1.本发明涉及调整辅助装置、控制系统及调整辅助方法,特别是涉及辅助加减速时间常数以及前馈参数的调整的调整辅助装置、控制系统及调整辅助方法。
背景技术:
2.在机床、机器人或工业机器的实验机等中伺服控制装置的伺服调整中,首先执行增益滤波器及加减速等最低限度的功能,并在此基础上根据机器来选择需要的功能,实施该功能的调整。
3.与伺服控制装置的伺服调整相关的技术,例如记载于专利文献1及专利文献2。
4.在专利文献1中记载了伺服马达的控制参数调整方法。该控制参数调整方法包括以下工序:生成模拟模型的工序,该模拟模型包含将控制器模型化而得的控制器模型、将马达模型化而得的马达模型、以及将与马达连接的负载模型化而得的负载模型,其中,控制器具有用于进行马达的驱动控制的位置控制器和速度控制器;在速度控制模式下执行使用了模拟模型的模拟,评价速度控制器的参数而选出最佳值的工序;使用选出的速度控制器的参数,在位置速度控制模式下执行模拟,评价位置控制器的参数而选出最佳值的工序。
5.在专利文献2中记载了如下的输出装置:取得伺服控制装置的构成要素的学习到的参数或第一物理量和评价函数值,根据表示该参数、第一物理量或根据参数求出的第二物理量与评价函数值之间的关系的信息,来确认机器学习的经过或结果,输出能够表示以上内容的信息。并且,在专利文献2中记载有如下内容:在将参数设为伺服控制装置的构成要素的传递函数的系数时,输出装置根据该信息指示伺服控制装置变更系数的次数。
6.现有技术文献
7.专利文献
8.专利文献1:国际公开第2020/003738号
9.专利文献2:日本特开2020-071508号公报
技术实现要素:
10.发明要解决的课题
11.伺服控制装置的伺服调整中的功能选定,大多需要专业知识。例如,前馈调整通常使用以刚体为前提的简单模型来进行,即使准备了次数为高次(高阶)的前馈,也不一定经常使用高次前馈来进行调整。
12.因此,期望模拟使用了高次前馈的情况和不使用高次前馈的情况,不使实际机器动作就能辅助加减速时间常数和前馈参数的调整的调整辅助装置、控制系统及调整辅助方法。
13.用于解决课题的手段
14.(1)本公开的第一方式是一种调整辅助装置,具有:
15.机器模型制作部,其制作马达以及机床、机器人或工业机器的机构部的机器模型;
16.模拟部,其包含所述机器模型以及前馈处理部,并对控制所述马达的伺服控制装置的动作进行模拟;以及
17.调整部,其对用于生成位置指令的加减速时间常数和所述前馈处理部的参数进行调整,
18.所述调整部对设定了所述前馈处理部的多个次数时的各个所述加减速时间常数以及所述参数进行调整。
19.(2)本公开的第二方式是一种控制系统,具有:
20.上述(1)所述的调整辅助装置;
21.伺服控制装置,其控制马达;以及
22.数值控制装置,其将位置指令输出到所述伺服控制装置。
23.(3)本公开的第三方式是一种调整辅助方法,使计算机执行以下处理:
24.制作马达以及机床、机器人或工业机器的机构部的机器模型的处理;
25.通过包含所述机器模型以及前馈处理部的模拟部,对控制所述马达的伺服控制装置的动作进行模拟的处理;以及
26.对设定了所述前馈处理部的多个次数时的、用于生成位置指令的加减速时间常数和所述前馈处理部的参数进行调整的处理。
27.发明效果
28.根据本公开的各方式,能够模拟使用了高次前馈的情况和不使用高次前馈的情况,来辅助加减速时间常数和前馈参数的调整。
附图说明
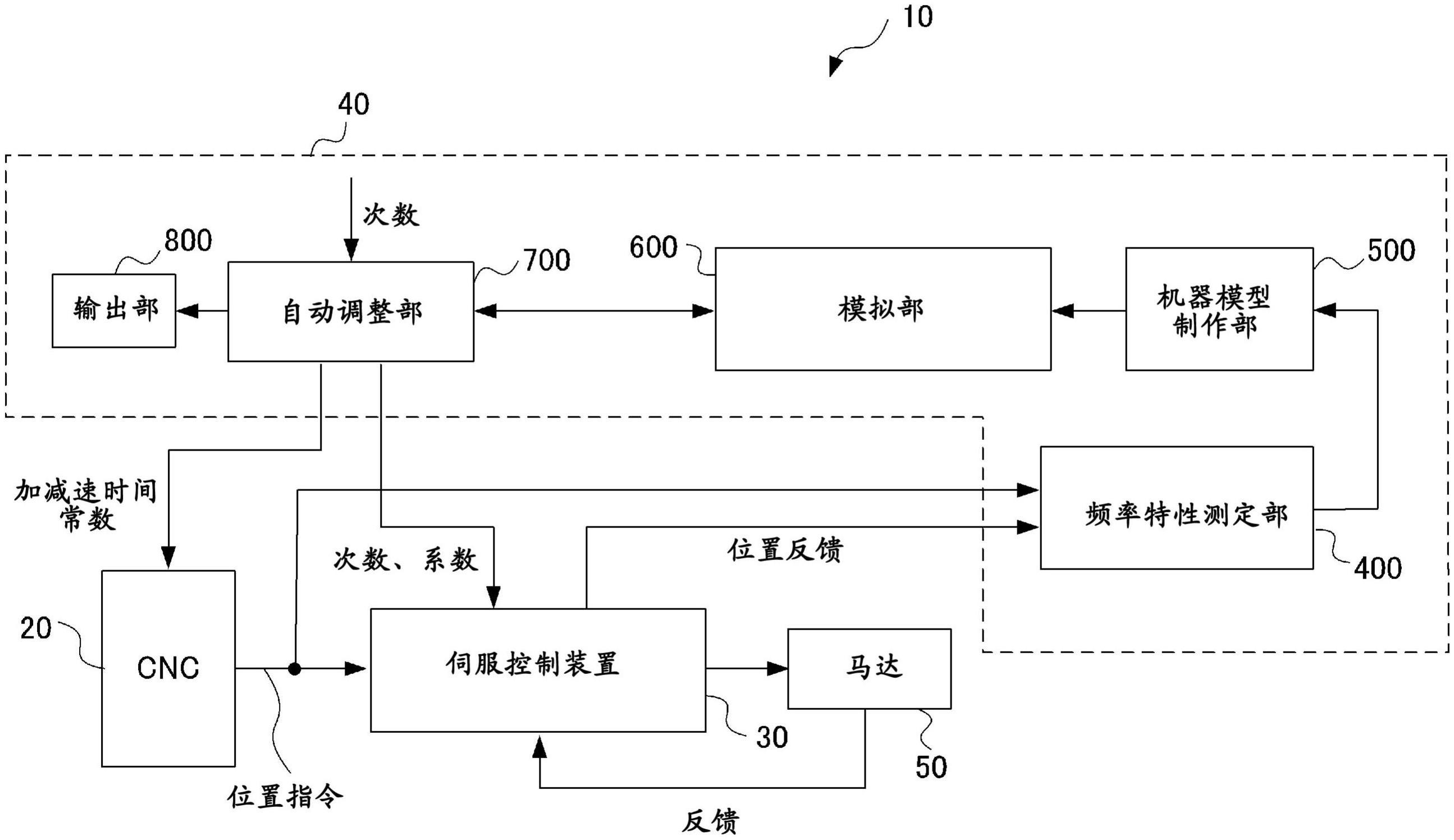
29.图1是表示包含本公开的一实施方式的调整辅助装置的控制系统的一结构例的框图。
30.图2是表示模拟部的一结构例的框图。
31.图3是表示马达和机床的机构部的机器模型的图。
32.图4是表示由频率特性测定部测定的输入输出增益和相位延迟的频率特性的一例的图。
33.图5是表示3个例子中位置指令的一次微分值和位置偏差的变动、以及周期时间的特性图。
34.图6是表示cnc装置的一结构例的框图。
35.图7是表示伺服控制装置的一结构例的框图。
36.图8是表示调整辅助装置的动作的流程图。
37.图9是表示控制系统的其他结构例的图。
具体实施方式
38.以下,使用附图对本发明的实施方式进行详细说明。
