技术特征:
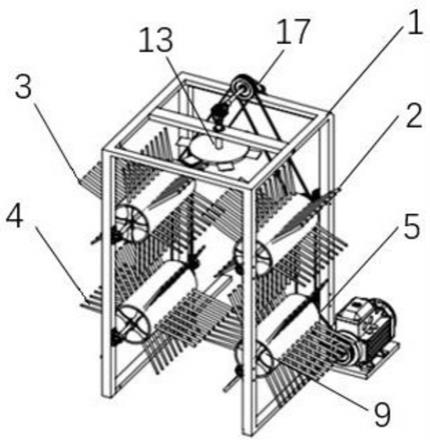
1.一种耐火砖智能生产线,其特征在于:其包括有耐火砖全自动生产设备(1)、干燥窑(2)以及窑车(3),所述耐火砖全自动生产设备(1)与所述干燥窑(2)间之设有进窑等待区(4),所述耐火砖全自动生产设备(1)通过搬运车(5)将装有砖坯的窑车(3)移动至所述进窑等待区(4),所述搬运车(5)通过与空车窑(9)之间的配合用于空窑车的自动补给,所述进窑等待区(4)与所述干燥窑(2)之间通过自动搬运桁架(6)将窑车(3)搬运至干燥窑(2)并将装有烧结完成的耐火砖的窑车(3)搬出。2.根据权利要求1所述的一种耐火砖智能生产线,其特征在于:所述搬运车(5)将装有砖坯的窑车(3)移动至所述进窑等待区(4)上进行进窑等待的过程为智能物流输送线,所述智能物流输送线的数量为一条或者一条以上,每一条所述智能物流输送线上布置有至少两台耐火砖全自动生产设备(1),每一条所述智能物流输送线上布置有可堆叠多个空的窑车(3)的空车库(9)用于不间断性地进行空窑车的补给。3.根据权利要求1所述的一种耐火砖智能生产线,其特征在于:所述搬运车(5)包括有可实现满的窑车(3)与空的窑车(3)自动补给切换的双工位rgv搬运车(7)以及单工位rgv搬运车(8)。4.根据权利要求1所述的一种耐火砖智能生产线,其特征在于:所述空车库(9)包括有可用于窑车(3)堆叠排列的框架体(91),所述框架体(91)底部设有可驱动放置于其上的窑车(3)移动的窑车驱动机构(92),所述框架体(91)上对称设有两个抓取提升机构,所述抓取提升机构包括有提升部组(94)以及驱动提升部组(94)上下移动的提升驱动机构(98)。5.根据权利要求4所述的一种耐火砖智能生产线,其特征在于:所述窑车驱动机构(92)为链传动,所述窑车驱动机构(92)的两侧固定有限位条(93)。6.根据权利要求5所述的一种耐火砖智能生产线,其特征在于:所述提升驱动机构(98)为液压缸,所述提升部组(94)包括有提升架,所述提升架上对称设置有两个提升部,所述提升部之间通过联杆(95)进行同步联动,驱动其联动的驱动机构为气缸(96),所述联杆(95)通过轴承固定于提升架上,所述提升架上位于所述提升部下方固定有防止所述提升部下坠的提升托块(97)。7.根据权利要求1所述的一种耐火砖智能生产线,其特征在于:所述耐火砖全自动生产设备(1)其按耐火砖成型工序依次布置有自动称重布料装置、压机、接砖输送机、自动检测装置、不良品输送台、取砖码垛设备以及窑车定位区;所述接砖输送机其包括有机架(a1)以及固定于机架(a1)上的输送带(a2),所述机架(a1)沿所述输送带(a2)的输送方向依次固定有缓冲区(a3),称重区(a4),所述机架(a1)位于所述缓冲区(a3)的侧边固定连接有毛刷区(a5),所述输送带(a2)为两条且相互平行。8.根据权利要求7所述的一种耐火砖智能生产线,其特征在于:所述称重区(a4)包括有升降气缸(a41),所述升降气缸(a41)的推杆端固定连接有称台升降板(a42),所述称台升降板(a42)的上表面固定连接有重量传感器(a43),所述重量传感器(a43)的顶端固定连接有称台垫板(a44),所述称台垫板(a44)的上表面垂直固定连接有若干个相互平行的挡板(a45),所述挡板(a45)间隔分布在输送带(a2)的两侧,其中一个所述挡板(a45)的侧壁上固定安装有限位开关(a46)。9.根据权利要求7所述的一种耐火砖智能生产线,其特征在于:所述毛刷区(a5)包括有与所述机架(a1)的侧壁固定连接的毛刷支架(a51),所述毛刷支架(a51)的上表面固定连接
有毛刷(a52),所述毛刷(a52)的刷头向上,所述毛刷支架(a51)包括有竖板(a511),所述竖板(a511)的顶端固定连接有横板(a512),所述竖板(a511)的侧壁上开设有第一滑槽(a513),所述机架(a1)位于所述第一滑槽(a513)的部分开设有第一定位孔(a514),所述第一定位孔(a514)上固定有定位柱(a515),所述定位柱(a515)贯穿所述第一滑槽(a513)且可在第一滑槽(a513)内上下移动,所述定位柱(a515)远离所述第一定位孔(a514)的一端套设有垫片(a516),所述定位柱(a515)位于所述第一滑槽(a513)外部的部分螺纹连接有定位块(a518),所述定位块(a518)的侧壁固定连接有手柄(a517)。10.根据权利要求7所述的一种耐火砖智能生产线,其特征在于:所述缓冲区(a3)包括有固定板(a31),所述固定板(a31)的两端与所述机架(a1)的侧壁固定连接,所述固定板(a31)的底部固定连接有缓冲气缸(a32),所述固定板(a31)上开设有便于所述缓冲气缸(a32)的伸缩端移动的通孔,所述缓冲气缸(a32)的伸缩端固定连接有第一缓冲板(a33),所述第一缓冲板(a33)位于所述固定板(a31)的上方且位于两个输送带(a2)之间。
技术总结
本发明公开了一种耐火砖智能生产线,其包括有耐火砖全自动生产设备、干燥窑、窑车、进窑等待区、搬运车以及自动搬运桁架、牵引机,且均通过智能控制系统进行控制,用于实现将耐火砖全自动生产设备压制成的砖坯通过窑车批量进行输送至干燥窑内烧制成型最后运出的全自动物流输送系统,通过搬运车联络耐火砖生产的压制成砖坯与烧制成型的前后工序,同时其还包括有多条智能物流输送线,让生产线紧密结合成一个整体,提高了智能化程度,使得整个耐火砖智能生产线有条不紊地,环环相扣,连贯性地有序进行,实现了一道完整的,全自动的,智能的,可控的耐火砖生产线。控的耐火砖生产线。控的耐火砖生产线。
技术研发人员:范振伟 钱晓铀 张义明 蔡俊杰 储著军
受保护的技术使用者:浙江荣力智能装备有限公司
技术研发日:2021.06.25
技术公布日:2021/11/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。