1.本技术涉及一种涂料滚筒面层和均匀地施加涂料的方法。
背景技术:
2.由于可能的装饰效果,多色涂料系统引起了人们的注意。与真正的石材相比,多色涂料系统重量更轻,成本更低且更环保。这些多色涂料可以通过组合两种或更多种在添加到另一种涂料液(例如另一种颜色的涂料或无色涂料基料)中时稳定的单色涂料来形成。因此,在基础涂料液体中将存在每种涂料颜色的离散域。然而,多色涂料系统的施加是困难且昂贵的。
3.常规地,使用专用喷枪来施加多色涂料。例如专用喷枪的专用设备需求限制了多色涂料的大量采用。
4.当用滚筒施加涂料时,漆工通常在基材(例如墙壁)上以重叠的笔触来回移动滚筒。当用传统的涂料滚筒施加多色涂料时,这种笔触可能会因为以下原因中的一种或多种损害涂料涂层的质量:在基材上的区域中聚集太多的颜色斑点;随着施加期间不同颜色的域的尺寸减小,斑点的尺寸变得太小;和/或一种颜色可能会与另一种颜色混合。
技术实现要素:
5.本文公开了一种用于多色涂料的施加系统,其避免了使用喷涂设备的必要性。这一系统可以在自己动手的应用以及专业漆工的情况下更多地使用多色涂料。另外,本文公开了一种用于表征涂料,特别是多色涂料的施加质量的方法。因此,在一个实施例中,提供了一种包含具有以下的发泡体的涂料滚筒面层:(i)在第一边缘和第二边缘之间延伸的表面和所述表面上的凹槽,其中所述凹槽的特征在于所述凹槽的至少一部分相对于发泡体的边缘成一定角度设置,并且凹槽深度为1至15毫米,以及(ii)平均孔尺寸在约0.03至约0.5厘米的范围内。
6.上述滚筒面层特别适合于将多色涂料施加到基材上。因此,在另一个实施例中,提供了一种均匀地施加多色涂料的方法,所述多色涂料包含各自在离散域中的两种或更多种不同颜色的涂料,其中所述域具有平均域尺寸,所述方法包含将多色涂料施加到上述涂料滚筒面层上,其中聚氨酯发泡体的平均孔尺寸在多色涂料中的平均域尺寸的25%内,向涂料滚筒面层施加压力到打算涂覆的表面。
7.在另一个实施例中,提供了一种表征施加到表面上的涂料的均匀性的方法,所述方法包含:将涂覆过的表面的图像数字化;测量数字化图像的y方向和x方向上的斑点计数;计算x和y方向的斑点计数的方差,并确定斑点计数的方差是大于还是小于目标值。斑点计数意思是在x或y方向上的设定距离内的斑点数。每个斑点是在线性测量方向(例如x或y方向)上一种涂料颜色的连续区域。
8.下面详细描述上述和其他实施例。
附图说明
9.图1示出了使用常规滚筒的涂覆过的表面。
10.图2示出了使用本文描述的滚筒的涂覆过的表面。
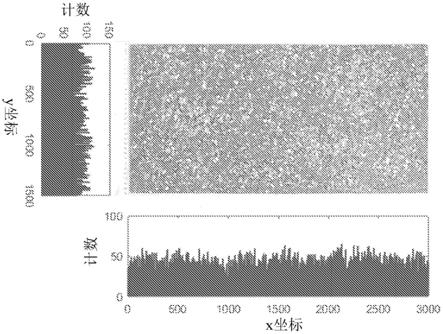
11.图3a
‑
c示出了非均匀样品的涂覆过的表面的图像(中心)和图像的y和x坐标的直方图。图3a对应于比较实例1的图像。图3b对应于比较实例2的图像。
12.图3c对应于比较实例3的图像。
13.图4a
‑
c示出了均匀样品的涂覆过的表面的图像(中心)和图像的y和x坐标的直方图。图4a对应于实例1的图像。图4b对应于实例2的图像。图4c对应于实例3的图像。
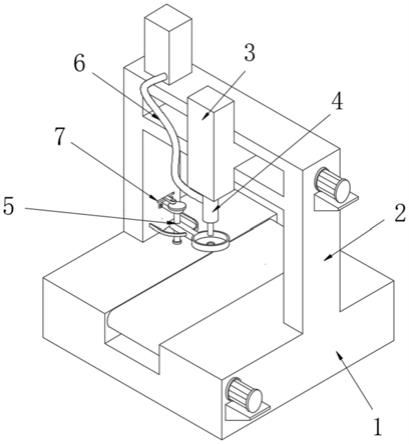
14.图5示出了具有螺旋结构的涂料滚筒面层的研磨模型。
15.图6示出了不具有螺旋结构(左)和具有螺旋结构(右)的滚筒的涂料覆盖的比较。滚筒每英寸有25个孔隙,在每种情况下为15毫米厚。
16.图7示出了使用比较滚筒(a、b、c)和本文所述的滚筒(d、e、f)制备的涂覆过的板的图像。
17.图8示出了各种发泡体的硬度测试结果。
18.图9示出了具有各种规格的发泡体的图像。
19.图10示出了说明用于图像分析的直方图方法的示意图。
具体实施方式
20.如本文所用,术语“ppi”是指每英寸的孔隙。
