1.本发明涉及特种材料热加工技术领域,具体而言,尤其涉及一种高温合金棒料硬包套滚转式柱面包装设备及方法。
背景技术:
2.高温合金是指以铁、钻、镍等第
ⅷ
族元素为基体,能在600℃以上高温长期使用,并承受较大复杂应力,具有较强表面稳定性的高合金化金属材料。因为其具有优良特性,高温合金广泛地应用于航空、大型地面燃气轮机、核电站、油气田、超临界电站、化工、汽车、新能源(燃料、电池)等各个工业领域。
3.高温合金的生产过程中,某些高温合金,比如gh4169高温合金的组织和性能对热加工工艺非常敏感,需要采取等温锻造和热模锻等特殊工艺措施才能保证锻造成形及最佳组织控制的实现,所以制定正确的热加工工艺尤为重要。而在这整个过程中,温度的控制正是其中重要的一环。
4.在实际生产过程中,由于等温锻造成本高,操作较为复杂,不利于大规模生产,所以一般采用对坯料采取各种保温措施的热模锻生产。典型的保温方法是使用绝热材料覆盖在坯料表面,以减缓坯料因辐射和对流导致的热量损失。而将绝热材料固定在钢坯表面的方法称为包套,包套又分为硬包套和软包套,硬包套采用焊接不锈钢外套固定,软包套采用粘贴方式固定。
5.目前,主要采用人工作业的方式,但是工作强度高,人力消耗大。因此,有必要提供一种适用于高温合金棒料,硬包套的滚转式柱面包装设备,用于解决人力资源和生产效率的问题。
技术实现要素:
6.根据上述提出的现有技术中存在的针对硬包套的作业多采用人工且生产效率低的技术问题,而提供一种高温合金棒料硬包套滚转式柱面包装设备及方法,弥补目前行业内的空缺。
7.本发明采用的技术手段如下:
8.一种高温合金棒料硬包套滚转式柱面包装设备,包括:
9.机架;
10.支撑定位系统,用于承载钢板、保温棉和棒料,对所述棒料的轴向定位;
11.滚卷包裹系统,包括滚转驱动部和滚转随动部,在滚转驱动部和滚转随动部相对运动共同作用下,带动钢板、保温棉和棒料做旋转运动;
12.弯曲成型系统,用于调节滚压弯曲钢板的弯曲程度。
13.进一步地,所述支撑定位系统包括支撑基座以及滚轮v型块定位机构,所述支撑基座固定在所述机架上,所述滚轮v型块定位机构固定于所述支撑基座。
14.进一步地,所述滚转驱动部包括滚转驱动转盘、滚转驱动支架、滚转驱动电机和直
线驱动电机,所述滚转随动部包括滚转随动转盘和滚转随动支架;所述滚转驱动转盘连接于所述滚转驱动支架上,所述滚转驱动电机连接于滚转驱动支架上,用于驱动滚转驱动转盘转动;所述滚转随动转盘连接于滚转随动支架上,所述滚转驱动支架与其下方的滑块固定连接,所述滚转随动支架与其下方的滑块固定连接,所述滑块沿着直线导轨移动;丝杠模组固定于所述机架上,丝母分别与滚转驱动支架和滚转随动支架固定连接,直线驱动电机与丝杠连接提供动力。
