括:具有外表面的细长中空管;以及绕中空管的外表面缠绕的螺旋翅片;其中中空管和螺旋翅片通过模制过程由单个整体件形成。
7.聚合物装置还可以包括从中空管的外表面突出的纵向突起,该纵向突起具有比中空管的其他部分更大的厚度,并且该纵向突起延伸所述中空管的纵向长度的至少一部分。
8.纵向突起的纵向长度可以从最靠近中空管的端部处的螺旋翅片的一部分延伸到中空管的该端部。
9.聚合物装置还可以包括形成在中空管的端部处的端部环,该端部环具有从中空管的外表面突出的厚度,纵向突起的纵向长度从与中空管的所述端部最靠近的螺旋翅片的一部分延伸到端部环。
10.纵向突起可以在单个周向位置处延伸中空管的纵向长度的至少一部分。
11.还提供了一种聚合物管状构件,包括:具有外表面的细长中空管;绕中空管的外表面缠绕的螺旋翅片的螺旋翅片;以及从中空管的外表面突出的纵向突起,该纵向突起具有比中空管的其他部分更大的厚度,并且该纵向突起延伸所述中空管的纵向长度的至少一部
分;其中中空管、螺旋翅片和纵向突起通过模制过程由单个整体件形成。
12.纵向突起的纵向长度可以从与所述中空管的端部最靠近的螺旋翅片的一部分延伸到中空管的该端部。
13.聚合物管状构件还可以包括形成在中空管的端部处的端部环,该端部环具有从中空管的外表面突出的厚度,纵向突起的纵向长度从与中空管的端部最靠近的螺旋翅片的一部分延伸到端部环。
14.纵向突起可以在单个周向位置处延伸中空管的纵向长度的至少一部分。
附图说明
15.当参考附图阅读以下详细描述时,本发明的这些及其他特征、方面和优点将变得更好理解,在所有附图中,相同的字符表示相同的部件,其中:
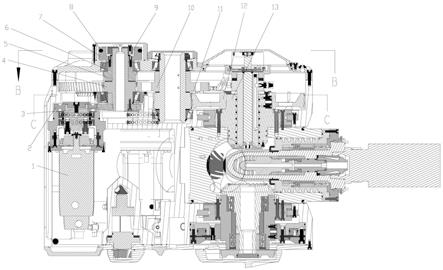
16.图1示出了内窥镜系统,其具有可旋转地设置在内窥镜的插入部分上的螺旋管。
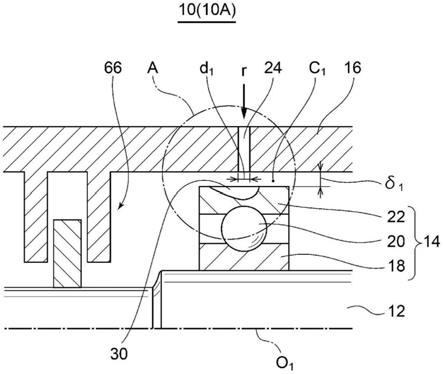
17.图2示出了具有内部流动通道和相关端部环的图2的螺旋管的端部。
18.图3示出了沿着图2中的线3
‑
3截取的图3的螺旋管的剖视图。
19.图4示出了表示用于模制图1的螺旋管的注射模具的实施例的透视图。
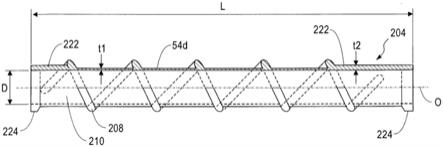
20.图5示出了根据图4的模具通过注射模具生产的模制螺旋管的局部剖视图。
21.图6示出了图4的注射模具的一半的前视图。
22.图7示出了沿着图6中的线7
‑
7截取的截面图。
23.图8示出了图4的注射模具中的注射树脂流的视图。
24.图9示出了图6的模具的替代浇口构造。
具体实施方式
25.虽然所公开的实施例特别适用于与内窥镜一起使用的薄壁螺旋管,并且在下文中针对其进行了描述,但本文公开的设备和方法并不限于此,而是适用于具有或不具有从其延伸的突起的其他类型的薄壁管。
26.现在参考图1,该图示出了内窥镜系统200,其具有可旋转地设置在内窥镜202的插入部分206上的螺旋管204。螺旋管204使用诸如橡胶、树脂等弹性材料形成为圆柱形(通常称为“聚合物管”),并且围绕其纵向轴线可旋转地附接到插入部分206。螺旋管204包括设置在螺旋管210的外圆周面上的螺旋形翅片208,使得螺旋形翅片208沿着螺旋管210的纵向长度延伸。螺旋管204可以构造成可从插入部分206拆卸。
27.螺旋管204连接到作为致动器提供的马达。马达通过用于马达电流信号的信号线连接到控制器212,马达电流信号通过内窥镜控制体214和连接内窥镜202与控制器212的通用电缆216。
28.当螺旋管204与壁(比如内腔的内壁)接触旋转时,产生推进所述插入部分206的推进力。例如,在小肠或大肠中,与螺旋管204一起旋转的螺旋翅片208沿着小肠或大肠内壁上的褶皱爬行,从而推进力作用在插入部分206上。通过该推进力,插入部分206被推进。插入部分206的自推进有助于用户插入和移除插入部分206的任务。