21.发明人惊奇地发现,具有特定构造的涂料滚筒面层可以提供具有更均匀的涂料覆盖的涂覆过的表面。还发现了一种评估涂覆过的表面的均匀性的方法。
22.在一个实施例中,提供了一种涂料滚筒面层。涂料滚筒面层包含:发泡体,所述发泡体具有(i)在第一边缘和第二边缘之间延伸的表面以及所述表面上的凹槽,其中所述凹槽的特征在于所述凹槽的至少一部分相对于所述发泡体的边缘成一定角度设置,并且凹槽深度为1至15毫米,和(ii)平均孔尺寸在约0.03至约0.5厘米的范围内。
23.发泡体是如下材料,所述材料具有在表面上滚动的顺应性,并且具有足够的耐久性来承受待涂覆基材上涂料和压力的施加以及根据某些实施例的清洁。滚筒面层由优选地耐溶剂的材料制成。涂料滚筒面层可以由合成发泡体,例如聚氨酯发泡体制成。聚氨酯发泡体可以是聚酯聚氨酯、聚烯烃聚氨酯、聚酰亚胺聚氨酯或聚醚聚氨酯。在一个实施例中,滚筒面层由聚氨酯发泡体制成。在一个实施例中,滚筒面层由开孔发泡体制成,例如网状聚合物发泡体,例如网状聚氨酯发泡体或爆炸性网状聚氨酯发泡体。
24.在一个实施例中,涂料滚筒面层由孔频率为每英寸至少约5、10或20个且不超过约70、60、50、40或30个孔隙(或孔)或每厘米约2、4、8个到约30、25、20、15或12个孔的发泡体(例如聚氨酯发泡体)制成。极小的孔会破坏涂料域,而极大的孔可能无法充分分隔域,从而导致更多的涂料混合。可以通过检查发泡体并且在给定方向上对孔进行计数来确定孔频率。平均孔尺寸可以通过取孔频率的倒数来确定。根据某些实施例,平均孔尺寸根据某些实施例为至少约0.03、0.04、0.05、0.07或0.08厘米并且不超过约0.5、0.4、0.3、0.25、0.2或0.15厘米。
25.在一个实施例中,涂料滚筒面层由具有至少5或10毫米厚度的发泡体制成。根据某
些实施例,涂料滚筒面层的厚度不超过30或25或20毫米。厚度通常应大于平均孔尺寸。
26.在一个实施例中,涂料滚筒面层由如下发泡体制成,所述发泡体具有如本文所述测量的至少20、25或30度且不大于60或55或50度的硬度。
27.发泡体的孔或孔隙向表面敞开,以使涂料能够渗透并被滚筒有效地吸收。可以相对于多色涂料中不同颜色的域的尺寸来选择聚氨酯发泡体的孔尺寸,以提供更均匀的涂料覆盖。在一个实施例中,发泡体的平均孔尺寸在多色涂料中的平均域尺寸的25%内。这允许在将涂料加载到涂料滚筒面层上时,色域由涂料滚筒面层吸收,然后在将加载的涂料滚筒面层施加于表面时释放色域。
28.在一个实施例中,涂料滚筒面层呈具有两个边缘和在所述边缘之间延伸的表面的圆柱体形式。在一个实施例中,涂料滚筒面层具有用于安装在支撑臂上的内腔。内腔可以由发泡体的内表面或由承载发泡体或附接有发泡体的芯材界定。在一个实施例中,涂料滚筒面层包含圆柱芯(具有或不具有空腔)。这种芯材或圆柱芯可以是任何材料,例如纸、纸板或塑料。涂料滚筒面层可以具有常规的直径和长度以适合标准涂料涂抹器支撑臂,例如用于家庭应用的那些支撑臂。例如,对于商业应用,涂料滚筒面层也可以具有特定的直径和长度。在一个实施例中,涂料滚筒面层具有至少50或60毫米的外径。在一个实施例中,外径可以高达100、90、80、70或60毫米。
29.本文公开的涂料滚筒面层在表面上具有一个或多个凹槽。一个或多个凹槽相对于涂料滚筒面层的边缘成一定角度,使得凹槽的至少一部分与滚筒的边缘既不平行也不垂直。例如,一个或多个凹槽可以相对于发泡体的边缘以至少1、2、5、10、20、30度且不超过89、88、85、80、70、60度的角度定向。根据某些实施例,凹槽具有至少1、3或5毫米的深度。凹槽深度应小于滚筒面层的总厚度。根据某些实施例,凹槽深度不超过15或10或8毫米。根据某些实施例的凹槽宽度为至少1、1.5或2毫米。根据某些实施例的凹槽宽度不大于10、8、5或4毫米。