15.进一步地,所述滚卷包裹系统还包括两个相对设置的翻转压紧机构,所述翻转压紧机构分别与滚转驱动转盘和滚转随动转盘相连。
16.进一步地,所述翻转压紧机构包括翻转压板、用于固定所述翻转压板的翻转压紧基座和定位机构,所述翻转压板可在所述翻转压紧基座内一定角度的旋转,所述定位机构用于将所述翻转压板固定在所需角度上,使所述翻转压板压紧钢板。
17.进一步地,所述弯曲成型系统包括钢板弯曲滚压支架、滚压机构、钢板弯曲滚压电动推杆、压板闭合机构和压板闭合电动推杆,所述钢板弯曲滚压支架铰接于所述机架上,所述钢板弯曲滚压电动推杆铰接于机架,为所述钢板弯曲滚压支架提供动力;所述滚压机构铰接于所述钢板弯曲滚压支架上,用于自动调节接触面的角度;所述压板闭合机构铰接于所述机架上,所述压板闭合电动推杆连接于机架,为所述压板闭合机构提供动力。
18.进一步地,所述滚压机构包括滚压基座、滚轮和弹簧,所述弹簧套设在所述滚压基座上,用于减小钢板通过时的阻力。
19.本发明还公开了一种上述的高温合金棒料硬包套滚转式柱面包装设备的包装方法,包括如下步骤,
20.步骤1:钢板预处理,将保温棉贴合于钢板表面上,将钢板与保温棉放置在滚轮v型块定位机构和机架上;
21.步骤2:转运需要包套的棒料到设备,放置在所述滚轮v型块定位机构上;
22.步骤3:驱动直线驱动电机带动滚卷包裹系统直线运动,夹紧棒料;调整翻转压紧机构的翻转压板角度,使其压紧钢板,用定位机构固定;驱动钢板弯曲滚压电动推杆,使滚压机构压紧在棒料上方,防止棒料发生窜动;接下来驱动滚转驱动电机,带动滚卷包裹系统、棒料、钢板与保温棉旋转,旋转180
°
后,钢板和保温棉至滚压机构下;在旋转270
°
后,驱动压板闭合电动推杆,使压板闭合机构将余留钢板和保温棉贴合于棒料,完成整个圆周包裹;
23.步骤4:完成包裹后进行焊接工作,焊接完成后硬包套固定在棒料上;设备恢复初始状态,将棒料转移并等待进入下一工序。
24.较现有技术相比,本发明具有以下优点:
25.本发明能适应一定直径范围的棒料的柱面硬包装。
26.本发明提供的滚卷包裹系统可以沿着直线导轨有一定距离的直线运动,能适应不同棒料的轴向长度,适用性比较广。
27.采用本发明的设备及方法提高了工作效率,解放了一定的人力消耗。相比于人工需要几个人配合包裹的棒料柱面硬包装,能大幅度改善操作人员劳动强度,提高生产效率。
28.基于上述理由本发明可在特种材料热加工等领域广泛推广。
附图说明
29.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
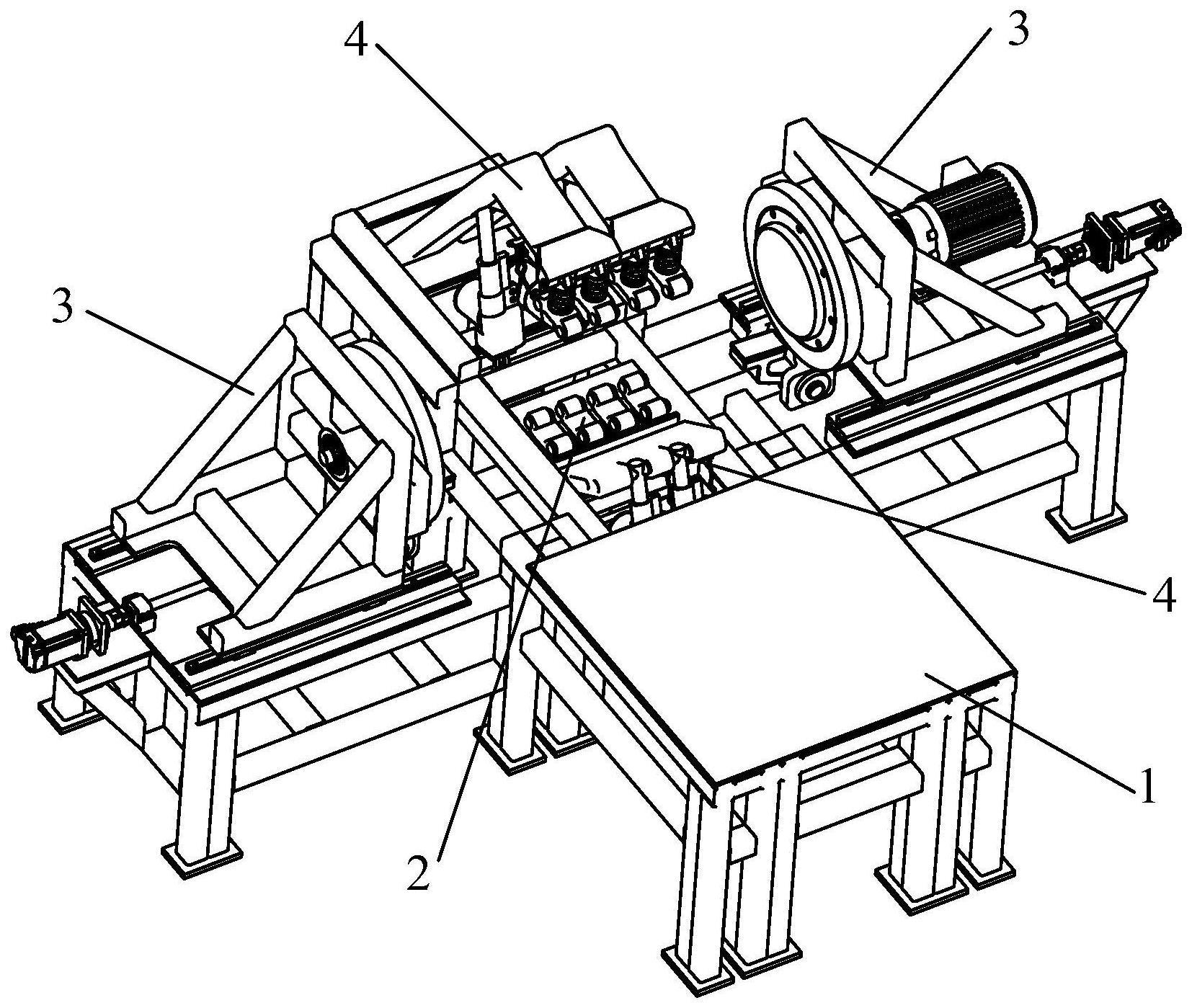
30.图1为本发明高温合金棒料硬包套滚转式柱面包装设备的立体示意图。