39.(第一实施方式)
40.图1是表示包含本公开的一实施方式的调整辅助装置的控制系统的一结构例的框图。
41.图1所示的控制系统10具有:作为数值控制装置的计算机数值控制装置(cnc装置)20、伺服控制装置30、调整辅助装置40以及马达50。此外,图1中,示出了cnc装置20、伺服控制装置30及调整辅助装置40分离,但调整辅助装置40也可以包含在cnc装置20或伺服控制装置30中。
42.由控制系统10的马达50驱动的对象,例如是机床、机器人或工业机器的机构部。马达50可以设置为机床、机器人或工业机器等的一部分。另外,控制系统10也可以设置为机床、机器人或工业机器等的一部分。
43.在由马达50驱动的对象是3轴加工机时,例如,为了使搭载被加工物(工件)的工作台在x轴方向和y轴方向上移动,使装配了工具的主轴在z轴方向上移动,对工件进行加工,控制系统10相对于x轴方向、y轴方向和z方向分别具有图1所示的伺服控制装置30和马达50。3轴加工机的机构部例如是滚珠丝杠和与滚珠丝杠连接的工作台。另外,控制系统10具有控制主轴的旋转的主轴马达控制部(未图示)以及马达(未图示)。以下,列举由马达50驱动的对象是机床的机构部的情况进行说明。
44.cnc装置20根据加工程序生成位置指令,输出至伺服控制装置30及调整辅助装置40。
45.伺服控制装置30根据位置指令生成转矩指令,控制马达50。
46.调整辅助装置40通过机器模型制作部500生成马达50和机床的机构部的机器模型,并在模拟部600中设定机器模型。调整辅助装置40的自动调整部700使用与生成位置指令的cnc装置20及伺服控制装置30一样结构的模拟部600来模拟cnc装置20及伺服控制装置30。
47.具体而言,调整辅助装置40对调整如下时间常数和系数的动作进行模拟:变更了伺服控制装置30的后述的位置前馈计算部308以及速度前馈计算部309中至少一方的传递函数的次数时的、用于生成cnc装置20的位置指令的加减速时间常数和位置前馈计算部308以及速度前馈计算部309中至少一方的传递函数的系数。并且,调整辅助装置40根据模拟结果来设定cnc装置20的加减速时间常数、位置前馈计算部308和速度前馈计算部309中至少一方的传递函数的次数和系数。
48.马达50能够使用进行直线运动的线性马达或具有旋转轴的马达等。
49.以下,对调整辅助装置40的结构以及动作进行说明。cnc装置20及伺服控制装置30的结构以及动作在后面进行描述。
50.<调整辅助装置40>
51.如图1所示,调整辅助装置40具有:频率特性测定部400、机器模型制作部500、模拟部600、作为调整部的自动调整部700以及输出部800。图2是表示模拟部600的一结构例的框图。
52.在本实施方式中,在通过cnc装置20使伺服控制装置30动作,通过机器模型制作部500生成了机器模型之后,调整辅助装置40的自动调整部700在与模拟部600之间进行模拟,设定次数不同的、后述的模拟部600的位置前馈处理部6082的多个传递函数f(s),来调整各个次数下的、后述的位置指令生成部611的加减速时间常数以及位置前馈处理部6082的传递函数f(s)的系数ai、bj。
53.频率特性测定部400测定成为伺服控制装置30的控制环的位置环的频率特性。具
体而言,根据位置指令以及伺服控制装置30的位置反馈,求出输入输出增益和相位延迟的频率特性。此外,为了制作用于调整模拟部600的后述的位置前馈处理部6082的系数ai、bj的机器模型,需要位置环的频率特性,而为了制作用于调整后述的速度前馈处理部6092的系数的机器模型,需要成为控制环的速度环的频率特性,即,需要根据速度指令和速度反馈而求出的输入输出增益和相位延迟的频率特性。在此,频率特性测定部400为了制作用于调整位置前馈处理部6082的机器模型而测定位置环的频率特性。
54.此外,在控制环中除了位置环、速度环以外还包含其他环,例如未图示的电流环。在伺服控制装置30在速度控制部305的后级具有电流控制部来进行电流反馈、并具有包含电流前馈处理部的电流前馈计算部时,频率特性测定部400测定成为伺服控制装置30的控制环的电流环的频率特性。具体而言,根据转矩指令以及伺服控制装置30的电流反馈,求出输入输出增益和相位延迟的频率特性。在后述的图7的伺服控制装置30中,没有示出电流控制部和电流前馈计算部,但可以包含电流控制部和电流前馈计算部。
