1.本发明涉及制冷系统领域,特别涉及一种水冷机组用缓冲机构,以及上述缓冲机构的制造工艺。
背景技术:
2.在制冷行业中分为风冷式冷水机组和水冷式冷水机组两种,根据压缩机又分为螺杆式冷水机组、涡旋式冷水机组、离心式冷水机组。在温度控制上分为低温工业冷水机和常温冷水机,常温机组温度一般控制在0度
‑
35度范围内。低温机组温度控制一般在0度至
‑
100度左右。
3.冷水机组又称为:冷冻机、制冷机组、冰水机组、冷却设备等,因各行各业的使用比较广泛,所以对冷水机组的要求也不一样。其工作原理是一个多功能的机器,除去了液体蒸气通过压缩或热吸收式制冷循环。
4.冷水机组包括四个主要组成部分:压缩机,蒸发器,冷凝器,膨胀阀,从而实现了机组制冷制热效果。
5.对于冷水机组中的冷凝器的结构,其通常包括一冷凝筒体,在冷凝筒体内具有一冷凝空腔,所述冷凝空腔内安装有换热管,在冷凝筒体上还开有与换热管相连通的物料进口、物料出口,所述冷凝筒体上还开有与冷凝空腔相连通的换热进口、换热出口。从冷凝的过程中,换热管内通入需要冷凝的物料,而从换热进口处通入进行热交换用的换热气体。而传统的冷凝器结构中,其换热进口通过正对着换热管的,因此,在进行冷凝的过程中,换热气体都是直接吹向换热管的外壁,而这种换热气体的冲击力是比较大的,长期使用后,会导致换热管的外壁造成损伤,影响换热管的使用寿命。
技术实现要素:
6.本发明要解决的技术问题是提供一种能够减少对换热管造成冲击的水冷机组用缓冲机构,以及上述缓冲机构的制造工艺。
7.为解决上述技术问题,本发明的技术方案为:一种水冷机组用缓冲机构,水冷机组包括一水冷机架,在水冷机架上安装有冷凝器、蒸发器,所述冷凝器包括一冷凝筒体,在冷凝筒体内具有一冷凝空腔,所述冷凝空腔内安装有换热管,在冷凝筒体上还开有与换热管相连通的物料进口、物料出口,所述冷凝筒体上还开有与冷凝空腔相连通的换热进口、换热出口,其创新点在于:缓冲机构包括一安装在冷凝筒体的冷凝空腔的挡风板,所述挡风板位于换热管与换热进口之间,且挡风板正对着换热进口。
8.进一步的,所述挡风板的面积大于换热进口的面积。
9.进一步的,所述挡风板呈矩形状,在挡风板的两侧还均开有一v形缺口,且两个v形缺口的顶点之间的间距大于换热进口的直径的尺寸。
10.进一步的,所述v形缺口的开度在100
°‑
160
°
之间。
11.一种水冷机组用缓冲机构的制造工艺,其创新点在于:包括下述步骤s1 选材:首先,根据需要将的挡风板的尺寸、形状和厚度要求,选择对应的厚度的板材;s2 划线:然后,在板材上划出所需成型的挡风板的矩形外轮廓线,所述外轮廓线包括矩形的粗加工外轮廓线以及矩形的精加工外轮廓线,粗加工外轮廓线与精加工外轮廓线之间的间距为0.5cm
‑
1cm之间;s3 初切断:通等离子切割的方式沿着板材的粗加工外轮廓线对板材进行切断,从而得到一块所需的板材初样;s4 精切断:通过激光切割的方式对板材初样进行再次切割,沿着精加工外轮廓线进行切断,从而得到了所需的矩形状的挡风板半成品;s5 二次划线:对挡风板半成品进行二次划线,划出所需的v形缺口轮廓线,所述v形缺口轮廓线包括初加工v形口轮廓线及精加工v形口轮廓线,且初加工v形口轮廓线与精加工v形口轮廓线之间的间距在0.2cm
‑
