1.本发明涉及太阳能硅片切割技术领域,具体涉及一种超细金刚线切割光伏硅片衬板及其制备方法。
背景技术:
2.随着光伏发电技术的发展,硅片电池的竞争异常激烈,硅片成本是光伏硅片电池中的主要成本,单位重量硅棒出片越多,a类片越多,成本越有优势。目前单晶硅棒切割主要采用金刚线切割技术切割,该技术是将硅棒通过衬板挂在晶托上进行多线切割,衬板的品质是切割稳定性的主要因素。
3.多线切割中,金刚线越细,硅料损耗越低,出片率越高;主流的金刚线已从线径60μm减细到线径40μm,并且线径35μm的金刚线已在多家企业试用。金刚线细线化后,线张力减小,线震大,切割性增强,切割体系越来越不稳定,断线、挂线和掉片的比率越来越高。因此改变衬板的特性,提高切割体系的匹配性十分必有。
技术实现要素:
4.本发明的目的在于提供一种超细金刚线切割光伏硅片衬板及其制备方法,更耐切割,能有效吸收线震,增强超细金刚线切割稳定性,能有效降低断线、挂线和掉片的比率。
5.本发明的目的可以通过以下技术方案实现:
6.一种超细金刚线切割光伏硅片衬板,包括如下重量份原料:abs树脂70
‑
85份、刚性树脂10
‑
20份、热塑性聚氨酯3
‑
5份、改性剂1
‑
3份、抗氧剂0.3
‑
0.6份、增效防老剂0.5
‑
1.5份、润滑剂0.2
‑
0.5份。
7.进一步,所述的abs树脂为丙烯腈
‑
苯乙烯
‑
丁二烯共聚物、甲基丙烯酸甲酯
‑
苯乙烯
‑
丁二烯共聚物、丙烯腈
‑
苯乙烯
‑
氯化聚乙烯共聚物中的一种或几种任意比例混合。
8.进一步,所述的刚性树脂为聚碳酸酯和聚对苯二甲酸丁二醇酯中的一种或两种任意比例混合。
9.进一步,所述的改性剂为超高分子量聚乙烯树脂粉或聚四氟乙烯树脂粉中的一种。
10.进一步,所述的抗氧剂为抗氧剂1076与抗氧剂168以质量比1:1混合。
11.进一步,所述的润滑剂为乙撑双硬脂酰胺。
12.进一步,所述的增效防老剂由如下步骤制成:
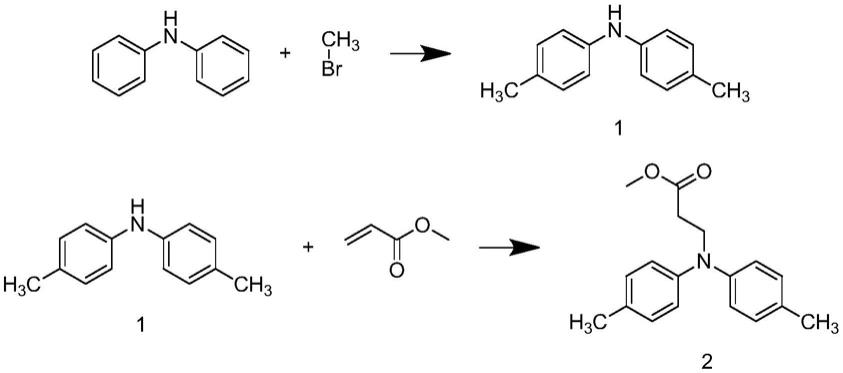
13.步骤a1:将二苯胺进行加热至熔融,加入氢氧化钾离子液,在转速为120
‑
150℃,温度为80
‑
90℃的条件下,进行搅拌并加入溴甲烷饱和乙醇溶液,进行反应10
‑
15h,制得中间体1,将中间体1、丙烯酸甲酯、氧化石墨烯加入反应釜中,在转速为150
‑
200r/min,温度为25
‑
30℃的条件下,进行搅拌0.5
‑
1h,制得中间体2;
14.反应过程如下:
[0015][0016]
步骤a2:将中间体2、硫磺、碘、甲苯加入反应釜中,在转速为150
‑
200r/min,温度为180
‑
200℃的条件下,进行回流反应至物硫化氢气体产生,制得中间体3,中间体3、氮
‑
溴代丁二酰亚胺、过氧化苯甲酰、四氯化碳加入反应釜,在温度为80
‑
90℃的条件下,进行反应8
‑
10h,制得中间体4,将中间体4、碳酸钾、去离子水、溴化四乙基铵加入反应釜中,进行回流反应2
‑
3h,制得中间体5;
[0017]
反应过程如下:
[0018][0019]
步骤a3:将中间体5、1,2,2,6,6
‑
五甲基
‑4‑
哌啶醇、甲苯、甲醇钠加入反应釜中,在温度为150