55.为了制作用于调整与伺服控制装置30一样结构的模拟部600的电流前馈计算部的电流前馈处理部的系数(与后述的数学公式3一样的传递函数的系数)的机器模型,需要电流环的频率特性。关于电流控制部及电流前馈计算部,例如记载于日本特开2019-164484号公报。
56.机器模型制作部500例如通过图3所示那样的双惯性系统来制作机器模型。这样的机器模型例如记载于《nc工作機械
の
送
り
軸
のための
2慣性系
モデルによる
低周波振動抑制制御
の
研究》2016年82卷8号p.745-750,精密工学会誌。此外,机器模型制作部500不限于通过双惯性系统来制作机器模型,还可以通过其他方法来制作模型,例如,可以通过将测定出的频率特性作为黑箱模型拟合到后述的数学公式3那样的多项式的传递函数来制作机器模型,而不使用物理模型。
57.例如使用负载的固有角频率ω0、阻尼系数ζ,用数学公式1(以下表示为数学式1)来表示马达50以及机床的机构部的机器模型。数学公式1是从马达位置到负载位置的传递函数。
58.[数学式1]
[0059][0060]
机器模型制作部500可以使用由频率特性测定部400测定的输入输出增益和相位延迟的频率特性,来求出数学公式1的负载的固有角频率ω0以及阻尼系数ζ。图4是表示由频率特性测定部400测定的输入输出增益和相位延迟的频率特性的一例的图。可以根据图4的输入输出增益的峰值频率fp、比峰值频率fp时的输入输出增益的峰值低3db的点的频率宽度δf,使用式δf/fp来求出阻尼系数ζ。可以根据ω0=2πfp求出负载的固有角频率ω0。
[0061]
另外,也可以通过图3所示那样的双惯性系统使用机器模型,根据马达的惯量、负载惯量、共振频率以及共振时的增益峰值,来求出机器模型。
[0062]
例如使用负载惯量j
l
、弹簧常数km、阻尼常数cm、用数学公式2(以下表示为数学式2),来表示机器模型。数学公式2是从马达位置到负载位置的传递函数。
[0063]
[数学式2]
[0064][0065]
可以由负载惯量推定部推定负载惯量。负载惯量推定部例如可以设置在调整辅助装置40内。负载惯量推定部取得流过马达50的电流值,并且从马达50取得速度检测值。负载惯量推定部例如可以使用日本特开2010-148178号公报所记载的控制装置的惯量推定方法来推定负载惯量。日本特开2010-148178号公报所记载的控制装置具有:向对马达的转矩指令施加正弦波状指令的单元;取得流过马达的电流值的单元;取得马达的加速度值的单元;根据从正弦波状指令的多个周期的电流值和加速度值得到的电流代表值和加速度代表值、以及马达的转矩常数,来推定马达的被驱动体的惯量(负载惯量)的单元。可以通过对速度检测值进行微分来求出加速度。
[0066]
若设为电流代表值i、加速度代表值a、转矩常数kt,则可以通过j=i
·
kt/a的关系式求出惯量j。
[0067]
图2所示模拟部600的结构例。
[0068]
如图2所示,模拟部600具有:减法器601、位置控制部602、加法器603、减法器604、速度控制部605、加法器606、积分器607、位置前馈计算部608以及速度前馈计算部609。位置前馈计算部608具有微分器6081和位置前馈处理部6082。速度前馈计算部609具有2次微分器6091和速度前馈处理部6092。这些结构与后述的伺服控制装置30一样。此外,在图2中虽未图示,但在伺服控制装置30包含电流控制部及电流前馈计算部时,模拟部600也一样包含电流控制部及电流前馈计算部。
[0069]
另外,模拟部600具有:由机器模型制作部500制作的机器模型610;以及生成与cnc装置20一样的位置指令的位置指令生成部611。在此,使用由频率特性测定部400测定的输入输出增益和相位延迟的频率特性,通过数学公式1求出机器模型610。位置指令生成部611中用于生成位置指令的加减速时间常数由自动调整部700进行调整。位置指令生成部611在此设置于模拟部600中,但也可以设置于模拟部600外。
[0070]
从位置指令生成部611输出的位置指令输入到减法器601、位置前馈计算部608以及速度前馈计算部609。