30.凹槽可以在涂料滚筒面层的表面上呈规则或不规则的图案。凹槽图案的实例包括螺旋和菱形凹槽。例如,螺旋可以以至少5或10或15或20毫米且不大于50或40或30毫米的螺距(也就是说螺旋绕滚筒的轴线完整旋转一圈的距离)绕着滚筒行进。螺旋可以是规则的,或者可以在涂料滚筒面层表面的螺距范围内变化。菱形形状的侧面尺寸可以为至少5或10或15或20毫米并且不超过50或40或30毫米,并且可以相互连接或分离。在一个实施例中,螺旋凹槽在滚筒面层的宽度上是等距的。在一个实施例中,螺旋凹槽在滚筒面层的宽度上是不规则的。
31.在一个实施例中,涂料滚筒面层具有形成于其中的螺旋凹槽。在一个实施例中,螺旋凹槽的螺旋线螺距为5至40毫米,优选为10至30毫米;并且螺旋凹槽深度为1至15毫米,优选为3至10毫米,优选为5至8毫米。螺旋凹槽可以通过多种方法形成,包括机械加工、雕刻、模制、研磨或切割。在一个实施例中,螺旋凹槽在滚筒面层的宽度上是等距的。在另一个实施例中,螺旋凹槽在滚筒面层的宽度上是不规则的。图5示出了在涂料滚筒面层中的螺旋凹槽的一个实施例。
32.如本文所公开的滚筒可以通过用于制造涂料覆盖滚筒的任何已知方法来制造。例如,可以对具有期望的孔隙尺寸、硬度、厚度和其他性质的发泡体进行研磨、机械加工、雕刻或模制以赋予期望的凹槽图案。可以将发泡体切成所需的尺寸并形成卷状结构。如果使用
的话,可以使用粘合剂将发泡体粘附到芯材上。
33.图1示出了用常规滚筒涂覆的表面。深色区域是具有涂料覆盖的表面部分,白色区域不具有涂料覆盖。图2示出了使用与图2相同的涂料但用如本文所述的滚筒面层涂覆的表面。可以看出,使用所提供的滚筒面层涂覆的表面具有更均匀的涂料覆盖。在图7中提供了额外实例,其中使用不具有凹槽的比较滚筒涂覆多色涂料的表面(图7a至c)与使用如本文所述具有螺旋凹槽的滚筒涂覆的表面(图7d至f)进行比较。可以看出,用常规滚筒涂覆的表面显示出不均匀的涂料覆盖区域,而用本文所述的滚筒涂覆的表面示出更均匀的涂料覆盖。尽管可以定性地看到覆盖的差异,但是直到发明人的意外发现之前,都没有一种用于区分均匀和不均匀覆盖的定量方法。
34.因此,根据本文公开的一个实施例是一种表征施加到表面上的涂料的均匀性的方法,所述方法包含将涂覆过的表面的图像数字化,测量所述数字化图像的y方向和x方向上的斑点计数,计算x和y方向上斑点计数的方差,并且确定斑点计数的方差是大于还是小于目标值。斑点计数意思是在一定距离上的斑点数目。每个斑点是在线性测量方向(例如x或y方向)上一种涂料颜色的连续区域。
35.根据一个实施例,这种方法可以使用基于直方图的分析来表征涂料施加的均匀性。可以制作二值图像,以使像素为黑色或白色。如果图像在给定的尺寸范围内是均匀的,那么在所述尺寸范围内选择的每个区域将具有基本上相同的白色和黑色(或明和暗)像素的面积分数,以及相同的平均强度。如果图像在给定的尺寸范围内不均匀,那么以所述尺寸范围选择的区域可以具有基本上较多或较少的亮或暗像素,并且具有不同的平均强度。在这种情况下,与更均匀的图像相比,许多区域的面积分数的标准偏差会更大。
36.例如,可以使用imagej软件(版本l.5lp,由wayne rasband编写并且可以在http://rsb.info.nih.gov/ij/从美国国立卫生研究院(us national institute of health)免费获得)来分析涂覆过的表面的图像。可以使用图像分析来确定沿图像的竖直(y)和水平(x)方向的斑点分布的均匀性。为了获得斑点计数信息,可以首先对图像进行二值化。图像上的粒子中心(质心)的其他x和y坐标可以通过图像分析获取。对中心位于每个条带内的所有颜色的粒子数(z
i