‑
160℃的条件下,进行回流反应10
‑
15h,制得中间体6,将二氧化硅、γ
‑
缩水甘油醚氧丙基三甲氧基硅烷、去离子水加入反应釜中,在温度为110
‑
130℃的条件下,回流3
‑
5h后,降温至温度为50
‑
60℃,加入中间体6和三乙胺,进行反应3
‑
5h后,过滤去除滤液,制得增效防老剂。
[0020]
反应过程如下:
[0021][0022]
进一步,步骤a1所述的二苯胺、氢氧化钾离子液、溴甲烷的用量比为0.05mol:3g:0.1mol,中间体1、丙烯酸甲酯、氧化石墨烯的用量比为1mol:1.2mol:2.5g。
[0023]
进一步,步骤a2所述的中间体2、硫磺、碘的用量摩尔比为1:2:0.045,中间体3、氮
‑
溴代丁二酰亚胺、过氧化苯甲酰、四氯化碳的用量比为0.1mol:0.2mol:0.5g:300ml,中间体4、碳酸钾、去离子水、溴化四乙基铵的用量比为4g:8.2g:100ml:5ml。
[0024]
进一步,步骤a3所述的中间体5、1,2,2,6,6
‑
五甲基
‑4‑
哌啶醇、甲苯、甲醇钠的用量比为1mmol:1mmol:10ml:0.025g,二氧化硅、γ
‑
缩水甘油醚氧丙基三甲氧基硅烷、去离子水、中间体6、三乙胺的用量比为15g:0.04g:100ml:1mmol:0.5g。
[0025]
一种超细金刚线切割光伏硅片衬板的制备方法,具体包括如下步骤:
[0026]
步骤s1:原料混合造粒:按照配比将abs树脂,刚性树脂,热塑性聚氨酯,改性剂,抗氧剂,润滑剂在双螺杆挤出中混合造粒,双螺杆挤出机的温度设定在240
‑
260℃;
[0027]
步骤s2:挤出压延塑料板:将造好的复配树脂粒子在挤出压延机中挤压拉板,定长切割,制备坯板,挤出温度设定在220
‑
240℃,挤出速度控制在0.5m/min;
[0028]
步骤s3:塑料板后处理:将坯板铣切,清洗包装,得到塑料板成品。
[0029]
本发明的有益效果:本发明在制备一种超细金刚线切割光伏硅片衬板的过程中选用热塑性聚氨酯树脂材料增加体系的吸振作用,能有限较改善超细金刚线线震;选用abs树脂为主材,易切割、采用复配刚性树脂,确保板材耐温,切削中不粘线、不变形;选用改性剂为耐切割树脂,能避免超细金刚线对切过的薄片侧切透,避免掉片和挂线,并制备了增效防老剂,该增效防老剂用γ
‑
缩水甘油醚氧丙基三甲氧基硅烷处理二氧化硅,使得二氧化硅表面接枝有环氧基,再用中间体6上的醇羟基与二氧化硅表面的环氧基反应,使得中间体6接枝在二氧化硅上,该增效防老剂避免的传统防老剂易析出的问题,使得衬板不会因长时间放置而出现老化,进而影响切割效果,本发明中的适合超细金刚线切割光伏硅片衬板,易切割、不变形、线震小,实际使用下来,切割速度达到10刀/24小时,综合下来断线率、挂线、掉片率低于2%,切割后硅片表面切割线痕轻,表面良好。
具体实施方式
[0030]
下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0031]
实施例1
[0032]