[0071]
减法器601接受从位置指令生成部611输入的位置指令,求出位置指令与位置反馈后的检测位置之差,将该差作为位置偏差输出到位置控制部602。
[0072]
位置控制部602将对位置偏差乘以位置增益kp而得的值作为速度指令输出到加法器603。
[0073]
位置前馈计算部608具有微分器6081和位置前馈处理部6082。位置前馈处理部6082成为前馈处理部。
[0074]
位置前馈计算部608的微分器6081对输入的位置指令进行微分并乘以常数α,位置前馈处理部6082对微分器6081的输出进行由数学公式3(以下表示为数学式3)所示的传递函数f(s)所示的位置前馈处理,将其处理结果作为位置前馈项输出到加法器603。数学公式3的系数ai、bj(m≥i≥0,n≥j≥0,m、n为0或自然数,m、n为次数)是位置前馈处理部6082的传递函数f(s)的各系数。设定次数是指设定数字m和数字n中的一方或双方。系数ai、bj为位置前馈处理部6082的参数。
[0075]
[数学式3]
[0076][0077]
加法器603将速度指令与位置前馈计算部608的输出值(位置前馈项)相加,作为前馈控制后的速度指令输出到减法器604。减法器604求出加法器603的输出与速度反馈后的速度检测值之差,将该差作为速度偏差输出到速度控制部605。
[0078]
速度控制部605将对速度偏差乘以积分增益k1v并进行积分而得的值与对速度偏差乘以比例增益k2v而得的值相加,作为转矩指令输出到加法器606。
[0079]
速度前馈计算部609具有2次微分器6091和速度前馈处理部6092。速度前馈处理部6092为前馈处理部。
[0080]
速度前馈计算部609的2次微分器6091对输入的位置指令值进行2次微分并乘以常数β,速度前馈处理部6092对2次微分器6091的输出进行由数学公式4(以下表示为数学式4)所示的传递函数g(s)所示的速度前馈处理,将其处理结果作为速度前馈项输出到加法器606。数学公式4的系数ci、dj(p≥i≥0,q≥j≥0,p、q为0或自然数,p、q为次数)是速度前馈处理部6092的传递函数g(s)的各系数。设定次数是指设定数p和数q中的一方或双方。系数ci、dj为速度前馈处理部6092的参数。
[0081]
[数学式4]
[0082][0083]
加法器606将转矩指令与速度前馈计算部609的输出值(速度前馈项)相加,作为前馈控制后的转矩指令输出到机器模型610。
[0084]
机器模型610将机器模型的速度作为速度反馈输入到减法器604。速度由积分器607进行积分并作为位置反馈输入到减法器601。
[0085]
自动调整部700设定次数不同的位置前馈处理部6082的多个传递函数f(s),调整各个次数下位置指令生成部611的加减速时间常数以及位置前馈处理部6082的传递函数f(s)的系数ai、bj。此外,速度前馈处理部6092的传递函数g(s)的系数ci、dj的调整可以通过求出速度环的频率特性来制作机器模型而实现,这里作为仅调整位置前馈处理部6082的传递函数f(s)的系数ai、bj来进行说明。
[0086]
自动调整部700调整位置指令生成部611的加减速时间常数使得周期时间(cycle time)不变小,还调整位置前馈处理部6082的传递函数f(s)的系数ai、bj使得位置偏差降低。
[0087]
然后,自动调整部700向输出部800输出:多个次数的各次数、基于各次数下调整后的加减速时间常数及调整后的系数ai、bj的、模拟部600的位置指令的一次微分值和位置偏差。
[0088]
位置前馈处理部6082的传递函数f(s)的次数m、n例如设定为m=0,n=0,m、n≥1。m、n≥1时的次数m、n,例如可以根据低频(到100hz左右的频率)下的共振点个数来确定。具体而言,如果是1个共振点,则可以确定为2次,如果是2个共振点,则可以确定为4次。次数m、n的值可以由用户预先确定,也可以由自动调整部700根据共振点的个数来确定。
[0089]
由用户确定位置前馈处理部6082的传递函数f(s)的系数ai、bj的初始值。
[0090]
由用户确定位置指令生成部611的加减速时间常数的初始值。例如,设定小型机床的加减速,设定为容易摆动。自动调整部700从该初始值开始调整为能够抑制振动的加减速时间常数。
