1.本发明涉及自动焊接设备技术领域,尤其涉及一种自动焊接机。
背景技术:
2.焊接即将两个零部件焊接到一起,在现今的焊接领域,仍以手动焊接为主,手动焊接灵活性强,适用于大部分的焊接任务。但对于大批量重复性动作的焊接而言,手动焊接就暴露出效率不高,劳动强度大,质量也难以保证的缺点。
3.公开号为cn110508984b的发明创造公开了一种自动焊接机器人及其自动焊接方法,其能代替人工对管内壁进行焊接工作,并且具有焊接部位寻找精准,定位准确,焊液覆盖均匀的特点;直线伸缩杆沿轴线回往复运动,使焊枪喷嘴沿待焊接缝隙圆形路径喷焊的过程中呈周期性的来回抖动,提高焊液覆盖焊接缝隙的均匀度。
4.但是,在自动焊接过程中,待焊接表面是高低不平的,如果焊枪的高度不变,就会造成焊枪与焊接表面之间的距离不断改变,无法保证焊接质量,但是现有的自动焊接设备又无法针对焊接表面实时的高低情况来调节焊枪高度。
技术实现要素:
5.有鉴于此,有必要提供一种自动焊接机,用以解决现有焊接设备无法实时调节焊枪高度的问题。
6.本发明提供一种自动焊接机,包括:用于承载待焊接物料的工作台、与工作台滑动连接的移动支架以及与移动支架滑动连接的焊接组件;
7.所述工作台的两侧设有纵向设置的移动轨道,待焊接物料设置于所述移动轨道之间;
8.所述移动支架与所述移动轨道滑动连接,以供所述移动支架沿着所述移动轨道纵向移动;
9.所述焊接组件包括横向移动单元、可伸缩的移动焊接模块以及连接横向移动单元与移动焊接模块的手动进给单元,所述横向移动单元与所述移动支架滑动连接且可沿所述移动支架横向移动,所述手动进给单元用于驱动所述移动焊接模块在竖直方向上靠近或者远离待焊接物料,所述移动焊接模块能够根据焊接表面的高度自动调节与所述工作台之间的距离,以供保持所述移动焊接模块与所述焊接表面之间的距离恒定。
10.进一步的,所述移动支架包括两竖直件以及连接两竖直件的水平件,所述竖直件的底部与所述移动轨道滑动连接,两所述竖直件的外侧设有第一驱动件,所述第一驱动件驱动所述竖直件沿所述移动轨道纵向移动。
11.进一步的,所述横向移动单元包括与所述水平件滑动连接的移动件以及设置于所述水平件与移动件之间的第二驱动件,所述第二驱动件驱动所述移动件沿所述水平件横向移动。
12.进一步的,所述移动焊接模块包括伸缩支座、抵触焊接单元、以及连接伸缩支座与
抵触焊接单元的伸缩柱,所述伸缩柱的一端与所述抵触焊接单元连接供于对焊接表面进行焊接;所述伸缩柱另一端的外壁与所述伸缩支座滑动连接,并且所述伸缩柱的端部与所述伸缩支座之间设有弹性连接件。
13.进一步的,所述弹性连接件的两端分别连接伸缩柱的端部与所述伸缩支座,所述弹性连接件为弹簧或者缓冲器。
14.进一步的,所述抵触焊接单元包括衔接件、设置于衔接件中部的焊枪以及设置于焊枪两侧的滚动抵接件,两所述滚动抵接件的一端与所述衔接件连接,两所述滚动抵接件的另一端与焊接表面抵接。
15.进一步的,所述滚动抵接件包括抵接柱以及万向滚轮,所述抵接柱的一端与所述衔接件连接,所述抵接柱的另一端与所述万向滚轮转动连接,所述万向滚轮的轮面与焊接表面抵接,所述焊枪的最低点高于所述万向滚轮的最低点。
16.进一步的,所述焊枪的最低点与所述万向滚轮的最低点的高度差为8
‑
12mm。
17.进一步的,所述移动件上设有导轨,所述导轨嵌设于所述伸缩支座中,所述伸缩支座与所述导轨滑动连接供于所述伸缩支座沿所述导轨竖向移动。