一种超细金刚线切割光伏硅片衬板,包括如下重量份原料:abs树脂70份、聚碳酸酯10份、热塑性聚氨酯3份、超高分子量聚乙烯树脂粉1份、抗氧剂0.3份、增效防老剂0.5份、
乙撑双硬脂酰胺0.2份。
[0033]
该衬板由如下步骤制成:
[0034]
步骤s1:原料混合造粒:按照配比将abs树脂,聚碳酸酯,热塑性聚氨酯,超高分子量聚乙烯树脂粉,抗氧剂,乙撑双硬脂酰胺在双螺杆挤出中混合造粒,双螺杆挤出机的温度设定在240℃;
[0035]
步骤s2:挤出压延塑料板:将造好的复配树脂粒子在挤出压延机中挤压拉板,定长切割,制备坯板,挤出温度设定在220℃,挤出速度控制在0.5m/min;
[0036]
步骤s3:塑料板后处理:将坯板铣切,清洗包装,得到塑料板成品。
[0037]
所述的增效防老剂由如下步骤制成:
[0038]
步骤a1:将二苯胺进行加热至熔融,加入氢氧化钾离子液,在转速为120℃,温度为80℃的条件下,进行搅拌并加入溴甲烷饱和乙醇溶液,进行反应10h,制得中间体1,将中间体1、丙烯酸甲酯、氧化石墨烯加入反应釜中,在转速为150r/min,温度为25℃的条件下,进行搅拌0.5h,制得中间体2;
[0039]
步骤a2:将中间体2、硫磺、碘、甲苯加入反应釜中,在转速为150r/min,温度为180℃的条件下,进行回流反应至物硫化氢气体产生,制得中间体3,中间体3、氮
‑
溴代丁二酰亚胺、过氧化苯甲酰、四氯化碳加入反应釜,在温度为80℃的条件下,进行反应8h,制得中间体4,将中间体4、碳酸钾、去离子水、溴化四乙基铵加入反应釜中,进行回流反应2h,制得中间体5;
[0040]
步骤a3:将中间体5、1,2,2,6,6
‑
五甲基
‑4‑
哌啶醇、甲苯、甲醇钠加入反应釜中,在温度为150℃的条件下,进行回流反应10h,制得中间体6,将二氧化硅、γ
‑
缩水甘油醚氧丙基三甲氧基硅烷、去离子水加入反应釜中,在温度为110℃的条件下,回流3h后,降温至温度为50℃,加入中间体6和三乙胺,进行反应3h后,过滤去除滤液,制得增效防老剂。
[0041]
实施例2
[0042]
一种超细金刚线切割光伏硅片衬板,包括如下重量份原料:abs树脂80份、聚碳酸酯15份、热塑性聚氨酯3份、超高分子量聚乙烯树脂粉1.3份、抗氧剂0.4份、增效防老剂0.8份、乙撑双硬脂酰胺0.3份。
[0043]
该衬板由如下步骤制成:
[0044]
步骤s1:原料混合造粒:按照配比将abs树脂,聚碳酸酯,热塑性聚氨酯,超高分子量聚乙烯树脂粉,抗氧剂,乙撑双硬脂酰胺在双螺杆挤出中混合造粒,双螺杆挤出机的温度设定在240℃;
[0045]
步骤s2:挤出压延塑料板:将造好的复配树脂粒子在挤出压延机中挤压拉板,定长切割,制备坯板,挤出温度设定在240℃,挤出速度控制在0.5m/min;
[0046]
步骤s3:塑料板后处理:将坯板铣切,清洗包装,得到塑料板成品。
[0047]
实施例3
[0048]
一种超细金刚线切割光伏硅片衬板,包括如下重量份原料:abs树脂70份、聚对苯二甲酸丁二醇酯20份、热塑性聚氨酯5份、超高分子量聚乙烯树脂粉2份、抗氧剂0.4份、增效防老剂1份、乙撑双硬脂酰胺0.3份。
[0049]
该衬板由如下步骤制成:
[0050]