[0091]
输出部800是液晶显示装置等显示装置或打印机等。输出部800根据所输入的、基于各次数下调整后的加减速时间常数及调整后的系数ai、bj的、位置指令的一次微分值及位置偏差,对用户例如在显示装置上显示表示伺服状态的信息,该伺服状态包含基于各次数下调整后的加减速时间常数及调整后的系数ai、bj的、模拟部600的位置偏差的变动及周期时间。在此,输出是指对用户显示伺服状态的信息的动作,例如是指将该信息显示于显示装置、或利用打印机打印于纸张,该伺服状态包含各次数下的至少周期时间。各次数以及加减速时间常数的值与包含周期时间的伺服状态一起输出。
[0092]
用户判断由输出部800展示的、多个次数下位置偏差的变动以及周期时间,并输入位置前馈处理部6082的传递函数f(s)的次数以及位置指令生成部611的加减速时间常数,使得周期时间变小、位置偏差的变动减少。
[0093]
此外,输出部800也可以输出表示各次数下位置指令的一次微分值和位置偏差的变动、以及周期时间ct的特性图,输入用户从多个特性图中确定特性图的信息,由此,自动调整部700能够根据确定出的特性图,确定位置前馈处理部6082的传递函数f(s)的次数以及位置指令生成部611的加减速时间常数。
[0094]
自动调整部700对输入的次数设定伺服控制装置30的后述的位置前馈处理部3082的传递函数f(s)的次数m、n,并且将以输入的次数进行了调整的、位置前馈处理部6082的传递函数f(s)的系数ai、bj设定为伺服控制装置30的位置前馈处理部3082的传递函数f(s)的系数ai、bj。另外,自动调整部700将cnc装置20的加减速时间常数设定为输入的加减速时间常数。
[0095]
此外,自动调整部700也可以不使用输出部800对用户展示表示包含周期时间的伺服状态的信息,而是决定位置前馈处理部6082的传递函数f(s)的次数和系数、以及位置指令生成部611的加减速时间常数,并设定为伺服控制装置30的位置前馈处理部3082的传递函数f(s)的次数和系数ai、bj以及cnc装置20的加减速时间常数,使得周期时间变小,位置偏差的变动减少。
[0096]
以下,说明设定位置指令生成部611的加减速时间常数、位置前馈处理部6082的传递函数f(s)的次数的3个例子。
[0097]
(例1)自动调整部700设定位置指令生成部611的加减速时间常数,使位置前馈处理部6082的传递函数f(s)的次数m、n为m=0、n=0(将m=0、n=0的情况称为低次的次数)。此时,位置前馈处理部6082的传递函数f(s)的系数为a0、b0。
[0098]
(例2)自动调整部700使位置指令生成部611的加减速时间常数小于在例1中设定的加减速时间常数,使位置前馈处理部6082的传递函数f(s)的次数m、n为与例1相同。
[0099]
(例3)自动调整部700使位置指令生成部611的加减速时间常数为与例2中设定的加减速时间常数(小于例1中设定的加减速时间常数的加减速时间常数)相同,使位置前馈处理部6082的传递函数f(s)的次数m、n为自然数(m、n≥1)(将m、n为自然数的情况称为高次的次数)。此时,位置前馈处理部6082的传递函数f(s)的系数为数学公式3所示的系数ai、bj。
chang kang,yung ho jeong,deuk woo lee,jeong suk kim,journal of materials processing technology 113(2001)410-415中。
[0110]
对调整辅助装置40所包含的功能块进行了说明。
[0111]
为了实现这些功能块,调整辅助装置40具有cpu(central processing unit)等运算处理装置。另外,调整辅助装置40分别还具有:储存了应用软件或者os(operating system)等各种控制用程序的hdd(hard disk drive)等辅助存储装置、以及用于储存运算处理装置执行程序时暂时需要的数据的ram(random access memory)这样的主存储装置。
[0112]
