1.本发明涉及耐火材料技术领域,特别是涉及一种长寿脱硫喷枪耐火件及其制备工艺。
背景技术:
2.在冶金行业铁水预处理喷吹脱硫工艺中,一般需要用到喷枪这种耐火材料。喷枪脱硫主要在铁水包中进行,其原理是利用气体作为载体将脱硫剂通过喷枪高压喷入铁水中进行反应脱硫。目前,喷枪分为直枪和喇叭枪两种外形结构,是中心钢结构件 外围浇注耐火材料组成的一个预制件。中心钢结构件为钢管,作用是内层为气体和脱硫剂的输送通道;外层起支撑外部耐火材料;外部包裹的耐火材料起保护内部钢质芯管的作用。
3.喷枪在高温下钢管受热后钢管的膨胀远大于外部的耐火材料,所以耐火材料易产生破坏裂纹;且处理过程中因铁水翻动、喷枪抖动剧烈,易产生机械裂纹;喷枪多次插进拔出铁水,冷热交替易产生热震裂纹。因此喷枪的损毁主要是耐火材料产生裂纹或脱落致使铁水接触到内部的钢管导致穿孔或断裂。
4.随着对喷枪破损机理研究的不断深入,目前形成了主流以低弹性模量和膨胀系数的莫来石为主要原材料的发展方向。喷枪耐火材料的发展中的关键挑战是如何同时提高材料的热震性和力学性能。
技术实现要素:
5.本发明针对上述技术问题,克服现有技术的缺点,提供一种长寿脱硫喷枪耐火件,耐火件为碳结合金属塑性增强耐火材料,包括按重量份数计的如下原料:15%
‑
45%矾土或焦宝石,30%
‑
65%刚玉,5%
‑
15%碳化硅,3%
‑
5%鳞片石墨,5%
‑
8%单质或复合金属粉,6%
‑
8%复合碳结合剂,0.5%
‑
2%促烧剂。
6.技术效果:本发明耐火件外围耐火材料为碳结合金属塑性增强耐火材料,材料具有高的力学性能和优异的抗热震性,得到热震稳定性好、韧性好、耐侵蚀,生产高效长寿命的碳结合金属塑性增强喷枪耐火件。
7.本发明进一步限定的技术方案是:前所述的一种长寿脱硫喷枪耐火件,矾土粒度为5
‑
3mm,焦宝石粒度为3
‑
1mm。
8.前所述的一种长寿脱硫喷枪耐火件,刚玉为电熔白刚玉、棕刚玉、烧结板状刚玉中的一种或多种,其粒度分别为3
‑
1mm、1
‑
0mm、
‑
0.088mm。
9.前所述的一种长寿脱硫喷枪耐火件,碳化硅的纯度≥90%,粒度为
‑
0.074mm。
10.前所述的一种长寿脱硫喷枪耐火件,鳞片石墨的纯度≥95%,粒度为
‑
0.013mm。
11.前所述的一种长寿脱硫喷枪耐火件,单质或复合金属粉为金属铝粉、金属硅粉、75硅铁粉中的一种或多种,金属铝粉的纯度≥98.5%,粒度为
‑
0.088mm;金属硅粉的纯度≥98%,粒度为
‑
0.088mm;75硅铁粉中si≥72%,粒度为
‑
0.088mm。
12.前所述的一种长寿脱硫喷枪耐火件,复合碳结合剂为液体热固性酚醛树脂和高温
沥青粉,液体酚醛树脂粘度要求5000
‑
8000cp;高温沥青粉要求软化点≥120℃,粒度为
‑
0.1mm。
13.前所述的一种长寿脱硫喷枪耐火件,促烧剂为含硼无机物,包括碳化硼、硼砂、硼玻璃、硼酸中的一种或多种。
14.本发明的另一目的在于提供一种长寿脱硫喷枪耐火件制备工艺,具体为:s1、按比例进行配料,将称好的物料混合均匀后经混练得到泥料,并对泥料进行困料处理24
‑
48h;准备好分段的喷枪钢芯;s2、将困好的泥料通过冷等静压加压成型依附在上钢芯上,形成分段的喷枪耐火件,成型压力为120
‑
150mpa;s3、成型好的耐火件,经过低温烘培处理28
‑
36h,从室温均速升温至230℃,然后保温10h;s4、热处理冷却后的耐火件,对拼接的端面进行打磨加工,打磨面涂抹0.2
‑
0.3mm厚度的石墨涂层,晾干后进行组装拼接即可得到喷枪耐火件。
15.本发明的有益效果是:(1)本发明所设计的单管分段组装式喷枪结构,由于气流直接在枪管内输送,直接对支撑耐材的枪管有冷却作用,最大可能的降低了钢结构的温度,减小了钢芯的膨胀,其次分段设计一方面保障了冷等静压成型的可能性,另一方面也有利于整体应力的释放;(2)本发明所设计的碳结合金属塑性增强耐火材料,具有高的热导率,可以将耐材表面的温度快速均匀的传导至中心钢芯,均匀化耐材的温度梯度,大大提高了材料的热震稳定性;同时材料具有高的韧性,复合金属的添加一方面增加了热导,另一方面在高温下由于金属的液相化,可以吸收一定的膨胀应力,提高了材料的塑性,减少裂纹的产生。
附图说明
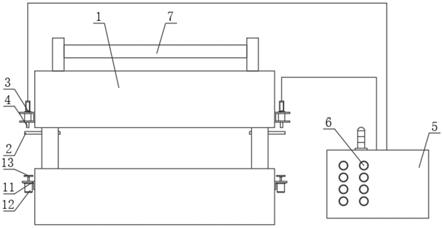
16.图1为本发明分段式喷枪下段直枪头的结构示意图;图2为本发明分段式喷枪下段喇叭头的结构示意图;图3为本发明分段式喷枪中、上段的结构示意图;其中:1、支撑管和喷粉芯管合二为一单管;2、支撑加强钢筋;3、耐火材料;4、喷嘴。