)进行计算,并且以直方图的形式绘制。直方图反映了粒子(也就是斑点)沿图像特定方向的分布。直方图也可以被认为是当图像折叠成单一维度时表面覆盖线性密度的变化。针对图像的x和y方向绘制的直方图可用于计算这两个方向上的斑点计数的标准偏差(1)和变异系数(2)。变异系数被广泛用作值数组中可重复性的度量。在这种情况下,斑点密度的变异系数与覆盖均匀性有关。由于直方图上出现峰表示斑点聚集,因此不均匀的覆盖可能导致更高的标准偏差和更高的变异系数值。
37.等式1和2是标准偏差(std)和变异系数(cv):
[0038][0039][0040]
其中z
i
是落入i条带中的粒子数目,是每条带中粒子的平均数目,n是相应方向上的多个条带。图10描述了直方图方法。
[0041]
在一个实施例中,涂料滚筒面层由调节过的发泡体制成,其中结合多色涂料中的不同颜色涂料的域尺寸来选择孔尺寸,以提供更均匀的涂料覆盖。在一个实施例中,发泡体的孔尺寸为在多色涂料的平均粒度的25%内。这使得当将涂料装载到涂料滚筒面层上时,涂料粒子被涂料滚筒面层吸收,然后在将已装载的涂料滚筒面层施加到表面上时释放涂料粒子。因此,根据一个实施例,本文公开了一种均匀地施加多色涂料的方法。所述方法包含将包含不同颜色涂料的域的多色涂料施加到上述涂料滚筒面层上,其中发泡体的孔尺寸在多色涂料中的平均域尺寸的25%内,并且在打算涂覆的表面上滚动涂料滚筒面层。根据某些实施例,使用如本文公开的定量评估涂料均匀性的方法,这样的涂覆过的表面在直方图中显示了在x或y方向上的涂覆过的样品中斑点的平均强度的方差小于0.25或x和y方向的方差和小于0.45。
[0042]
通过以下非限制性实例进一步说明本文所描述的方法和滚筒。
[0043]
实例
[0044]
使用三种具有不同色域尺寸的商业多色涂料,命名为1、2和3。每种涂料的克雷布斯单位(krebs unit,ku)为约75
‑
85。使用具有螺旋结构的网状聚氨酯发泡体的三个不同涂料滚筒(实例1、2和3)和三个商业涂料滚筒(比较实例1、2和3)将这些涂料施加到水泥板上。表1列出了所用滚筒的特征。
[0045]
表1.
[0046][0047]
对于涂料1,例如,使用不具有螺旋结构的比较实例滚筒的涂覆过的板显示出良好的涂料铺展性,而不会破坏多色粒子(参见图6
‑
左)。然而,使用相同涂料,使用实例1滚筒的涂覆过的板,其中涂料滚筒具有螺旋结构,导致均匀得多的粒子区域分布,并且还提供更好的覆盖(参见图6
‑
右)。
[0048]
使用imagej软件(版本l.5lp,由wayne rasband编写并且可以在http://rsb.info.nih.gov/ij/从美国国立卫生研究院免费获得)分析图像。可以使用图像分析来确定沿图像的竖直(y)和水平(x)方向的斑点分布的均匀性。为了获得斑点计数信息,首先对图像进行二值化处理,使其仅具有黑色和白色像素。为了验证所述方法,分别获得斑点的黑色、白色和黄色的二值黑色和白色图像。然而,所述方法可用于分析任何颜色组合。通过图像分析获取图像上粒子中心(质心)的其他x和y坐标。然后,将每个图像在水平和竖直方向上分成10像素宽的条带。计算中心位于每个条带内的所有颜色的粒子数目(zi),并且以直方图形式绘制。直方图反映了沿着图像特定方向的粒子分布。直方图也可以被认为是当
图像折叠成单一维度时表面覆盖线性密度的变化。在特定图像的x和y方向上绘制直方图(图3和4)。使用针对图像的x和y方向绘制的直方图来计算这两个方向上的斑点计数的标准偏差(1)和变异系数(2)。变异系数被广泛用作值数组中可重复性的度量。在这种情况下,斑点密度的变异系数与覆盖均匀性有关。由于直方图上出现峰表示斑点聚集,因此不均匀的覆盖可能导致更高的标准偏差和更高的变异系数值。
[0049]
表2总结了从图像分析获得的结果。使用比较滚筒会在整个图像的x和y方向上产生斑点计数的更高的标准偏差和更高的变异系数值。与比较滚筒(称为“比较”)相比,当使用本文所述的滚筒(称为“实例”)制备样品时,实现更均匀的覆盖。换句话说,如本文所述的涂料滚筒提供x和y方向上的较低标准偏差和低斑点计数变化。因此,本文描述的涂料滚筒优于传统涂料滚筒。