0.4cm之间;s6 v形口初加工:通过激光切割的方式沿着挡风板半成品的初加工v形口轮廓线对挡风板半成品进行切割,从而切割出两个除成形的v形口;s7 v形口精加工:在通过线切割的方式沿着挡风板半成品的精加工v形口轮廓线对挡风板半成品进行二次切割,从而切割出两个所需的v形口,此时得到了一个挡风板除成品;s7 挡风板粗铣:采用四刃刀片的盘形刀对挡风板除成品的表面进行粗铣,在粗铣的过程中,盘形刀的转速为80r/min,进刀速度为0.25mm/r;s8 挡风板精铣:再采用三刃刀片的盘形刀对挡风板除成品的平面进行精铣,在精铣的过程中,盘形刀的转速为200r/min,进刀速度为0.1mm/r,从得到了所需的挡风板成品。
12.本发明的优点在于:本发明中,通过在换热管与换热进口之间增设一挡风板,利用挡风板来对换热进口吹向换热管的换热气体进行阻挡缓冲,有效的降低了换热气体对换热管的冲击力,相对应的,也就降低了对换热管的损伤,提高了换热管的使用寿命。
13.通过将挡风板的面积设计的大于换热进口的面积,从而能够尽可能的对所有的换热气体均进行阻挡,进一步的减少换热气体对换热管的冲击力。
14.而在挡风板的两侧开设v形缺口,则是为了方便缓冲后的换热气体能够快速的从挡风板上流出,避免因挡风板的存在,而导致换热气体在换热进口处发生堵塞,进而导致压力增大,保证冷凝器的顺利工作。
15.对于挡风板的制造,通过选材、划线、初切断、 精切断、二次划线、v形口初加工、v形口精加工等工序的配合来加工挡风板,从加工出尺寸精度要求比较高的挡风板,最后再配合挡风板粗铣、挡风板精铣的工序,采用先粗铣后精铣的方式,并配合盘形刀的转速与进刀速度无需后续的修整工作,保证了挡风板平面的平整度,方便对换热气体进行缓冲,大大提高了加工效率。
附图说明
16.下面结合附图和具体实施方式对本发明作进一步详细的说明。
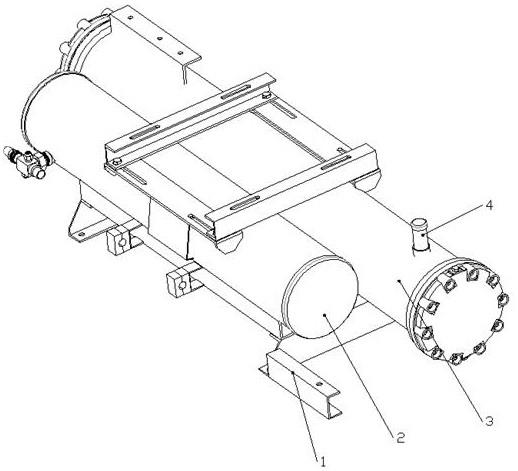
17.图1为本发明的水冷机组用缓冲机构的示意图。
18.图2为本发明的水冷机组用缓冲机构的俯视图。
19.图3为图2的a
‑
a剖视图。
20.图4为本发明中挡风板与进气管的配合示意图。
21.图5为图4的俯视图。
22.图6为图4的正视图。
具体实施方式
23.下面的实施例可以使本专业的技术人员更全面地理解本发明,但并不因此将本发明限制在所述的实施例范围之中。
24.如图1
‑
图6所示的一种水冷机组用缓冲机构,水冷机组包括一水冷机架1,在水冷机架1上安装有冷凝器3、蒸发器2,冷凝器包括一冷凝筒体3,在冷凝筒体3内具有一冷凝空腔31,冷凝空腔31内安装有换热管,在冷凝筒体3上还开有与换热管相连通的物料进口、物料出口,冷凝筒体3上还开有与冷凝空腔31相连通的换热进口、换热出口,在换热进口处连接有进气管4。
25.在冷凝筒体3的冷凝空腔31中还安装有一挡风板5,挡风板5位于换热管与换热进口之间,且挡风板5正对着换热进口。在本实施例中,挡风板5可直接焊接在冷凝筒体3的内壁上,也可通过连接杆的辅助固定在冷凝筒体3的内壁上。
26.挡风板5的面积大于换热进口的面积。通过将挡风板5的面积设计的大于换热进口的面积,从而能够尽可能的对所有的换热气体均进行阻挡,进一步的减少换热气体对换热管的冲击力。