29.接下来转到图2,该图示出了螺旋管204的一端部,其具有通过注射模制一体形成为单个整体件的薄壁管210和螺旋翅片208。螺旋管204的另一端部可以具有与图2所示的端
部相同的构造,因此为了简洁起见,这种另一端部没有在图2中描述或示出。注射模制过程包括一系列浇道和浇口,这些浇道和浇口将熔融材料提供给具有螺旋管204形式的腔。这种浇口通常向螺旋翅片208的最外周向位置或面处的多个地方提供熔融材料流。进而,螺旋翅片208通常用作向螺旋管204的薄壁管210部分提供熔融材料的浇口。然而,在常规螺旋管中,如上面参照图1讨论,薄壁管的一些部分可能没有被注射熔融材料完全填充,特别是在没有或存在极少螺旋翅片部分的薄壁管的端部,或者在螺旋翅片突起之间的薄壁管的一些部分处。
30.现在参考图2和3,螺旋管204的端部部分220包括纵向突起形式的内部流动通道222,该纵向突起在薄壁管210的径向方向上具有增加的厚度。这种内部流动通道222与薄壁管210一体形成,并且具有足以增加注射熔融材料流量的厚度和周向宽度,使得熔融材料全部且完全地填充薄壁管210的端部。内部流动通道222的厚度和宽度可以根据多个因素而变化,包括材料流动特性、浇口、零件几何形状、流动长度和注射压力。内部流动通道222的厚度和/或宽度是在注射模制期间允许树脂流到薄壁管210的端部和避免不利地增加薄壁管210的刚度之间的折衷。内部流动通道222的侧面可以成角度或弯曲,以形成从薄壁管210的外周向表面到内部流动通道222的上表面的平滑过渡。尽管示出为沿着其纵向长度具有恒定的厚度,但内部流动通道222可以替代地沿着其长度具有变化的厚度,例如与更靠近薄壁管210的端部的厚度相比,从更靠近螺旋翅片208的更大厚度逐渐变细。
31.当内部流动通道222设置在螺旋管204的端部(一个或多个)220时,内部流动通道222的纵向长度可以是从最近的螺旋翅片部分到薄壁管210的端部226上的更远点,以便提供熔融材料从最近的翅片到端部226的流动。由于螺旋翅片208可以不设置在薄壁管210的最端部226,或者可以在薄壁管210的最端部226逐渐变细至更小的直径,所以内部流动通道222可以形成在薄壁管210的周向位置,在该位置没有翅片或者翅片的很少部分设置成用作将熔融材料转移到薄壁管210的端部226的浇口。此外,内部流动通道222可以从薄壁管210的外部外周向表面径向向外突出。内部流动通道可以替代地设置在薄壁管210的内径上,例如如果表面被混合以与薄壁管结构的其余部分一致。
32.如上所述,内部流动通道222可以终止于薄壁管的最端部226,或者可替代地,如图2所示,内部流动通道222可以终止于具有增加厚度的端部环224,该增加厚度可以与内部流动通道222的厚度相同。当熔融材料被注射到螺旋管204的相应模腔中时,端部环224与内部流动通道222连通。
33.尽管内部流动通道222示出为位于薄壁管210的端部(一个或多个)226,但内部流动通道可以刚好在端部之前终止,或者可以位于沿着薄壁管210的纵向长度的任何位置,比如在一道或多道螺旋翅片208之间。此外,尽管内部流动通道222描述和图示为设置在单个周向位置,但可以在周向方向上设置一个以上内部流动通道222,以在周向方向上提供对称性,比如间隔60度、90度、120度或180度。
34.尽管内部流动通道222描述为“流动通道”,但其在模制螺旋管204时仅是流动通道。因此,本文所讨论的术语“流动通道”也用于描述薄壁管的加厚纵向突出部分,其在模制过程中充当流动通道,以在注射模制过程中转移熔融注射材料流过该流动通道,从而用熔融材料完全填充特定区域,比如薄壁管的端部。