步骤s1:原料混合造粒:按照配比将abs树脂,聚对苯二甲酸丁二醇酯,热塑性聚氨
酯,超高分子量聚乙烯树脂粉,抗氧剂,乙撑双硬脂酰胺在双螺杆挤出中混合造粒,双螺杆挤出机的温度设定在260℃;
[0051]
步骤s2:挤出压延塑料板:将造好的复配树脂粒子在挤出压延机中挤压拉板,定长切割,制备坯板,挤出温度设定在220℃,挤出速度控制在0.5m/min;
[0052]
步骤s3:塑料板后处理:将坯板铣切,清洗包装,得到塑料板成品。
[0053]
实施例4
[0054]
一种超细金刚线切割光伏硅片衬板,包括如下重量份原料:abs树脂85份、聚对苯二甲酸丁二醇酯10份、热塑性聚氨酯3份、聚四氟乙烯树脂粉1.2份、抗氧剂0.3份、增效防老剂1.3份、乙撑双硬脂酰胺0.5份。
[0055]
该衬板由如下步骤制成:
[0056]
步骤s1:原料混合造粒:按照配比将abs树脂,聚碳酸酯,热塑性聚氨酯,聚四氟乙烯树脂粉,抗氧剂,乙撑双硬脂酰胺在双螺杆挤出中混合造粒,双螺杆挤出机的温度设定在240
‑
260℃;
[0057]
步骤s2:挤出压延塑料板:将造好的复配树脂粒子在挤出压延机中挤压拉板,定长切割,制备坯板,挤出温度设定在220
‑
240℃,挤出速度控制在0.5m/min;
[0058]
步骤s3:塑料板后处理:将坯板铣切,清洗包装,得到塑料板成品。
[0059]
实施例5
[0060]
一种超细金刚线切割光伏硅片衬板,包括如下重量份原料:abs树脂85份、聚碳酸酯20份、热塑性聚氨酯5份、超高分子量聚乙烯树脂粉3份、抗氧剂0.6份、增效防老剂1.5份、乙撑双硬脂酰胺0.5份。
[0061]
该衬板由如下步骤制成:
[0062]
步骤s1:原料混合造粒:按照配比将abs树脂,聚碳酸酯,热塑性聚氨酯,超高分子量聚乙烯树脂粉,抗氧剂,乙撑双硬脂酰胺在双螺杆挤出中混合造粒,双螺杆挤出机的温度设定在240
‑
260℃;
[0063]
步骤s2:挤出压延塑料板:将造好的复配树脂粒子在挤出压延机中挤压拉板,定长切割,制备坯板,挤出温度设定在220
‑
240℃,挤出速度控制在0.5m/min;
[0064]
步骤s3:塑料板后处理:将坯板铣切,清洗包装,得到塑料板成品。
[0065]
对比例1
[0066]
本对比例与实施例1相比未加入增效防老剂,其余步骤相同。
[0067]
对比例2
[0068]
本对比例为中国专利cn107723824a公开的pp板。
[0069]
对实施例1
‑
3和对比例制得的垫板进行性能测试,测试结果如下表所示;
[0070]
[0071][0072]
由上表1可知实施例1
‑
5制得的超细金刚线切割光伏硅片衬板易切割、不变形、线震小。实际使用下来,切割速度达到10刀/24小时,综合下来断线率、挂线、掉片率低于2%。切割后硅片表面切割线痕轻,表面良好。对比现有技术,具有很高的性价比。
[0073]
以上内容仅仅是对本发明的构思所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的构思或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。