18.进一步的,所述手动进给单元包括进给件以及手轮,所述进给件的上部与所述移动件转动连接,所述进给件的上端与所述手轮连接,所述进给件的下部插装于所述伸缩支座内且与所述伸缩支座螺纹连接。
19.与现有技术相比,本发明具有的有益效果为:
20.本发明的一种自动焊接机,借助抵触焊接单元,与焊枪同步设置滚动抵接件,滚动抵接件与焊接表面抵接,滚动抵接件通过伸缩柱与伸缩支座连接,随着弹性连接件的变形始终与起伏的焊接表面抵接,同时带动焊枪始终与焊接表面保持设定焊接距离是。无需人为调整,适应焊接表面的起伏变化,实时调节焊枪与地面的距离,使焊枪与焊接表面保持恒定距离。
附图说明
21.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
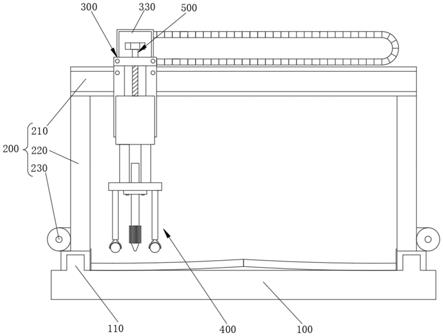
22.图1为本发明整体的结构示意图;
23.图2是本发明中焊接组件正视的结构示意图;
24.图3是本发明中焊接组件侧视的结构示意图;
25.图4是本发明中伸缩支座与伸缩柱连接的结构示意图;
26.图中,工作台100、移动轨道110、移动支架200、水平件210、竖直件220、第一驱动件230、横向移动单元300、移动件310、导轨320、第二驱动件330、移动焊接模块400、伸缩支座410、抵触焊接单元420、衔接件421、焊枪422、滚动抵接件423、抵接柱423a、万向滚轮423b、伸缩柱430、弹性连接件440、手动进给单元500、进给件510、手轮520。
具体实施方式
27.下面结合附图来具体描述本发明的优选实施例,其中,附图构成本技术一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
28.请参阅图1,本实施例中的一种自动焊接机,包括:用于承载物料的工作台100、与工作台100滑动连接的移动支架200以及与移动支架200滑动连接的焊接组件,焊接组件包括横向移动单元300、可伸缩的移动焊接模块400以及连接横向移动单元300与移动焊接模块400的手动进给单元500。移动支架200与工作台100滑动连接,移动支架200可以沿着工作台100纵向移动。焊接组件中的横向移动单元300与移动支架200滑动连接,横向移动单元300可以沿着移动支架200横向移动;手动进给单元500连接横向移动单元300与移动焊接模块400,可以控制移动焊接模块400与在竖直方向靠近或者远离待焊接物料,移动焊接模块400自身可以伸缩,实时调节移动焊接单元的高度。
29.请继续参阅图1,工作台100的两侧设有纵向设置的移动轨道110,待焊接物料设置在移动轨道110之间。在具体实施过程中,移动轨道110位于工作台100的两侧边缘,在移动轨道110之间放置两块沿工作台100长度方向设置钢板,两块钢板之间的缝隙为焊接缝隙,由于钢板本身的形变,两块钢板在缝隙处不是完全对齐的,存在着高度差,不够平整。具体的,移动支架200包括两竖直件220以及连接两竖直件220的水平件210,竖直件220具体为竖直滑杆,水平件210具体为水平横梁,水平件210垂直连接两竖直件220,竖直件220的底部与移动轨道110滑动连接,并且两竖直件220的外侧设有第一驱动件230,第一驱动件230具体为直线驱动电机,驱动竖直件220沿着移动轨道110纵向行进。