35.此外,尽管本文描述了螺旋管204,但本领域技术人员将理解,用于制造螺旋管204
的模具将具有对应于螺旋管204的形状的模腔,包括加厚纵向突起形式的内部流动通道222。本领域技术人员还将理解,螺旋管204的模腔将包括一系列浇道和浇口,以将熔融材料从模具外部提供到模腔,比如提供到一道或多道螺旋翅片,因为这种浇道和浇口在本领域中是已知的。
36.将参照图4
‑
8描述根据第一实施例的注射模具。图4是示出根据第一实施例的注射模具的示例的示意性透视图。图5是通过根据第一实施例的注射模具生产的螺旋管204模制品的示意性局部剖视图。图6是根据第一实施例的注射模具的示意性前视图。图7是沿图6中线7
‑
7截取的剖视图。图8是图6的模具的局部视图,示出了在螺旋管204模制品的模制过程中的树脂流动。如上所述,通过注射模具生产的模制薄壁制品的形状没有特别限制。模制品的形状可以是例如盒形、圆柱形、杆形、板形、框架形、网状等,其中相应的模腔将具有相应的形状。
37.注射模具的模具构造可以根据由注射模具制造的模制品的形状来适当地选择。例如,注射模具的模具构造可以具有或不具有滑动芯。
38.在下文中,描述用于制造如图4所示的薄壁模制品(螺旋管204)(见图5)的注射模具1的示例。
39.如图4所示,注射模具1包括第一滑动芯1a、第二滑动芯1b和芯1c。尽管未具体示出,注射模具1还包括典型构件,例如固定侧模板(die plate)、腔模和可移动侧模板。
40.注射模具1用于通过注射模制制造螺旋管204。如上所述,螺旋管204包括管状部分210和从管状部分210突出的螺旋翅片208。除了内部流动通道222和端部环224之外,管状部分210的壁厚度在轴向方向上是恒定的。
41.如图5所示,模制螺旋管204制品具有管状部分210和螺旋翅片208。管状部分210是沿中心轴线o延伸的薄壁管。管状部分210具有内径d、壁厚t1、内部流动通道和/或端部环处的壁厚度t2和长度l。例如,l可以是50mm或更大。d可以是5mm至50mm。t1可以是0.1mm至2mm,t2可以是大于t1的增加厚度,其在上述条件下向薄壁管210的端部提供树脂流,同时避免柔性的有害降低。螺旋翅片208以螺旋或螺旋状的方式从管状部分210的外周向表面54d在外周向表面54d的整个圆周上沿径向方向突出。多道螺旋翅片208之间的间距没有特别限制。
42.图5所示的螺旋管204还包括位于薄壁管210的每个端部的内部流动通道222以及端部环224。在图5所示的构造中,内部流动通道222从每个端部处的最后一道螺旋翅片208延伸到端部环224。
43.螺旋管204的材料没有特别限制,只要它是能够注射模制的树脂材料。螺旋管204的材料可以是硬树脂材料或软树脂材料,例如弹性体。
44.接下来,将描述用于形成螺旋管204的注射模制模具1。
45.在下文中,将参考图4所示的xyz正交坐标系给出描述。z轴是在可移动侧模板等的移动方向上延伸的轴线。x轴是正交于z轴的轴线。在包括x轴但正交于z轴的平面中,y轴是正交于x轴的轴线。沿着x轴、y轴和z轴的方向分别称为x方向、y方向和z方向。
46.第一滑动芯1a和第二滑动芯1b在y方向上彼此面对设置。当注射模制模具1打开和关闭时,第一滑动芯1a和第二滑动芯1b可以至少在y方向上可滑动地移动。芯1c沿着平行于z轴的轴线设置。芯1c固定至可移动侧模板,并可与可移动侧模板一起在z方向上移动。第一滑动芯1a和第二滑动芯1b形成螺旋管204的外周的形状。
47.第一滑动芯1a和第二滑动芯1b的形状相似。因此,描述将继续关注第一个滑动芯1a的形状。
48.第一滑动芯1a的外部形状是在z方向上伸长的大致长方体。第一滑动芯1a在z方向的一个端部处具有平行于xy平面的第一端面1a。当模具关闭时,第一端面1a面向注射模具1的固定侧模具板(未示出)。
