1.本发明涉及医用植入体技术领域,特别是一种增材制造多孔钽人工胫骨垫块。
背景技术:
2.全膝关节置换术已成为一种日臻完善、普遍应用的外科技术。它对减轻终末期膝关节病患者疼痛、恢复或改善膝关节功能、提高患者生活质量具有其他手术难以替代的优点。但在全膝关节置换术及翻修术的患者中,特别是存在严重膝关节内外翻畸形的患者,常存在不同程度的胫骨缺损。胫骨缺损的外科治疗包括使用碎骨填充、骨嵌塞移植、异体骨移植、骨水泥螺钉重建、干垢端袖套等。在某些情况下,通常需要去除胫骨近端相对较厚的部分,用一个形状类似已切除骨的增厚块代替,这样往往同时导致切除不必要的健康骨。例如,即使周围骨是健康的,而且只有内部骨受损,现有技术的方法经常同时切除健康的周围骨和受损的内部骨。
3.多孔钽胫骨垫块具有一体化多孔结构,高孔隙率以及孔道连通性,可保护健康的周边骨组织,显著提高骨融合,同时多孔钽金属具有优异的生物相容性,骨细胞融合,骨长入性能优异。但是,传统的多孔钽胫骨垫块力学性能不佳,与人体松质骨的力学性能匹配性差,容易产生应力屏蔽效应造成骨溶解。
技术实现要素:
4.本发明主要针对现有技术中存在的问题,提供一种增材制造多孔钽人工胫骨垫块,采用特定的孔隙率、丝径和孔径,提高人工胫骨垫块与人体松质骨的力学性能匹配性,有效避免应力屏蔽效应造成的骨溶解。
5.为达到上述目的,本技术采用的技术方案是:
6.一种增材制造多孔钽人工胫骨垫块,所述胫骨垫块由含钽金属粉末经增材制造工艺一体成型,内部呈多孔桁架结构,孔隙率50%~85%,丝径200~500μm,孔径300~1500μm;所述胫骨垫块外型为与人体胫骨相匹配的中空台体,包括有胫骨近端面、胫骨远端面、外表面和内表面,所述内表面设有柱面凹槽,所述多孔衍架结构的孔隙内填充有生物活性肽。
7.优选地,所述外表面包括前端面、后端面、左端面和右端面,所述前端面、后端面、左端面和右端面中相邻两个面之间为弧形过度,所述外表面和所述内表面形状相匹配。
8.优选地,所述胫骨近端面呈左右阶梯形。
9.优选地,所述胫骨近端面的左右阶梯之间高度差为10~15mm。
10.优选地,所述左端面和所述右端面分别与竖直方向呈一定角度,角度范围8~30
°
。
11.优选地,所述后端面和所述前端面分别与竖直方向呈一定角度,角度范围10~18
°
。
12.优选地,所述胫骨垫块内部的多孔衍架结构为菱形十二面体结构或仿生骨小梁结构。
13.优选地,所述孔隙率为70%,所述丝径为300μm,所述孔径为800μm。
14.优选地,所述含钽金属粉末为医用纯钽粉末或钽合金粉末,粒径15~100μm。
15.优选地,所述胫骨垫块的具体制造步骤为:
16.s1,利用三维建模软件,根据人体胫骨的形状构建多孔胫骨垫块的三维模型,将所述三维模型数据导入到增材制造设备;
17.s2,对所述三维模型进行切片处理,并制定好相应参数及扫描路径规划,采用层层烧结堆砌的方法打印成型;
18.s3,进行后处理加工,具体包括清粉,线切割,去支撑,喷砂,超声清洗,热处理,末道清洗,干燥,灭菌;
19.s4,将灭菌后的胫骨垫块放入生物活性肽溶液中浸泡24小时,干燥。
20.本发明的有益效果为:(1)通过增材制造方式一次成型,合理的孔道设计使其具有同人体松质骨非常相似的力学性能,同时金属钽具有优异的生物相容性,骨细胞融合,能够有效避免应力屏蔽效应造成的骨溶解,适用于不同程度胫骨缺损患者,解决临床重大需求;(2)本发明的胫骨垫块外型为与人体胫骨相匹配的中空台体,与人体胫骨适应性好,力学性能更优,在保持周边健康骨的同时,促进骨组织快速长入和再生,恢复膝关节置换修复的稳定种植平台;(3)通过在孔隙内填充生物活性肽,可以快速诱导关节组织的长入和再生,提高胫骨垫块的适应性。
