1.本发明涉及阿胶生产技术领域,具体为一种全自动阿胶熬制装置及其使用方法。
背景技术:
2.阿胶是我们熟知的一种重要,阿胶为马科驴属动物驴的皮,经漂泡去毛后熬制冷却而成的胶块,具有补血,滋阴,润肺,止血的功效,传统阿胶熬制的过程中一般需要熬制人员不断的对汤液进行搅拌保证物料受热均匀避免糊锅,操作人员的劳动负担大,为了减轻操作人员的劳动负担以及提高熬制效率,生产出了全自动阿胶熬制装置,现有技术中:授权公布号cn 209768945 u的专利公开了一种全自动阿胶熬制机,包括壳体,在壳体的顶部设有输出轴向下设置的驱动电机,在驱动电机的输出轴上连接有驱动轴,在驱动轴上相对间隔设有若干个旋转叶片,通过驱动电机带动驱动轴和旋转叶片旋转,对内部的汤汁进行搅动,保证内部物料的受热均匀,但旋转叶片的结构单一,只在中心处旋转,不能对壳体壁上的物料进行刮动,容易造成糊锅,影响熬制质量,对物料的搅动效果有限,受热不够均匀,为此,我们提出一种全自动阿胶熬制装置。
技术实现要素:
3.本发明要解决的技术问题是克服现有的缺陷,提供一种全自动阿胶熬制装置及其使用方法,可以对内部的物料进行充分的搅动,可以有效解决背景技术中的问题。
4.为实现上述目的,本发明提供如下技术方案:一种全自动阿胶熬制装置,包括外壳和搅拌单元;
5.外壳:其内部设有双层锅体,双层锅体的上表面设有上盖,双层锅体的外弧面固定座内均设有加热管,加热管的加热端均延伸至双层锅体的夹层内部;
6.搅拌单元:设置于上盖的上表面,搅拌单元的下端延伸至双层锅体的内部;
7.其中:还包括plc控制器,所述plc控制器设置于外壳的凸台前侧面,加热管的输入端电连接plc控制器的输出端,plc控制器的输入端电连接外部电源,加热均匀,并且热量流失小,保证了加热效果,并且内部能进行多级的搅拌,是内部的物料不断的混合流动,保证物料受热均匀,避免糊锅,进而提升了熬制效率和熬制质量。
8.进一步的,所述双层锅体的夹层内部填充有导热油,双层锅体的下端安装孔内设有温度传感器,温度传感器的输出端电连接plc控制器的输入端,保证物料受热均匀,方便加热温度的控制。
9.进一步的,还包括隔热层,所述隔热层设置于外壳和双层锅体之间,减少热量的流失。
10.进一步的,所述搅拌单元包括电机、支撑轴、支撑条、第一搅拌组件、第二搅拌组件和刮板,所述电机通过电机座设置于上盖的上表面,支撑轴通过大径轴承转动连接于上盖的上表面通孔内,支撑轴的上端和电机的输出轴固定连接,支撑轴的下端延伸出上盖的下表面并在端头处设有支撑条,支撑条和刮板之间的左端转动连接有第二搅拌组件,支撑条
和刮板之间的右端转动连接有第一搅拌组件,电机的输入端电连接plc控制器的输出端,可以对内部的物料进行搅动,避免糊锅。
11.进一步的,所述第一搅拌组件包括第一搅拌轴和螺旋片,所述第一搅拌轴通过第一密封轴承转动连接于支撑条和刮板之间的右端,第一搅拌轴的外弧面设有均匀分布的螺旋片,可以使物料翻腾。
12.进一步的,所述第二搅拌组件包括第二搅拌轴和框板,所述第二搅拌轴通过密封轴承二转动连接于支撑条和刮板之间的左端,第二搅拌轴的外弧面设有均匀分布的框板,能刮动双层桶体内壁上的物料。
13.进一步的,所述搅拌单元还包括小齿轮和大齿轮,所述大齿轮设置于上盖的下表面,第一搅拌轴和第二搅拌轴的上端均设有小齿轮,小齿轮均与大齿轮啮合连接,驱动第一搅拌组件和第二搅拌组件自转。
14.进一步的,还包括密封罩,所述密封罩的下表面转孔分别通过密封轴承三与第一搅拌轴和第二搅拌轴的上端转动连接,密封罩的上端和上盖的下表面密封环转动连接,小齿轮和大齿轮均位于密封罩的内部,对小齿轮和大齿轮进行防护,延长设备使用寿命。