然后,在调整辅助装置40中,运算处理装置从辅助存储装置读入应用软件或者os,一边使读入的应用软件或者os在主存储装置中展开,一边进行根据这些应用软件或者os的运算处理。另外,根据该运算结果,控制各装置具有的各种硬件。由此,实现本实施方式的功能块。即,本实施方式能够通过硬件和软件协作来实现。
[0113]
在调整辅助装置40的自动调整部700中进行机器学习时,伴随机器学习的运算量多,因此,调整辅助装置40例如在个人计算机中搭载gpu(graphics processing units),通过称为gpgpu(general-purpose computing on graphics processing units)的技术,若将gpu用于伴随机器学习的运算处理,则能够高速处理。并且,为了进行更高速的处理,调整辅助装置40也可以使用多台搭载了这样的gpu的计算机来构建计算机集群,通过该计算机集群所包含的多个计算机来进行并行处理。
[0114]
接着,对cnc装置20及伺服控制装置30进行说明。
[0115]
<cnc装置20>
[0116]
图6是表示cnc装置的一结构例的框图。
[0117]
图6所示的cnc装置20具有:程序解析部201、插补部202、加减速控制部203以及指令输出部204。cnc装置20向主轴马达控制部发送用于控制主轴旋转的动作指令,在此省略说明。
[0118]
程序解析部201从加工程序中依次读出包含机床的x轴、y轴以及z轴的移动指令在内的程序块并进行解析,根据解析结果制作指示各轴移动的移动指令数据。
[0119]
插补部202根据从程序解析部201输出的移动指令数据所指示的移动指令,生成按插补周期对指令路径上的点进行插补计算而得的插补数据。
[0120]
加减速控制部203使用从调整辅助装置40输出的加减速时间常数来调整加减速时间常数,根据从插补部202输出的插补数据,使用调整后的加减速时间常数进行加减速处理,计算每个插补周期的各轴的加工速度并输出到指令输出部204。
[0121]
指令输出部204根据从加减速控制部203输出的各轴的加工速度来生成位置指令,并输出到伺服控制装置30和调整辅助装置40。加减速时间常数成为用于制作位置指令的参数。
[0122]
<伺服控制装置30>
[0123]
图7是表示伺服控制装置的一结构例的框图。在图7中,还表示了伺服控制装置以外的控制系统的结构部。如图7所示,伺服控制装置30具有:减法器301、位置控制部302、加法器303、减法器304、速度控制部305、加法器306、积分器307、位置前馈计算部308以及速度前馈计算部309。加法器306与马达50连接。减法器301、位置控制部302、加法器303、减法器304、速度控制部305、加法器306、积分器307、位置前馈计算部308以及速度前馈计算部309
的动作与已经说明的减法器601、位置控制部602、加法器603、减法器604、速度控制部605、加法器606、积分器607、位置前馈计算部608以及速度前馈计算部609的动作一样,因此,省略详细的说明。
[0124]
从cnc装置20输出的位置指令输入到减法器301、位置前馈计算部308、速度前馈计算部309以及调整辅助装置40的频率特性测定部400。
[0125]
加法器306与马达50连接。加法器306将转矩指令与速度前馈计算部309的输出值(速度前馈项)相加,作为前馈控制后的转矩指令向马达50输出来驱动马达50。
[0126]
马达50的旋转角度位置由与马达50关联起来的、作为位置检测部的旋转编码器来检测,速度检测值作为速度反馈输入到减法器304。速度检测值由积分器307积分而成为位置检测值,位置检测值作为位置反馈输入到减法器301。
[0127]
接下来,使用图8的流程图对调整辅助装置40的动作进行说明。图8是表示调整辅助装置的动作的流程图。
[0128]
在步骤s11中,频率特性测定部400测定控制环的频率特性。
[0129]
在步骤s12中,机器模型制作部500使用测定出的频率特性,通过图3所示的双惯性系统来制作数学公式1所示的机器模型作为模拟部600的机器模型610。
[0130]
在步骤s13中,自动调整部700设定次数不同的、位置前馈处理部6082的多个传递函数f(s),调整各个次数下位置指令生成部611的加减速时间常数以及位置前馈处理部6082的传递函数f(s)的系数ai、bj。