27.如图4所示的示意图可知,挡风板5呈矩形状,在挡风板5的两侧还均开有一v形缺口51,且两个v形缺口51的顶点之间的间距大于换热进口的直径的尺寸。在挡风板5的两侧开设v形缺口51,则是为了方便缓冲后的换热气体能够快速的从挡风板上流出,避免因挡风板的存在,而导致换热气体在换热进口处发生堵塞,进而导致压力增大,保证冷凝器的顺利工作,而控制且两个v形缺口51的顶点之间的间距,则是为了避免因v形缺口51的存在,而导致有部分的换热气体从v形缺口51直接冲击在换热管的表面上。
28.v形缺口51的开度在100
°‑
160
°
之间。对于v形缺口51的开度的设计,则是为了能够方便缓冲后的气体能够快速的流出,同时又不会影响到挡风板5对换热气体的缓冲作用。
29.本发明中的水冷机组用缓冲机构,通过在换热管与换热进口之间增设一挡风板5,利用挡风板5来对换热进口吹向换热管的换热气体进行阻挡缓冲,有效的降低了换热气体对换热管的冲击力,相对应的,也就降低了对换热管的损伤,提高了换热管的使用寿命。
30.上述结构的挡风板通过下述步骤得以实现:s1 选材:首先,根据需要将的挡风板的尺寸、形状和厚度要求,选择对应的厚度的板材。
31.s2 划线:然后,在板材上划出所需成型的挡风板的矩形外轮廓线,所述外轮廓线包括矩形的粗加工外轮廓线以及矩形的精加工外轮廓线,粗加工外轮廓线与精加工外轮廓线之间的间距为0.5cm
‑
1cm之间。
32.s3 初切断:通等离子切割的方式沿着板材的粗加工外轮廓线对板材进行切断,从而得到一块所需的板材初样。
33.s4 精切断:通过激光切割的方式对板材初样进行再次切割,沿着精加工外轮廓线进行切断,从而得到了所需的矩形状的挡风板半成品。
34.s5 二次划线:对挡风板半成品进行二次划线,划出所需的v形缺口轮廓线,所述v形缺口轮廓线包括初加工v形口轮廓线及精加工v形口轮廓线,且初加工v形口轮廓线与精加工v形口轮廓线之间的间距在0.2cm
‑
0.4cm之间。
35.s6 v形口初加工:通过激光切割的方式沿着挡风板半成品的初加工v形口轮廓线对挡风板半成品进行切割,从而切割出两个除成形的v形口。
36.s7 v形口精加工:在通过线切割的方式沿着挡风板半成品的精加工v形口轮廓线对挡风板半成品进行二次切割,从而切割出两个所需的v形口,此时得到了一个挡风板除成品。
37.s7 挡风板粗铣:采用四刃刀片的盘形刀对挡风板除成品的表面进行粗铣,在粗铣的过程中,四刃刀片的盘形刀采用合金刀,对于盘形刀的选用,采用合金刀,也是利用合金刀本身硬度高、韧性好、耐磨、耐热的特性,来确保铣削加工的顺利进行,盘形刀的转速为80r/min,进刀速度为0.25mm/r。
38.s8 挡风板精铣:再采用三刃刀片的盘形刀对挡风板除成品的平面进行精铣,在精铣的过程中,三刃刀片的盘形刀采用合金刀,对于盘形刀的选用,采用合金刀,也是利用合金刀本身硬度高、韧性好、耐磨、耐热的特性,来确保铣削加工的顺利进行,盘形刀的转速为200r/min,进刀速度为0.1mm/r,从得到了所需的挡风板成品。
39.对于挡风板的制造,通过选材、划线、初切断、 精切断、二次划线、v形口初加工、v形口精加工等工序的配合来加工挡风板,从加工出尺寸精度要求比较高的挡风板,最后再配合挡风板粗铣、挡风板精铣的工序,采用先粗铣后精铣的方式,并配合盘形刀的转速与进刀速度无需后续的修整工作,保证了挡风板平面的平整度,方便对换热气体进行缓冲,大大提高了加工效率。
40.本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。