15.一种全自动阿胶熬制装置的使用方法,包括以下步骤:
16.s1将阿胶熬制的原料从双层锅体的进料管中投入到双层锅体内部,原料放入完毕后关闭进料管的阀门,然后调控plc控制器,加热管工作,加热管将电能转换为热能给导热油进行加热,导热油将热量传递给双层锅体进而对内部的原料进行加热,随着双层锅体温度的变化,温度传感器内部的电阻值也会发生变化,温度传感器将变化信息传递给plc控制器,当双层锅体内部的温度达到指定值时,plc控制器控制加热管停止工作;
17.s2当温度降低到保温范围后,加热管继续工作,维持双层锅体的熬制温度,在熬制的同时,plc控制器控制电机运转,电机的输出轴通过支撑轴带动支撑条旋转,支撑条带动第一搅拌组件和第二搅拌组件做圆周运动,对双层锅体内部的物料进行搅拌,同时第一搅拌组件和第二搅拌组件带动刮板绕支撑轴的轴心旋转,刮板对底部的物料进行刮动,避免底部出现沉淀糊锅,第一搅拌组件和第二搅拌组件还会分别带动小齿轮绕支撑轴的轴心旋转,由于小齿轮均与大齿轮啮合连接,进而小齿轮绕支撑轴轴心旋转的同时还会发生自转,进而左侧的小齿轮带动第二搅拌轴旋转,第二搅拌轴带动框板旋转,框板对物料进行水平方向的拨动,并且对双层锅体内壁上的物料进行刮动,并且物料附着到双层锅体内壁上,同理右侧的小齿轮通过第一搅拌轴带动螺旋片旋转,螺旋片可以使内部的物料上下翻腾,进而可以将内部的物料充分的搅动,使受热均匀避免糊锅,第二搅拌轴和第一搅拌轴会带动密封罩绕支撑轴的轴心旋转。
18.与现有技术相比,本发明的有益效果是:本全自动阿胶熬制装置,具有以下好处:
19.1、调控plc控制器,加热管工作,加热管将电能转换为热能给导热油进行加热,导热油将热量传递给双层锅体进而对内部的原料进行加热,同时隔热层阻碍双层锅体向外界传递热量,并且提升双层锅体的保温效果,随着双层锅体温度的变化,温度传感器内部的电阻值也会发生变化,温度传感器将变化信息传递给plc控制器,当双层锅体内部的温度达到指定值时,plc控制器控制加热管停止工作,当温度降低到保温范围后,加热管继续工作,维持双层锅体的熬制温度,通过导热油的热传递可以使双层锅体受热均匀提升加热效果,并且外侧设有隔热层,减少了热量的流失,提升了双层锅体的保温效果,降低了能源的损耗,
节约了生产成本。
20.2、plc控制器控制电机运转,电机的输出轴通过支撑轴带动支撑条旋转,支撑条带动第一搅拌组件和第二搅拌组件做圆周运动,对双层锅体内部的物料进行搅拌,同时第一搅拌组件和第二搅拌组件带动刮板绕支撑轴的轴心旋转,刮板对底部的物料进行刮动,对内部的物料进行搅动,使物料在内部旋转流动,并且对底部的物料进行刮动,避免物料糊锅,提升熬制质量。
21.3、第一搅拌组件和第二搅拌组件还会分别带动小齿轮绕支撑轴的轴心旋转,由于小齿轮均与大齿轮啮合连接,进而小齿轮绕支撑轴轴心旋转的同时还会发生自转,进而左侧的小齿轮带动第二搅拌轴旋转,第二搅拌轴带动框板旋转,框板对物料进行水平方向的拨动,并且可以对双层锅体内壁上的物料进行刮动,并且物料附着到双层锅体内壁上,同理右侧的小齿轮通过第一搅拌轴带动螺旋片旋转,螺旋片可以使内部的物料上下翻腾,第一搅拌组件和第二搅拌组件在绕支撑轴的轴心旋转的同时还会发生自转,进而可以对内部的物料进行多级搅拌,内部的物料充分的混合,保证物料受热均匀缩短熬制时间,提升熬制质量。
附图说明
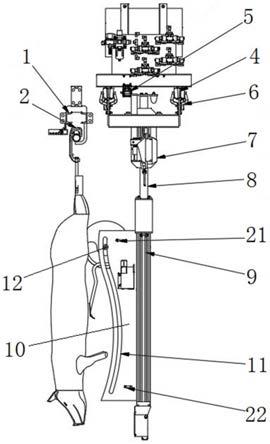
22.图1为本发明一种全自动阿胶熬制装置的结构示意图;
23.图2为图1中a处放大结构示意图;
24.图3为图1中b处放大结构示意图。