[0131]
在步骤s14中,输出部800输出次数为高次、低次的情况与加速时间常数的大小情况的组合下的位置偏差和周期时间。
[0132]
在以上说明的实施方式中,在使用了高次前馈时和不使用高次前馈时,通过模拟来计算位置偏差、周期时间等伺服状态的差异,并向用户显示效果(周期时间缩短等),由此,能够辅助伺服功能的选定。
[0133]
在本实施方式中,在通过cnc装置使伺服控制装置动作来制作机器模型之后,可以不通过cnc装置使伺服控制装置动作,而是调整辅助装置设定次数不同的、模拟部的位置前馈处理部的多个传递函数,调整各个次数下位置指令生成部的加减速时间常数、位置前馈处理部的传递函数的系数。
[0134]
以上,对本发明的各实施方式进行了说明,但调整辅助装置以及控制系统所包含的各结构部可以通过硬件、软件或者它们的组合来实现。另外,通过调整辅助装置以及控制系统所包含的各结构部各自的协作进行的调整辅助方法也可以通过硬件、软件或者它们的组合来实现。在此,通过软件实现是指通过计算机读入程序并执行来实现。
[0135]
程序可以使用各种类型的非暂时性的计算机可读取的记录介质(non-trans itory computer readable medium)来储存,并提供给计算机。非暂时性的计算机可读取的记录介质包含各种类型的有实体的记录介质(tangible storage med ium)。非暂时性的计算机可读取的记录介质的例子包含磁记录介质(例如硬盘驱动器)、光磁记录介质(例如光磁盘)、cd-rom(read only memory)、cd-r、cd-r/w、半导体存储器(例如掩模rom、prom(programmable ro m)、eprom(erasable prom)、闪存rom、ram(random access memor y))。
[0136]
上述的实施方式是本发明的优选的实施方式,但本发明的范围并不仅限定于上述实施方式,在不脱离本发明精神的范围内能够以实施了各种变更的方式来实施。
[0137]
<系统结构的自由度>
[0138]
图9是表示其他结构的控制系统的框图。如图9所示,控制系统10a具有:n台cnc装置20-1~20-n、n台伺服控制装置30-1~30-n、调整辅助装置40-1~40-n以及网络900。此外,n是任意的自然数。n台cnc装置20-1~20-n分别对应于图1所示的cnc装置20。n台伺服控制装置30-1~30-n分别对应于图1所示的伺服控制装置30。调整辅助装置40-1~40-n对应于调整辅助装置40。
[0139]
在此,cnc装置20-1、伺服控制装置30-1、及调整辅助装置40-1设为1对1的组,经由网络900能够通信地连接。cnc装置20-2~20-n、伺服控制装置30-2~30-n及调整辅助装置40-2~40-n也与cnc装置20-1、伺服控制装置30-1及调整辅助装置40-1一样地连接。
[0140]
在图9中,cnc装置20-1~20-n、伺服控制装置30-1~30-n、及调整辅助装置40-1~40-n这n个组经由网络900连接,但cnc装置20-1~20-n、伺服控制装置30-1~30-n、及调整辅助装置40-1~40-n这n个组也可以经由连接接口而直接连接。这些cnc装置20-1~20-n、伺服控制装置30-1~30-n、及调整辅助装置40-1~40-n这n个组例如可以在同一工厂设置多组,也可以分别设置在不同的工厂。
[0141]
此外,网络900例如是在工厂内构建的lan(local area network)、因特网、公共电话网、或者它们的组合。关于网络900中的具体通信方式、是有线连接还是无线连接等,没有特别限定。
[0142]
本公开的调整辅助装置、控制系统以及调整辅助方法包含上述的实施方式,可以采取具有如下结构的各种实施方式。
[0143]
(1)一种调整辅助装置(例如,调整辅助装置40),具有:
[0144]
机器模型制作部(例如,机器模型制作部500),其制作马达(例如,马达50)以及机床、机器人或工业机器的机构部的机器模型;
[0145]