附图说明
21.图1为本发明实施例一中胫骨垫块的立体示意图。
22.图2为本发明实施例二中胫骨垫块的立体示意图。
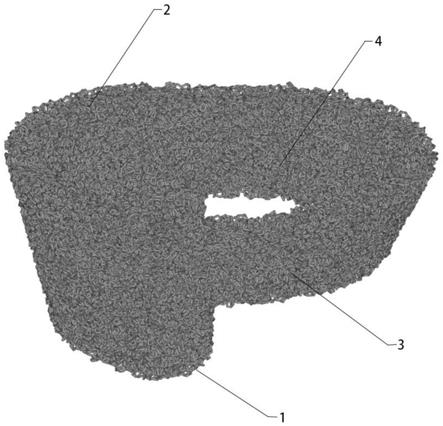
23.图3为本发明实施例三中胫骨垫块的结构示意图。
24.图4为本发明胫骨垫块的等效试件的压缩曲线。
25.图5为本发明胫骨垫块的等效试件的弯曲曲线。
26.图6为本发明胫骨垫块的等效试件的扭转曲线。
27.图7为本发明胫骨垫块的等效试件的压缩疲劳曲线。
28.图8为本发明胫骨垫块与nih
‑
3t3共培养活死细胞染色实验结果图。
29.图9为本发明胫骨垫块的局部光学显微图。
30.图10为本发明胫骨垫块的局部sem图。
31.其中,1
‑
胫骨近端面,2
‑
胫骨远端面,3
‑
外表面,4
‑
内表面。
具体实施方式
32.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性的劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
33.一种增材制造多孔钽人工胫骨垫块,所述胫骨垫块由含钽金属粉末经增材制造工艺一体成型,内部呈多孔桁架结构,孔隙率50%~85%,丝径200~500μm,孔径300~1500μm;所述胫骨垫块外型为与人体胫骨相匹配的中空台体,包括有胫骨近端面1、胫骨远端面2、外表面3和内表面4,所述内表面4设有柱面凹槽,所述多孔衍架结构的孔隙内填充有生物活
性肽。所述柱面凹槽用来匹配人工膝关节胫骨平台组件。
34.实施例一
35.如图1所示,本实施例的胫骨垫块内部的多孔桁架结构为仿生骨小梁结构,其胫骨近端面1呈左右阶梯形,左右阶梯之间高度差为15mm,多孔桁架结构的丝径为0.3mm,平均孔径0.8mm,孔隙率70%,左端面与右端面之间距离50mm,前端面与后端面之间距离32mm,胫骨近端面1与胫骨远端面2的最低高度为15mm,左端面和右端面分别与竖直方向呈20
°
倾斜,前端面和后端面与竖直方向成15
°
倾斜,内表面4和外表面3之间的厚度为5mm,柱面凹槽深度为3mm。
36.由医用纯钽粉末经增材制造工艺一体成型,粉末粒径为15~45μm,具体的制造步骤为:
37.s1,利用三维建模软件,根据人体胫骨的形状构建多孔胫骨垫块的三维模型,将所述三维模型数据导入到增材制造设备;
38.s2,对所述三维模型进行切片处理,并制定好相应参数及扫描路径规划,采用层层烧结堆砌的方法打印成型;
39.s3,进行后处理加工,具体包括清粉,线切割,去支撑,喷砂,超声清洗,热处理,末道清洗,干燥,灭菌;
40.s4,将灭菌后的胫骨垫块放入生物活性肽溶液中浸泡24小时,干燥。
41.其中,生物活性肽包括多肽a、多肽b、多肽c,
42.多肽a的氨基酸序列:arg
‑
tyr
‑
trp
‑
his
‑
phe
‑
ile
‑
met
‑
leu
‑
val
‑
cys
‑
ser
‑
thr
‑
pro
‑
ala;
43.多肽b的氨基酸序列:asn
‑
leu
‑
arg
‑
glu
‑
thr
‑
a1a
‑
glu
‑
lys
‑
ala
‑
gly
‑
glu
‑
asp;
44.多肽c的氨基酸序列:lys
‑
ala
‑
tyr
‑
glu
‑
gly
‑
leu
‑
thr
‑
trp
‑
hse
‑
asp
‑
val
‑
lys;
45.金属增材制造设备为粉末激光熔融设备,加工过程的工艺参数包括:激光功率150w
‑
350w,例如,200w
‑
300w、220
‑
260w、160
‑
240w、250
‑
330w、270w、320w或者340w;扫描速度100mm/s