49.在z方向上位于第一端面1a的相反端部处,第一滑动芯1a具有平行于xy平面的第二端面1b。当模具关闭时,第二端面1b抵靠着注射模具1的可移动侧模板(未示出)。
50.第一滑动芯1a在面对第二滑动芯1b的表面处具有分型面1c。分型面1c是平行于xz平面的平面。在每个分型面1c中具有凹陷部分,当注射模具1关闭时,该凹陷部分形成螺旋管204的外部形状。用于模制螺旋管204的模制空间形成在凹陷部分和芯1c之间。构成模制空间的部分的凹陷部分(即模制表面)通过将表面形状转移到填充在模制空间中的注射树脂而形成螺旋管204的外部形状。
51.每个分型面1c具有凹陷部分,用于形成将模制树脂填充到模制空间中的树脂流动路径。形成模制空间的凹陷部分由管状部分模制表面4a、螺旋翅片模制表面4b、内部流动通道模制表面4c和端部环模制表面4d构成。形成树脂流动路径的凹陷部分包括第一树脂流动路径部分p1和第二树脂流动路径部分p2。
52.管状部分模制表面4a形成管状部分210的外周向表面54d的一半的形状。管状部分模制表面4a是在中心处随中心轴线oa沿z方向延伸的半圆形凹槽。半圆形凹槽被定义为具有正交于延伸方向的半圆形横截面形状的凹槽。在半圆形凹槽中,横截面中半圆形的半径称为凹槽半径。半圆形凹槽具有对应于螺旋翅片208、内部流动通道222和端部环224的延伸表面。
53.中心轴线oa在分型面1c的中心平行于z轴延伸。管状部分模制表面4a的凹槽半径是d/2。管状部分模制表面4a在z方向上穿过第一端面1a和第二端面1b之间。管状部分模制表面4a的长度等于螺旋管204的总长度l。
54.如图6所示,螺旋翅片模制表面4b是分型面1c和管状部分模制表面4a中的凹部。螺旋翅片模制表面4b形成螺旋管204的螺旋翅片208。螺旋翅片模制表面4b的形状与螺旋翅片208的外部形状相匹配。类似地,内部流动通道模制表面4c和端部环模制表面4d形成螺旋管204的内部流动通道222和端部环224。内部流动通道模制表面4c和端部环模制表面4d形成在对应于螺旋管204的每个端部的两个位置。内部流动通道模制表面4c和端部环模制表面4d的形状与相应的内部流动通道222和端部环224的外部形状相匹配。
55.如图4所示,芯1c是具有圆柱形外周向表面1d的圆柱形构件。芯1c形成螺旋管204的内周向表面54e的形状。芯1c的外周向表面1d的外径为d,其与螺旋管204的内径相匹配。芯1c的长度为l,其对应于螺旋管204的长度。沿芯1c的轴向方向形成在两端的端面1e和1f是与外周向表面1d的中心轴线oc正交的平面。
56.类似于第一滑动芯1a,管状部分模制表面4a和螺旋翅片模制表面4b也以中心轴线ob为中心形成在第二滑动芯1b的分型面1c中。然而,图6中的坐标系示出了第一滑动芯1a的取向。端部环模制表面4d也形成在第二滑动芯1b的分型面1c中。因为内部流动通道222可以非对称地布置在薄壁管210上,所以整个内部流动通道模制表面4c可以仅形成在第一滑动芯1a或第二滑动芯1b中的一个上,或者内部流动通道模制表面4c的一部分可以形成在第一
滑动芯1b和第二滑动芯1b中的每个上。
57.当注射模具1关闭时第一滑动芯1a和第二滑动芯1b的相应分型面1c邻接时,中心轴线oa和ob彼此重合。此时,在y方向上彼此面对的管状部分模制表面4a、螺旋翅片4b模制表面4b、内部流动通道模制表面4c和端部环模制表面4d形成螺旋管204的外周向表面的形状。
58.如双点划线所示,芯1c沿z方向插入由管状部分模制表面4a围绕的内空间的中心。芯1c的端面1e和1f分别在与第一滑动芯1a和第二滑动芯1b的第一端面1a和第二端面1b相同的平面中对齐。