25.图中:1外壳、2双层锅体、3隔热层、4加热管、5上盖、6搅拌单元、61电机、62支撑轴、63支撑条、64第一搅拌组件、641第一搅拌轴、642螺旋片、65第二搅拌组件、651第二搅拌轴、652框板、66小齿轮、67刮板、68大齿轮、7plc控制器、8密封罩、9导热油、10温度传感器。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.请参阅图1
‑
3,本发明提供以下技术方案:
28.实施例一:一种全自动阿胶熬制装置,包括外壳1和搅拌单元6;
29.外壳1:其内部设有双层锅体2,外壳1给上方组件提供了支撑和安装位置,双层锅体2的上表面设有上盖5,上盖5给上方的组件提供了安装位置,双层锅体2的外弧面固定座内均设有加热管4,加热管4的加热端均延伸至双层锅体2的夹层内部,双层锅体2的夹层内部填充有导热油9,双层锅体2的下端安装孔内设有温度传感器10,温度传感器10的输出端电连接plc控制器7的输入端,还包括隔热层3,隔热层3设置于外壳1和双层锅体2之间;
30.搅拌单元6:设置于上盖5的上表面,搅拌单元6的下端延伸至双层锅体2的内部;
31.其中:还包括plc控制器7,plc控制器7设置于外壳1的凸台前侧面,加热管4的输入端电连接plc控制器7的输出端,plc控制器7的输入端电连接外部电源;
32.具体的,这样设置,使用时将阿胶熬制的原料从双层锅体2的进料管中投入到双层
锅体2内部,原料放入完毕后关闭进料管的阀门,然后调控plc控制器7,加热管4工作,加热管4将电能转换为热能给导热油9进行加热,导热油9将热量传递给双层锅体2进而对内部的原料进行加热,同时隔热层3阻碍双层锅体2向外界传递热量,并且提升双层锅体2的保温效果,随着双层锅体2温度的变化,温度传感器10内部的电阻值也会发生变化,温度传感器10将变化信息传递给plc控制器7,当双层锅体2内部的温度达到指定值时,plc控制器7控制加热管4停止工作,当温度降低到保温范围后,加热管4继续工作,维持双层锅体2的熬制温度,熬制完成后打开双层锅体2下端的出料阀门,进而熬制完成的阿胶从双层锅体2下端的出料管中流出。
33.实施例二:
34.本实施例与实施例一的区别在于:
35.本实施例中,搅拌单元6包括电机61、支撑轴62、支撑条63、第一搅拌组件64、第二搅拌组件65和刮板67,电机61通过电机座设置于上盖5的上表面,支撑轴62通过大径轴承转动连接于上盖5的上表面通孔内,支撑轴62的上端和电机61的输出轴固定连接,支撑轴62的下端延伸出上盖5的下表面并在端头处设有支撑条63,支撑条63和刮板67之间的左端转动连接有第二搅拌组件65,支撑条63和刮板67之间的右端转动连接有第一搅拌组件64,电机61的输入端电连接plc控制器7的输出端;
36.具体的,这样设置,在熬制的同时,plc控制器7控制电机61运转,电机61的输出轴通过支撑轴62带动支撑条63旋转,支撑条63带动第一搅拌组件64和第二搅拌组件65做圆周运动,对双层锅体2内部的物料进行搅拌,同时第一搅拌组件64和第二搅拌组件65带动刮板67绕支撑轴62的轴心旋转,刮板67对底部的物料进行刮动,避免底部出现沉淀糊锅。
37.实施例三:
38.本实施例与实施例一的区别在于:
39.本实施例中,第一搅拌组件64包括第一搅拌轴641和螺旋片642,第一搅拌轴641通过第一密封轴承转动连接于支撑条63和刮板67之间的右端,第一搅拌轴641的外弧面设有均匀分布的螺旋片642,第二搅拌组件65包括第二搅拌轴651和框板652,第二搅拌轴651通过密封轴承二转动连接于支撑条63和刮板67之间的左端,第二搅拌轴651的外弧面设有均匀分布的框板652,搅拌单元6还包括小齿轮66和大齿轮68,大齿轮68设置于上盖5的下表面,第一搅拌轴641和第二搅拌轴651的上端均设有小齿轮66,小齿轮66均与大齿轮68啮合连接,小齿轮66和大齿轮68均位于密封罩8的内部;