‑
500mm/s,例如,200mm/s
‑
400mm/s、150mm/s
‑
350mm/s、360
‑
450mm/s、140mm/s、170mm/s、180mm/s、330mm/s、380mm/s、440mm/s或者470mm/s等等;扫描线间距0.05mm
‑
0.15mm,例如,0.06
‑
0.09mm、0.1
‑
0.14mm、0.08
‑
0.13mm、0.07mm、0.11mm或者0.12mm等等;基板温度100℃
‑
200℃,例如,120℃
‑
180℃、140℃
‑
160℃、110℃、150℃、170℃或者190℃等等;以及,切片层厚0.02
‑
0.05mm,例如,0.03mm或者0.04mm。
46.喷砂材料为粒径120目的非金属砂,喷砂压力为0.45mpa,喷砂时间20s。
47.超声清洗剂依次为丙酮、污水乙醇、蒸馏水,总清洗时间为20h。
48.干燥温度为70℃,时间为0.5h。
49.热处理退火过程为高真空退火,真空度≤3*10
‑3pa,退火温度1000℃,保温时间2h,随炉冷却。
50.使用无水乙醇进行末道清洗,方式为超声清洗,时间30min。
51.结合图4
‑
10,对本实施例的胫骨垫块等效力学试块进行测试,其结果为抗压强度33.6mpa,压缩模量2.95gpa,弯曲强度57mpa,最大扭矩69.6n
·
cm,同时具有优异的生物相容性,骨细胞融合,骨长入性能优于传统的多孔钽垫块。
52.实施例二
53.如图2所示,本实施例的胫骨垫块内部的多孔桁架结构为菱形十二面体结构,其多孔桁架结构的丝径为0.3mm,平均孔径1mm,孔隙率76%,左端面与右端面之间距离55mm,前端面与后端面之间距离33mm,胫骨近端面1与胫骨远端面2之间距离为15mm,左端面和右端面分别与竖直方向呈20
°
倾斜,前端面和后端面与竖直方向成15
°
倾斜,内表面4和外表面3之间的厚度为5mm,柱面凹槽深度为3mm。
54.由钽合金粉末经增材制造工艺一体成型,粉末粒径为15~45μm,具体的制造步骤为:
55.s1,利用三维建模软件,根据人体胫骨的形状构建多孔胫骨垫块的三维模型,将所述三维模型数据导入到增材制造设备;
56.s2,对所述三维模型进行切片处理,并制定好相应参数及扫描路径规划,采用层层烧结堆砌的方法打印成型;
57.s3,进行后处理加工,具体包括清粉,线切割,去支撑,喷砂,超声清洗,末道清洗,干燥,灭菌;
58.s4,将灭菌后的胫骨垫块放入生物活性肽溶液中浸泡24小时,干燥。
59.其中,生物活性肽包括多肽a、多肽b、多肽c,
60.多肽a的氨基酸序列:arg
‑
tyr
‑
trp
‑
his
‑
phe
‑
ile
‑
met
‑
leu
‑
val
‑
cys
‑
ser
‑
thr
‑
pro
‑
ala;
61.多肽b的氨基酸序列:asn
‑
leu
‑
arg
‑
glu
‑
thr
‑
ala
‑
glu
‑
lys
‑
ala
‑
gly
‑
glu
‑
asp;
62.多肽c的氨基酸序列:lys
‑
ala
‑
tyr
‑
glu
‑
gly
‑
leu
‑
thr
‑
trp
‑
hse
‑
asp
‑
val
‑
lys;
63.金属增材制造设备为粉末床电子束熔融设备,粉末床电子束熔融设备主要工艺参数为:预热温度750
‑
1500℃,扫描电流2
‑
20ma,扫描速度1.0
×
104‑
1.0
×
106mm/s,切片层厚为20
‑
100μm;
64.喷砂材料为粒径120目的非金属砂,喷砂压力为0.45mpa,喷砂时间30s;
65.超声清洗剂依次为丙酮、污水乙醇、蒸馏水,总清洗时间为20h;