59.结果,形成由芯1c的外周向表面1d、管状部分模制表面4a、螺旋翅片模制表面4b、内部流动环模制表面4c和端部环模制表面4d围绕的模制空间s。
60.第一树脂流动路径部分p1和第二树脂流动路径部分p2相对于穿过中心轴线oa并平行于yz平面的对称平面具有对称形状。在下文中,将重点描述第一树脂流动路径部分p1的形状。
61.第一树脂流动路径部分p1包括入口浇道凹槽2a、第一浇道凹槽2b、第二浇道凹槽2c、第三浇道凹槽2d和浇口凹槽3a。入口浇道凹槽2a是在注射端口2a和开口2b之间延伸的半圆形凹槽。入口浇道凹槽2a的凹槽半径是恒定的。注射端口2a是半圆形开口,其用于将注射树脂m注射到入口浇道凹槽2a中。注射端口2a通向第一端面1a。
62.开口2b形成在沿x方向面对螺旋翅片模制表面4b的中心部分(即z方向)的位置。入口浇道凹槽2a的路径没有特别限制。在图6中,入口浇道凹槽2a从注射端口2a沿z方向延伸,沿x方向远离中心轴线oa弯曲,沿z方向朝向基准面m弯曲,并且在面对开口2b的位置处,形成沿x方向朝向开口2b弯曲的路径。入口浇道凹槽2a的内径设定为允许熔融注射树脂m良好流动的适当尺寸。
63.第一浇道凹槽2b是沿着一路径的半圆形凹槽,该路径朝向中心轴线oa凹入弯曲。第一浇道凹槽2b的两端在x方向上延伸到面对在基准面m的两侧并且离基准面m最远的浇口凹槽3a(将在后面描述)的位置。第一浇道凹槽2b相对于基准面m对称。第一浇道凹槽2b的弯曲形状设定为用于根据z方向上的位置而改变第二浇道凹槽2c(将在后面描述)的x方向长度。
64.如图7所示,第一浇道凹槽2b的凹槽半径是恒定值rb。如图7所示,第二浇道凹槽2c是与第一浇道凹槽2b的面向第三浇道凹槽2d的一侧连通的凹槽,这将在后面描述。第二浇道凹槽2c距分型面1c的深度为tc,其中tc<rb。
65.如图6所示,第二浇道凹槽2c在第一浇道凹槽2b的基本整个长度上与第一浇道凹槽2b连通。第二浇道凹槽2c在x方向上的宽度根据第一浇道凹槽2b的曲率量在z方向上变化。此外,如在y方向上观察,第二浇道凹槽2c的形状相对于基准面m对称。
66.第三浇道凹槽2d是沿x方向线性延伸的半圆形凹槽。第三浇道凹槽2d位于在x方向上面对整个第一浇道凹槽2b的位置,第二浇道凹槽2c介于其间。第二浇道凹槽2c与第三浇道凹槽2d连通。第三浇道凹槽2d的长度在z方向上与第一浇道凹槽2b的模制范围具有相同的长度。第三浇道凹槽2d在z方向上的中心位于基准面m上。如图7所示,第三浇道凹槽2d的凹槽半径是恒定值rd,其中rd>tc。
67.浇口凹槽3a是凹陷部分,用于使得能够在螺旋翅片模制表面4b的不同部分和沿x
方向面向螺旋翅片模制表面4b的第三浇道凹槽2d之间连通。浇口凹槽3a是半圆形凹槽,其具有在x方向上延伸的轴线作为中心。例如,浇口凹槽3a具有通过从该中心将针点浇口(pin gate)的形状分成一半而获得的形状。如图7所示,通向模制空间s的浇口开口3a优化了进入形成在浇口凹槽3a的远端的模制空间s的注射树脂m的速度。在浇口凹槽3a中,与第三浇道凹槽2d连通的开口3c的半径小于rd。浇口凹槽3a将在第三浇道凹槽2d中流动的注射树脂m在z方向上朝向螺旋翅片模制表面4b分开。
68.如图6所示,与第一滑动芯1a中相类似的第一树脂流动路径部分p1和第二树脂流动路径部分p2也形成在第二滑动芯1b的分型面1c上。当注射模制模具1关闭时,当第一滑动芯1a和第二滑动芯1b的相应分型面1c彼此接触时,在y方向上彼此面对的相应第一树脂流动路径部分p1和相应第二树脂流动路径部分p2形成具有圆形和矩形流动路径横截面的树脂流动路径f1和f2。
69.树脂流动路径f1和f2各自包括入口浇道r
2a
(即上游浇道)、第一浇道r
2b
(即下游浇道、第一圆形管流动路径、第一浇道部分)、第二浇道r
2c