30.作为进一步的实施方式,横向移动单元300包括与水平件210滑动连接的移动件310以及设置于水平件210与移动件310之间的第二驱动件330,移动件310靠近水平件210的一侧设有限位槽,限位槽套设于水平件210上。第二驱动件330具体为直线驱动电机,为移动件310在水平件210上的运动提供动力。请参阅图2至图4,移动焊接模块400包括伸缩支座410、抵触焊接单元420、以及连接伸缩支座410与抵触焊接单元420的伸缩柱430。在具体实施过程中,伸缩柱430的一端与抵触焊接单元420连接,用于带动抵触焊接单元420对焊接表面进行焊接作业。伸缩柱430另一端的外壁与伸缩支座410滑动连接,具体的,在伸缩支座410的内部设有与伸缩柱430相适配的伸缩孔,伸缩柱430与伸缩孔滑动连接。伸缩柱430的端部与伸缩支座410之间设有弹性连接件440,弹性连接件440的两端分别与伸缩柱430的端部与伸缩支座410之间设有弹性连接件440,弹性连接件440具体为弹簧,在伸缩柱430相对伸缩支座410移动时,弹性连接件440始终施加给伸缩柱430一个向下的抵压力。
31.请继续参阅图2和图3,抵触焊接单元420包括衔接件421、设置于衔接件421中部的焊枪422以及设置于焊枪422两侧的滚动抵接件423,两滚动抵接件423的一端与衔接件421连接,两滚动抵接件423的另一端与焊接表面抵接。在弹性连接件440驱动下,自由伸缩的伸缩柱430带动滚动抵接件423移动,滚动抵接件423始终与焊接表面贴合。作为进一步的实施方式,滚动抵接件423包括抵接柱423a以及万向滚轮423b,万向滚轮423b的轮面与焊接表面抵接,焊枪422的最低点高于万向滚轮423b的最低点,焊枪422的最低点与万向滚轮423b的最低点的高度差为8
‑
12mm。在具体实施过程中,万向滚轮423b始终与焊接表面接触,随着焊接平面的起伏而使伸缩柱430对应收缩,最终实现,焊枪422的最低点始终与焊接表面保持8
‑
12mm的距离,使得焊枪422保持最佳的焊接距离。
32.请参阅图3,移动件310靠近手动进给单元500的一侧设有导轨320,导轨320嵌设于伸缩支座410中,伸缩支座410与导轨320滑动连接,伸缩支座410可以沿着导轨320竖向移动。手动进给单元500包括进给件510以及手轮520,进给件510的上部与移动件310转动连
接,进给件510的上端与手轮520连接,进给件510的下部插装于伸缩支座410内且与伸缩支座410螺纹连接。在具体实施过程中,进给件510具体为丝杠,进给件510的上部通过轴承与移动件310转动连接,进给件510整体插入到伸缩支座410中,且通过螺纹与伸缩支座410连接,通过转动手轮520就可以带动进给进转动,从而带动伸缩支座410相对移动件310在竖直方向进给运动。
33.工作流程:在使用前,调节第二驱动件330,将抵触焊接单元420调节至两待焊接钢板中部,使得焊枪422位于焊缝的正上方,两个滚动抵接件423分别位于焊缝的两侧且分别与钢板抵接。手动调节手轮520,调节伸缩支座410远离移动件310,滚动抵接件423与钢板抵接无法移动,于是伸缩柱430相对收缩,弹性连接件440向滚动抵接件423传递一个预压力。启动焊枪422的同时,启动第一驱动件230,驱使移动支架200沿着移动轨道110行进,焊枪422也沿着焊缝行进,对焊缝进行焊接,焊枪422随着焊接表面的起伏而起伏,始终与焊接表面维持在一个合适的焊接距离。
34.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。