模拟部(例如,模拟部600),其包含所述机器模型以及前馈处理部(例如,位置前馈处理部6082、速度前馈处理部6092),并对控制所述马达的伺服控制装置的动作进行模拟;以及
[0146]
调整部(例如,自动调整部700),其对用于生成位置指令的加减速时间常数和所述前馈处理部的参数进行调整,
[0147]
所述调整部对设定了所述前馈处理部的多个次数时的各个所述加减速时间常数以及所述参数进行调整。
[0148]
根据该调整辅助装置,能够模拟使用了高次前馈的情况和不使用高次前馈的情况,来辅助加减速时间常数和前馈参数的调整。
[0149]
(2)根据上述(1)所述的调整辅助装置,其中,
[0150]
所述调整辅助装置具有:频率特性测定部(例如,频率特性测定部400),其测定所述伺服控制装置的控制环的频率特性,
[0151]
机器模型制作部根据由所述频率特性测定部测定出的所述频率特性来制作所述机器模型。
[0152]
(3)根据上述(1)或(2)所述的调整辅助装置,其中,
[0153]
所述调整部使用机器学习来调整所述加减速时间常数和所述前馈处理部的参数。
[0154]
(4)根据上述(1)~(3)中任一项所述的调整辅助装置,其中,
[0155]
所述调整辅助装置具有:输出部(例如,输出部800),其向用户提示设定了所述前馈处理部的多个次数时的、表示伺服状态的信息,该伺服状态包含周期时间。
[0156]
根据该调整辅助装置,在使用高次前馈时和不使用高次前馈时,通过模拟来计算位置偏差、周期时间等伺服状态的差异,并向用户显示效果(周期时间缩短等),由此,能够辅助伺服功能的选定。
[0157]
(5)一种控制系统(例如,控制系统10),具有:
[0158]
上述(1)~(4)中任一项所述的调整辅助装置(例如,调整辅助装置40);
[0159]
伺服控制装置(例如,伺服控制装置30),其控制马达;以及
[0160]
数值控制装置(例如,cnc装置20),其将位置指令输出至所述伺服控制装置。
[0161]
根据该控制系统,能够模拟使用高次前馈的情况和不使用高次前馈的情况,来辅助加减速时间常数和前馈参数的调整。
[0162]
(6)根据上述(5)所述的控制系统,其中,
[0163]
所述调整辅助装置将调整后的参数设定为所述伺服控制装置的前馈处理部(例如,位置前馈处理部3082、速度前馈处理部3092)的参数。
[0164]
(7)一种调整辅助方法,使计算机进行以下处理:
[0165]
制作马达(例如,马达50)以及机床、机器人或工业机器的机构部的机器模型的处理;
[0166]
通过包含所述机器模型以及前馈处理部(例如,位置前馈处理部6082、速度前馈处理部6092)的模拟部(例如,模拟部600),对控制所述马达的伺服控制装置的动作进行模拟的处理;以及
[0167]
对设定了所述前馈处理部的多个次数时的、用于生成位置指令的加减速时间常数和所述前馈处理部的参数进行调整的处理。
[0168]
根据该调整辅助方法,能够模拟使用了高次前馈的情况和不使用高次前馈的情况,来辅助加减速时间常数和前馈参数的调整。
[0169]
符号说明
[0170]
10、10a 控制系统
[0171]
20 cnc装置
[0172]
30 伺服控制装置
[0173]
40 调整辅助装置
[0174]
50 马达
[0175]
201 程序解析部
[0176]
202 插补部
[0177]
203 加减速控制部
[0178]
204 指令输出部
[0179]
301、601 减法器
[0180]
302、602 位置控制部
[0181]
303、603 加法器
[0182]
304、604 减法器
[0183]
305、605 速度控制部
[0184]
306、606 加法器
[0185]
307、607 积分器
[0186]
308、608 位置前馈计算部
[0187]
309、609 速度前馈计算部
[0188]
400 频率特性测定部
[0189]
500 机器模型制作部
[0190]
600 模拟部
[0191]
610 机器模型
[0192]
611 位置指令生成部
[0193]
700 自动调整部
[0194]
800 输出部
[0195]
900网络。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。