(即下游浇道、第二浇道部分、板形流动路径)、第三浇道r
2d
(即下游浇道、第二圆形管流动路径、第三浇道部分)和浇口ga。
70.入口浇道r
2a
是通过组合在y方向上彼此面对的入口浇道凹槽2a而形成的流动路径。入口浇道r
2a
构成具有注射端口2a的上游浇道,注射树脂m被注射到其中。第一浇道r
2b
、第二浇道r
2c
和第三浇道r
2d
与入口浇道r
2a
和浇口ga连通,并构成将注射到注射端口2a中的注射树脂m分配到浇口ga的下游浇道。
71.第一浇道r
2b
是通过就在y方向上彼此面对的第一浇道凹槽2
b
组合而形成的流动路径。第一浇道r
2b
是具有2
×
rb的第一内径的第一圆形管流动路径。开口2b在第一浇道r
2b
的中心(即中心部分)打开。第一浇道r
2b
面对相应的浇口ga,第二浇道r
2c
和第三浇道r
2d
介于其间,并且沿着浇口ga的位置延伸。
72.第二浇道r
2c
是通过就在y方向上彼此面对的第二浇道r
2c
组合而形成的流动路径。第二浇道r
2c
是在厚度方向上具有2
×
tc的流动路径宽度的板形流动路径。第二浇道r
2c
形成宽度为2
×
tc的狭缝sl1(见图7),该宽度与在第一浇道r
2b
的x方向侧上的、第一浇道r
2b
的大致整体延伸方向上的流动路径宽度相同。因为流动路径宽度小于第一内径,所以第二浇道r
2c
的流动路径横截面比第一浇道r
2b
的流动路径横截面具有更高的阻力。
73.如图6所示,第二浇道r
2c
在朝向浇口ga的方向(即x方向)上的长度随着在第一浇道r
2b
的延伸方向上距基准面m的距离增加而减小;例如,第二浇道r
2c
在沿z方向的中心处的浇口ga(称为第一浇口)处的长度为l0。第二浇道r
2c
在与设置在中心浇口ga旁边的浇口ga对应的点处的长度是l1,其中l1<l0。第二浇道r
2c
在设置成比每个浇口ga都更远离基准面m的每个浇口ga处的长度是l2,其中l2<l1。长度l0、l1和l2设定成使得注射树脂m从开口2b到第一浇口、浇口ga和第二浇口的到达时间相同。可以例如通过注射树脂m的流动模拟来确定每个长度。
74.第三浇道r
2d
是由在y方向上彼此面对的第三浇道r
2d
组合而形成的流动路径。第三浇道r
2d
是具有2
×
rd的第二内径的第二圆形管流动路径。因为第二内径大于第二浇道r
2c
的流动路径宽度,所以第三浇道r
2d
的流动路径横截面比第二浇道r
2c
的流动路径横截面具有更低的阻力。第二浇道r
2c
形成宽度为2
×
tc的狭缝sl2(见图7),该宽度与在第三浇道r
2d
的x方向侧上的、第三浇道r
2d
的大致整体延伸方向上的流动路径宽度相同。浇口ga是由在y方向
上彼此面对的浇口凹槽3a组合而形成的流动路径。
75.利用这种构造,在第二浇道r
2c
中,从第一浇道r
2b
到每个浇口ga的流动路径的最短距离根据开口2b和每个浇口ga之间的最短距离而不同。例如,在第二浇道r
2c
中,从第一浇道r
2b
到最靠近开口2b的第一浇口的流动路径中的最短距离是l0。另一方面,在距开口2b的最短距离依次变长的第一浇道r
2b
的流动路径、第二浇道r
2c
在对应于第二浇口的点处的流动路径中,从第一浇道r
2b
朝向浇口的最短距离随着从开口2b到每个浇口的最短距离变长而变短,如l1和l2那样。
76.现在将参照图8描述使用注射模具1的螺旋管204的制造过程。图8是根据第一实施例的注射模具中的注射树脂流的视图。
77.当制造螺旋管204时,注射模具1附接到注射模制机(未示出)。当注射模具1关闭时,模制空间s和通过螺旋翅片模制表面4c而与模制空间s连通的树脂流动路径f1、f2形成在由第一滑动芯1a、第二滑动芯1b和芯1c构成的组件内部。用于树脂流动路径f1、f2的第一端面1a中的每个注射端口2a与腔模板(未示出)中的注入口(未示出)连通。