66.烘干温度为60℃,时间为0.5h;
67.使用无水乙醇进行末道清洗,方式为超声清洗,时间30min。
68.结合图4
‑
10,对本实施例的胫骨垫块等效力学试块进行测试,其结果为抗压强度22.9mpa,压缩模量1.57gpa,弯曲强度44mpa,最大扭矩51.8n
·
cm,同时具有优异的生物相容性,骨细胞融合,骨长入性能优于传统的多孔钽垫块。
69.实施例三
70.如图3所示,本实施例的胫骨垫块内部的多孔桁架结构为仿生骨小梁结构,其胫骨近端面呈左右阶梯形,左右阶梯之间呈弧形过度,左右阶梯高度差为15mm,多孔桁架结构的丝径为0.25mm,平均孔径0.35mm,孔隙率65%,左端面与右端面之间距离55mm,前端面与后端面之间距离33mm,胫骨近端面1与胫骨远端面2之间距离为15mm,左端面和右端面分别与竖直方向呈20
°
倾斜,前端面和后端面与竖直方向成15
°
倾斜,内表面4和外表面3之间的厚度为5mm,柱面凹槽深度为3mm。
71.由钽合金粉末经增材制造工艺一体成型,粉末粒径为45~100μm,具体的制造步骤为:
72.s1,利用三维建模软件,根据人体胫骨的形状构建多孔胫骨垫块的三维模型,将所
述三维模型数据导入到增材制造设备;
73.s2,对所述三维模型进行切片处理,并制定好相应参数及扫描路径规划,采用层层烧结堆砌的方法打印成型;
74.s3,进行后处理加工,具体包括清粉,线切割,去支撑,喷砂,超声清洗,末道清洗,干燥,灭菌;
75.s4,将灭菌后的胫骨垫块放入生物活性肽溶液中浸泡24小时,干燥。
76.其中,生物活性肽包括多肽a、多肽b、多肽c,
77.多肽a的氨基酸序列:arg
‑
tyr
‑
trp
‑
his
‑
phe
‑
ile
‑
met
‑
leu
‑
val
‑
cys
‑
ser
‑
thr
‑
pro
‑
ala;
78.多肽b的氨基酸序列:asn
‑
leu
‑
arg
‑
glu
‑
thr
‑
ala
‑
glu
‑
lys
‑
ala
‑
gly
‑
glu
‑
asp;
79.多肽c的氨基酸序列:lys
‑
ala
‑
tyr
‑
glu
‑
gly
‑
leu
‑
thr
‑
trp
‑
hse
‑
asp
‑
val
‑
lys;
80.金属增材制造设备为粉末床电子束熔融设备,粉末床电子束熔融设备主要工艺参数为:预热温度750
‑
1500℃,扫描电流2
‑
20ma,扫描速度1.0
×
104‑
1.0
×
106mm/s,切片层厚为20
‑
100μm。
81.喷砂材料为粒径120目的非金属砂,喷砂压力为0.45mpa,喷砂时间30s。
82.超声清洗剂依次为丙酮、污水乙醇、蒸馏水,总清洗时间为20h。
83.烘干温度为60℃,时间为0.5h。
84.使用无水乙醇进行末道清洗,方式为超声清洗,时间30min。
85.结合图4
‑
10,对本实施例的胫骨垫块等效力学试块进行测试,其结果为抗压强度28.9mpa,压缩模量2.27gpa,弯曲强度51mpa,最大扭矩60.2n
·
cm,同时具有优异的生物相容性,骨细胞融合,骨长入性能优于传统的多孔钽垫块。
86.通过对胫骨垫块等效力学试块的测试,其抗压强度为15~60mpa,压缩模量1~4gpa,弯曲强度为25~100mpa,最大扭矩为25~100n
·
cm,结合测试结果可知,本发明的胫骨垫块具有同人体松质骨非常相似的力学性能,同时金属钽具有优异的生物相容性,骨细胞融合,能够有效避免应力屏蔽效应造成的骨溶解,适用于不同程度胫骨缺损患者,解决临床重大需求。
87.以上仅为本技术的实施方式,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。