[0050]
表2
[0051][0052]
测量发泡体硬度的方法
[0053]
使用lx
‑
f型发泡体/海绵硬度测试仪测量发泡体(例如聚氨酯发泡体)的硬度。这类硬度测试仪市场有售,例如测试仪可以商标名cnyst或graigar获得。lx
‑
f型发泡体
[0054]
硬度测试仪适用于测定软发泡体、聚氨酯发泡体、橡胶制品等的硬度。使用时,测试仪的压脚直接与样品接触,并且测试仪的自身重量作为测力负载。lx
‑
f发泡体硬度测试仪具有以下规格:
[0055]
刻度值(刻度盘):0至100度
[0056]
压力针行程范围:0到2.5毫米压力针末端的力:550mn到4300mn
[0057]
在使用测试仪时,手持测试仪的中部,并且将其缓慢放置到发泡体样品的顶面上。当硬度测试仪压脚平稳地接触样品时,在一秒内读取刻度盘上的数字。这就是样品的硬度。为了获得更高的精度,应将样品放置在平坦玻璃板上或表面上。每个测试点应只读取一个结果,并且每种样品以25mm间隔取超过5个测试点。跨多个测试点的测试结果的平均值用作材料的硬度。
[0058]
在测量发泡体的硬度时,被测样品的厚度应为25毫米至30毫米。当样品材料的厚度不超过25mm时,可以使用两个覆盖件,但接触表面应平整,并且覆盖件在一起必须满足厚度要求。样品的宽度和长度应大于100毫米。测试点应位于距样品边缘400mm以上的区域。测试点之间的间隔应大于25毫米。为了准备样品,应去除样品的残留涂层,样品应被制成具有均匀厚度且无任何机械缺陷。样品调节和测试环境根据gb/t2941
‑
91规定。
[0059]
使用上述lx
‑
f型发泡体硬度测试仪测量网状聚氨酯发泡体的各种样品。特别地,测量具有10ppi(每英寸的孔隙)、15ppi、20ppi、25ppi和30ppi规格的网状聚氨酯发泡体的硬度。硬度测试结果展示于图8中。各种类型的发泡体的样品图像显示于图9中。如自图8可
见,孔尺寸似乎影响硬度。通常,在大孔尺寸发泡体中,长丝是粗糙的。相反,在小孔尺寸发泡体中,长丝比较细。
[0060]
组合物、方法和制品可替代地包含本文所公开的任何适当组分或步骤,由本文所公开的任何适当组分或步骤组成,或基本上由本文所公开的任何适当组分或步骤组成。组合物、方法和制品可另外或替代地配制,从而避免或基本上不含对于实现组合物、方法和制品的功能或目标原本不需要的任何步骤、组分、材料、成分或物质。
[0061]
本文所公开的所有范围都包括端点,并且所述端点可独立地彼此组合。“组合”包括掺合物、混合物、合金、反应产物等。术语“第一”、“第二”等不表示任何次序、数量或重要性,而是用于区分一个要素与另一要素。除非本文另有说明或明显与上下文相矛盾,否则术语“一个/种(a)”和“一个/种(an)”和“所述”不表示数量的限制,并且应被解释为既涵盖单数也涵盖复数。除非另外明确说明,否则“或”意思是“和/或”。
[0062]
除非另外定义,否则本文所使用的技术和科学术语具有与本发明所属领域的技术人员通常所理解的相同的含义。所有引用的专利、专利申请和其它参考文献都以全文引用的方式并入本文中。然而,如果本技术中的术语与所并入的参考文献中的术语矛盾或冲突,那么来自本技术的术语优先于来自所并入的参考文献的冲突术语。
[0063]
虽然已描述具体实施例,但申请人或所属领域的其它技术人员可能会想到当前尚未预见或可能当前尚未预见的替代方案、修改、变化、改进和基本等效物。因此,如提交并且如其可以被修正的所附权利要求书旨在涵盖所有这类替代方案、修改变化、改进和实质等效物。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。