78.从注射模制机以熔融状态注射的注射树脂m通过注入口和每个注射端口2a注射到树脂流动路径f1、f2中。注射树脂m的注射量根据模制空间s和树脂流动路径f1和f2的总体积预先确定。由于树脂流动路径f1和f2除了处于不同的位置之外是类似的流动路径,因此下面将仅描述树脂流动路径f1的示例。
79.如图8所示,注射到树脂流动路径f1的注射端口2a中的注射树脂m沿着入口浇道r
2a
中的路径朝向开口2b流动。在开口2b附近,注射树脂m在入口浇道r
2a
的远端所延伸的x方向上流动。当注射树脂m从开口2b进入第一浇道r
2b
时,注射树脂m流向第一浇道r
2b
的两端。由于第一浇道r
2b
在开口2b附近沿z方向延伸,所以在开口2b附近形成在两个方向上(从x方向到z方向)分支的t形分支流动路径。因此,注射树脂m的流动被分叉到朝向第一端面1a的第一浇道r
2b
和朝向第二端面1b的第一浇道r
2b
中。由于狭缝sl1在第一浇道r
2b
侧打开,注射树脂m的一部分树脂mc通过狭缝sl1流入第二浇道r
2c
。
80.然而,由于狭缝sl1的开口宽度(即在y方向上的宽度)小于第一浇道r
2b
的第一内径,所以第二浇道r
2c
的流动路径阻力大于第一浇道r
2b
的流动路径阻力。结果,作为除树脂mc之外的注射树脂m的树脂mb在第一浇道r
2b
的延伸方向上流动。树脂mb的量明显大于树脂mc的量。
81.根据流动方向上的流动路径的横截面尺寸,树脂mc的流动速度成比例地低于树脂mb的流动速度。因此,在树脂mc通过第三浇道r
2d
并流入浇口ga之前,树脂mc填充第一浇道r
2b
。在第一浇道r
2b
中的注射树脂m的填充完成时(以下称为第一填充完成时间),近似均匀的注射压力被施加到第一浇道r
2b
中的所有注射树脂m,使得注射树脂m从狭缝sl1被完全挤出到第二浇道r
2c
中。
82.直到第一填充完成时间,树脂mc逐渐流入第二浇道r
2c
。因为用树脂mb填充第一浇道r
2b
花费的时间对应于第一浇道r
2b
的长度,所以树脂mc流入第二浇道r
2c
的时机在z方向上离基准面m越远的位置被延迟。施加到树脂mc的压力随着z方向上距基准面m的距离增加而降低。结果,流入第二浇道r
2c
的树脂mc的量随着树脂mc在z方向上移动远离基准面m而减少。类似地,树脂mc的流动速度随着树脂mc在z方向上移动远离基准面m而降低。
83.因此,当第一浇道r
2b
为直线形时,在第二浇道r
2c
中行进的树脂mc以扇形展开,其
中树脂mc在基准面m处的流动长度最长。然而,由于第一浇道r
2b
朝向第三浇道r
2d
凹入地弯曲,所以树脂mc的前缘根据第一浇道r
2b
的曲率量而变得平坦。因此,通过适当地设定第二浇道r
2c
的流动路径横截面的抵抗性的大小和第一浇道r
2b
的曲率,来减小第二浇道r
2c
在z方向上的填充时间的差异。
84.当第二浇道r
2c
的出口沿着第三浇道r
2d
是直线形的时,第一浇道r
2b
的曲率限定第二浇道r
2c
中的流动路径长度在第一浇道r
2b
的延伸方向上的分布。以这种方式,随着树脂mc向第三浇道r
2d
前进,树脂mc的前缘在x方向上变得平坦。结果,沿着第二浇道r
2c
的z方向的每个位置基本同时被填充。第二浇道r
2c
的填充完成的时间在下文中称为第二填充完成时间。
85.流入第二浇道r
2c
的树脂mc在第一填充完成时间之前是湍流的。如果为了进一步缩小注射模具1的尺寸,缩短第二浇道r
2c
中在x方向上的长度,则树脂mc的在x方向上的前缘位置可以根据在z方向上的位置而在一定程度上变化。通过在下游浇道中设置第三浇道r
2d
,减少由于树脂mc的前缘的扰动而导致的注射树脂m到达每个浇口ga的时间偏差。