具体实施方式
17.实施例1本实施例提供的一种长寿脱硫喷枪耐火件,碳结合金属塑性耐火材料,各原料的粒度组成及加入比例为:粒度3
‑
1mm的85矾土颗粒30%,粒度3
‑
1mm的棕刚玉颗粒10%、粒度1
‑
0mm的棕刚玉颗粒20%,粒度≤0.088mm的白刚玉细粉8%,粒度≤0.074mm的95碳化硅细粉12%,粒度≤0.013mm的95鳞片石墨4%,粒度≤0.088mm的金属铝粉1%,粒度≤0.088mm的金属硅粉2%,粒度≤0.088mm的75硅铁合金粉4%,粒度≤0.10mm的高温沥青粉2%,粒度≤0.045mm的碳化硼0.5%,粒度≤0.10mm的硼玻璃1.5%,粘度6200cp的液体热固性酚醛树脂5%。
18.实施例2本实施例提供的一种长寿脱硫喷枪耐火件,碳结合金属塑性耐火材料,各原料的粒度组成及加入比例为:粒度3
‑
1mm的棕刚玉颗粒35%、粒度1
‑
0mm的棕刚玉颗粒20%,粒度≤
0.088mm的白刚玉细粉8%,粒度≤0.074mm的97碳化硅细粉15%,粒度≤0.013mm的95鳞片石墨5%,粒度≤0.088mm的金属铝粉2%,粒度≤0.088mm的金属硅粉4%,粒度≤0.088mm的75硅铁合金粉2%,粒度≤0.10mm的高温沥青粉3%,粒度≤0.045mm的碳化硼1%,粘度6200cp的液体热固性酚醛树脂5%。
19.实施例3本实施例提供的一种长寿脱硫喷枪耐火件,碳结合金属塑性耐火材料,各原料的粒度组成及加入比例为:粒度5
‑
3mm的焦宝石颗粒5%、粒度3
‑
1mm的焦宝石颗粒10%,粒度3
‑
1mm的85矾土颗粒28%,粒度1
‑
0mm的棕刚玉颗粒20%、粒度≤0.088mm的棕刚玉细粉10%,粒度≤0.074mm的95碳化硅细粉10%,粒度≤0.013mm的95鳞片石墨5%,粒度≤0.088mm的金属铝粉1.5%,粒度≤0.088mm的金属硅粉1%,粒度≤0.088mm的75硅铁合金粉5%,粒度≤0.10mm的高温沥青粉2.5%,粒度≤0.045mm的碳化硼0.5%,粒度≤0.10mm的硼玻璃1%,粘度6200cp的液体热固性酚醛树脂4.5%。
20.实施例4本实施例提供的一种长寿脱硫喷枪耐火件,碳结合金属塑性耐火材料,各原料的粒度组成及加入比例为:粒度5
‑
3mm的焦宝石颗粒10%、粒度3
‑
1mm的焦宝石颗粒30%,粒度1
‑
0mm的棕刚玉颗粒20%、粒度≤0.088mm的棕刚玉细粉15%,粒度≤0.074mm的90碳化硅细粉7%,粒度≤0.013mm的95鳞片石墨3%,粒度≤0.088mm的金属铝粉2%,粒度≤0.088mm的75硅铁合金粉3%,粒度≤0.10mm的高温沥青粉2%,粒度≤0.10mm的硼砂1%,粒度≤0.10mm的硼玻璃1%,粘度6200cp的液体热固性酚醛树脂4%。
21.实施例1
‑
4按如下工艺制备:步骤一、按上述比例进行配料,将称好的物料在轮碾机中混合,先投入颗粒料干混1
‑
2分钟,然后加入50%液体树脂结合剂,混合1
‑
2分钟后,再加入石墨、高温沥青、各种金属粉,混合3
‑
5分钟后,加入剩余液体树脂,混合2
‑
3分钟,最后加入其它剩余的原料,混合30
‑
50分钟后出料,装吨袋密封。放置在20
‑
35度的环境进行困料处理。
22.步骤二、成型,依据喷枪不同部位,选择合适的材料及压力制度进行冷等静压成型。实施例1泥料经过36小时困料处理后,可作为喷枪下段直枪头(铁水液面以下枪段,如图1)成型材料,采用冷等静压成型压力为135mpa。实施例2泥料经过48小时困料处理后,可作为喷枪下段喇叭枪头(铁水液面以下枪段,如图2)成型材料,采用冷等静压成型压力为150mpa。实施例3泥料经过36小时困料处理后,可作为喷枪中段(铁水液面枪段,如图3)成型材料,采用冷等静压成型压力为120mpa。实施例4泥料经过24小时困料处理后,可作为喷枪上段(铁水液面以上枪段,如图3)成型材料,采用冷等静压成型压力为120mpa。
23.步骤三、将成型好的喷枪各部件,进干燥窑进行烘培处理,在28
‑
36小时从室温匀速升温至230℃,并保温10小时。在窑内自然冷却至50℃以下出窑。
24.步骤四、依据需要对外形进行整形加工,对各枪段需要拼接的端面进行平整度打磨精加工,加工后的打磨面上涂抹0.2
‑
0.3mm厚度的石墨涂层,晾干后,进行组装拼接。
25.除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。