40.具体的,这样设置,第一搅拌组件64和第二搅拌组件65还会分别带动小齿轮66绕支撑轴62的轴心旋转,由于小齿轮66均与大齿轮68啮合连接,进而小齿轮66绕支撑轴62轴心旋转的同时还会发生自转,进而左侧的小齿轮66带动第二搅拌轴651旋转,第二搅拌轴651带动框板652旋转,框板652对物料进行水平方向的拨动,并且可以对双层锅体2内壁上的物料进行刮动,并且物料附着到双层锅体2内壁上,同理右侧的小齿轮66通过第一搅拌轴641带动螺旋片642旋转,螺旋片642可以使内部的物料上下翻腾,进而可以将内部的物料充分的搅动,使受热均匀避免糊锅,第二搅拌轴651和第一搅拌轴641会带动密封罩8绕支撑轴62的轴心旋转,密封罩8对小齿轮66和大齿轮68防护。
41.本发明提供的一种全自动阿胶熬制装置的使用方法及工作原理如下:
42.使用时将阿胶熬制的原料从双层锅体2的进料管中投入到双层锅体2内部,原料放
入完毕后关闭进料管的阀门,然后调控plc控制器7,加热管4工作,加热管4将电能转换为热能给导热油9进行加热,导热油9将热量传递给双层锅体2进而对内部的原料进行加热,同时隔热层3阻碍双层锅体2向外界传递热量,并且提升双层锅体2的保温效果,随着双层锅体2温度的变化,温度传感器10内部的电阻值也会发生变化,温度传感器10将变化信息传递给plc控制器7,当双层锅体2内部的温度达到指定值时,plc控制器7控制加热管4停止工作,当温度降低到保温范围后,加热管4继续工作,维持双层锅体2的熬制温度,在熬制的同时,plc控制器7控制电机61运转,电机61的输出轴通过支撑轴62带动支撑条63旋转,支撑条63带动第一搅拌组件64和第二搅拌组件65做圆周运动,对双层锅体2内部的物料进行搅拌,同时第一搅拌组件64和第二搅拌组件65带动刮板67绕支撑轴62的轴心旋转,刮板67对底部的物料进行刮动,避免底部出现沉淀糊锅,第一搅拌组件64和第二搅拌组件65还会分别带动小齿轮66绕支撑轴62的轴心旋转,由于小齿轮66均与大齿轮68啮合连接,进而小齿轮66绕支撑轴62轴心旋转的同时还会发生自转,进而左侧的小齿轮66带动第二搅拌轴651旋转,第二搅拌轴651带动框板652旋转,框板652对物料进行水平方向的拨动,并且可以对双层锅体2内壁上的物料进行刮动,并且物料附着到双层锅体2内壁上,同理右侧的小齿轮66通过第一搅拌轴641带动螺旋片642旋转,螺旋片642可以使内部的物料上下翻腾,进而可以将内部的物料充分的搅动,使受热均匀避免糊锅,第二搅拌轴651和第一搅拌轴641会带动密封罩8绕支撑轴62的轴心旋转,密封罩8对小齿轮66和大齿轮68防护。
43.值得注意的是,以上实施例中所公开的加热管4、电机61、plc控制器7和温度传感器10均可根据实际应用场景自由配置,加热管4可选用型号为jxc
‑
y090的加热管,电机61可选用型号为ch22
‑
400
‑
40
‑
s的减速电机,plc控制器7可选用型号为fx3g
‑
24mt/es
‑
a的plc控制器,温度传感器10可选用型号为pt100的温度传感器,plc控制器7控制加热管4、电机61和温度传感器10工作采用现有技术中常用的方法。
44.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。