86.在x方向上穿过第二浇道r
2c
的树脂mc通过狭缝sl2流入第三浇道r
2d
。第三浇道r
2d
的第二内径大于狭缝sl2的开口宽度(即在y方向上的宽度)。当进入第三浇道r
2d
的树脂md流入第三浇道r
2d
时,树脂md被分散,并且树脂md的流动速度降低。因此,在树脂md在一定程度上填充第三浇道r
2d
之后,树脂md从附近的浇口流入模制空间s。流入内部流动通道模制空间4c的树脂允许树脂流向管状部分模制表面4a的端部,以完全填充对应于管状部分模制表面4a的端部的模制空间s,并进一步填充端部环模制表面4d(如果提供的话)。
87.结果,在所得螺旋管204的端部没有形成空穴,并且即使树脂md在第三浇道r
2d
的纵向方向上的量由于树脂mc的前缘的变化而变化,树脂md到达各个浇口的时间也是相等的。如上所述,在本实施例中,即使浇口ga在z方向上的位置彼此不同,注射树脂m也同时到达每个浇口ga。
88.在注射树脂m填充第三浇道r
2d
之后,注射树脂m通过浇口ga填充模制空间s,因为基本均匀的注射压力被施加到下游浇道中的所有注射树脂m。填充到模制空间s中的注射树脂m通过向第一滑动芯1a、第二滑动芯1b和芯1c传导热量而被冷却。如图4所示,当注射树脂m放置一段时间,在这段时间内注射树脂m的温度变得等于或低于玻璃化转变点时,形成模制体50,注射模具1中的注射树脂m在其中固化。此后,打开注射模具1。当注射模具1打开时,第一滑动芯1a和第二滑动芯1b在y方向上彼此分离。这使得模制体50能够脱模。模制体50包括螺旋管204和流动路径树脂部分q1、q2。
89.流动路径树脂部分q1通过固化填充在树脂流动路径f1中的注射树脂m而形成。流动路径树脂部分q1包括浇道树脂部分52和浇口树脂部分53a。浇道树脂部分52是上游浇道和下游浇道的形状所对应的部分。浇口树脂部分53a是浇口ga的形状分别所对应的部分。流动路径树脂部分q2通过填充在树脂通道f2中的注射树脂m的固化而形成。与流动路径树脂部分q1类似,流动路径树脂部分q2包括浇道树脂部分52和浇口树脂部分53a。通过本领域已知的二次操作将流动路径树脂部分q1、q2与模制体50分离来制造模制品54。
90.现在参考图9,示出了图6所示的浇口构造的替代浇口构造,其中相同的特征用图6中相同的附图标记来表示。在图9中,从浇道凹槽2d提供树脂的浇口3b可以替代地在每一道螺旋翅片模制表面4b的侧表面4ba、4bb上具有输出部3a。在这种构造中,内部流动通道模制
表面4c可以从螺旋翅片模制表面4b的侧表面4ba延伸,该侧表面4ba与浇口3b进入螺旋翅片模制表面4b的侧表面4bb相对。如上所述,这种内部流动通道模制表面4c可以延伸到薄壁管模制表面4a的相应端部,或者可替代地,延伸到端部环模制表面4d(如果提供的话)。尽管在图9中仅示出了一道螺旋翅片模制表面4b,但所有这些道可以具有类似的浇口构造,或者一些这样的道(比如仅端部那道)可以具有图9的浇口构造。
91.上述内部流动通道222可以构造成向薄壁管模制产品的端部提供必要的树脂流,同时保持所需的柔性要求,这特别适用于在内窥镜的插入部分上使用的螺旋管。不是加厚整个管210的壁或加厚其大部分,内部流动通道222使高度可控和可引导的塑料能够流向最后填充区域,而不会不利地增加管210的弯曲刚度。为了用于内窥镜检查过程,螺旋管204必须保持所需的柔性量。
92.虽然已经示出和描述了被认为是优选的实施例,但当然应当理解,在不脱离本发明的精神的情况下,可以容易地在形式或细节上进行各种修改和变化。因此,本发明并不局限于所描述和说明的确切形式,而是应该构造成覆盖可能落入所附权利要求范围内的所有修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。