31.图2为本发明高温合金棒料硬包套滚转式柱面包装设备的支撑定位系统示意图。
32.图3为本发明高温合金棒料硬包套滚转式柱面包装设备的滚卷包裹系统示意图。
33.图4为本发明高温合金棒料硬包套滚转式柱面包装设备的弯曲成型系统示意图。
34.图5为本发明滚卷包裹系统的翻转压紧机构示意图。
35.图6为本发明弯曲成型系统的滚压机构示意图。
36.图7为钢板和保温棉预处理后的示意图。
37.图8为钢板和保温棉放置于本发明高温合金棒料硬包套滚转式柱面包装设备上的示意图。
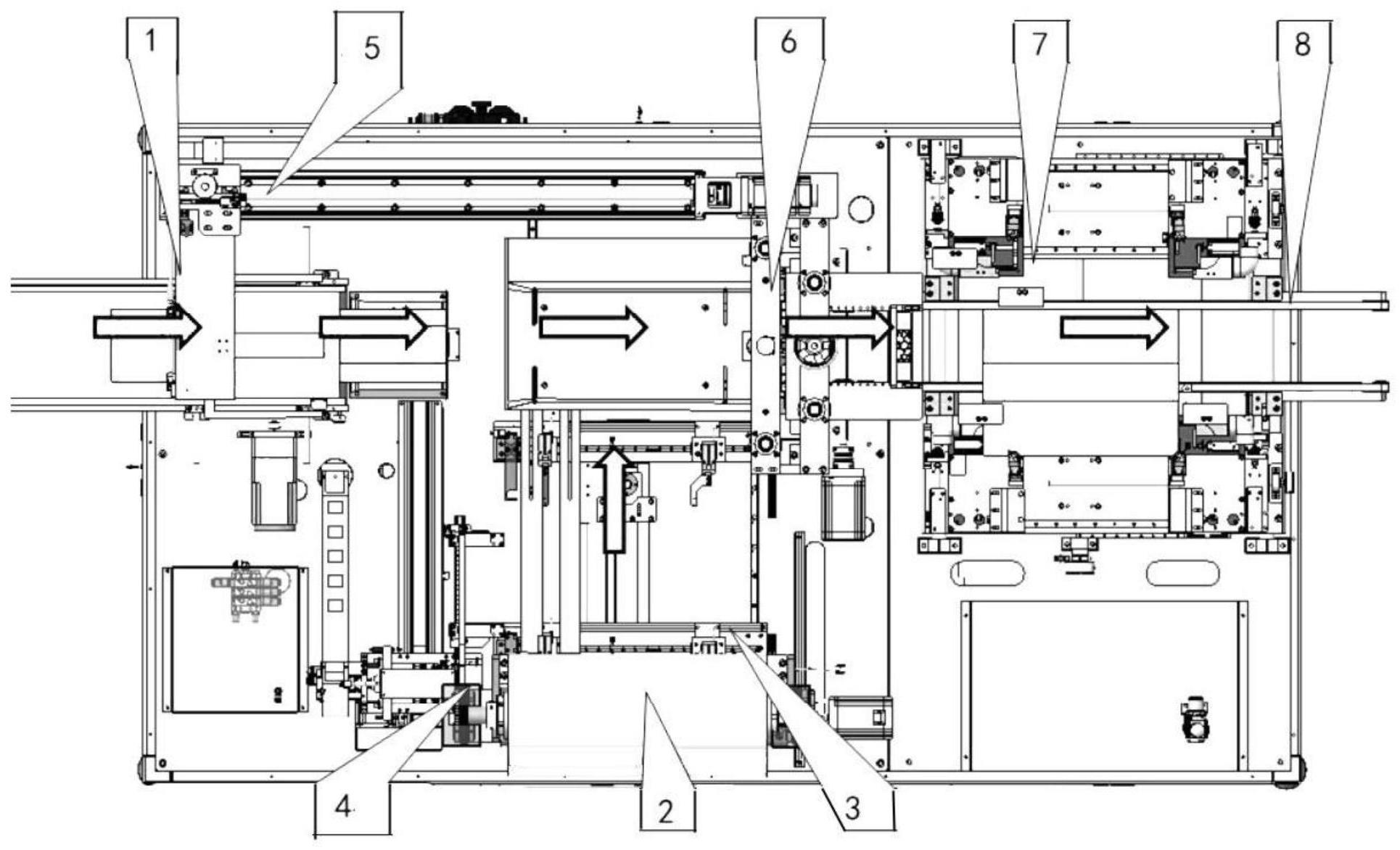
38.图9为本发明高温合金棒料硬包套滚转式柱面包装设备的剖视图。
39.图中:1、机架;2、支撑定位系统;3、滚卷包裹系统;4、弯曲成型系统;201、支撑基座;202、滚轮v型块定位机构;301、滚转驱动转盘;302、滚转驱动支架;303、滚转驱动电机;304、直线驱动电机;305、滚转随动转盘;306、滚转随动支架;307、直线导轨;308、滑块;309、丝杠模组;310、翻转压紧机构;311、翻转压板;312、翻转压紧基座;313、定位机构;401、钢板弯曲滚压支架;402、滚压机构;403、钢板弯曲滚压电动推杆;404、压板闭合机构;405、压板闭合电动推杆;406、滚压基座;407、弹簧;408、滚轮。
具体实施方式
40.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
41.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
43.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当清楚,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员己知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明
书的一部分。在这里示出和讨论的所有示例中,任向具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
44.在本发明的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制:方位词“内、外”是指相对于各部件本身的轮廓的内外。
45.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其位器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
46.如图1所示,本发明提供了一种高温合金棒料硬包套滚转式柱面包装设备,包括:
47.机架1,作为整个设备的支撑架,用于安装支撑定位系统2、滚卷包裹系统3和弯曲成型系统4。
48.如图2所示,支撑定位系统2,用于承载钢板、保温棉和棒料,对所述棒料的轴向定位;所述支撑定位系统2包括支撑基座201以及滚轮v型块定位机构202,所述支撑基座201固定在所述机架1上,所述滚轮v型块定位机构202固定于所述支撑基座201。
49.如图3所示,滚卷包裹系统3,包括滚转驱动部和滚转随动部,在滚转驱动部和滚转随动部相对运动共同作用下,带动钢板、保温棉和棒料做旋转运动;所述滚转驱动部包括滚转驱动转盘301、滚转驱动支架302、滚转驱动电机303和直线驱动电机304,所述滚转随动部包括滚转随动转盘305和滚转随动支架306;所述滚转驱动转盘301连接于所述滚转驱动支架302上,所述滚转驱动电机303连接于滚转驱动支架302上,用于驱动滚转驱动转盘301转动;所述滚转随动转盘305连接于滚转随动支架306上,所述滚转驱动支架302与其下方的滑块308固定连接,所述滚转随动支架306与其下方的滑块308固定连接,所述滑块308沿着直线导轨307移动;丝杠模组309固定于所述机架1上,丝母分别与滚转驱动支架302和滚转随动支架306固定连接,直线驱动电机304与丝杠连接提供动力。
50.如图5所示,所述滚卷包裹系统3还包括两个相对设置的翻转压紧机构310,所述翻转压紧机构310分别与滚转驱动转盘301和滚转随动转盘305相连。所述翻转压紧机构310包括翻转压板311、用于固定所述翻转压板311的翻转压紧基座312和定位机构313,所述翻转压板311可在所述翻转压紧基座312内一定角度的旋转,所述定位机构313用于将所述翻转压板311固定在所需角度上,使所述翻转压板311压紧钢板。
51.如图4所示,弯曲成型系统4,用于调节滚压弯曲钢板的弯曲程度,使其更贴合于棒料;因其结构特点能适应不同直径的棒料。所述弯曲成型系统4包括钢板弯曲滚压支架401、
滚压机构402、钢板弯曲滚压电动推杆403、压板闭合机构404和压板闭合电动推杆405,所述钢板弯曲滚压支架401铰接于所述机架1上,所述钢板弯曲滚压电动推杆403铰接于机架1,为所述钢板弯曲滚压支架401提供动力;所述滚压机构402铰接于所述钢板弯曲滚压支架401上,用于自动调节接触面的角度;所述压板闭合机构404铰接于所述机架1上,所述压板闭合电动推杆405连接于机架1,为所述压板闭合机构404提供动力。
52.如图6所示,所述滚压机构402包括滚压基座406、滚轮408和弹簧407,所述弹簧407套设在所述滚压基座406上,用于减小钢板通过时的阻力。
53.本发明还提供了采用上述高温合金棒料硬包套滚转式柱面包装设备的包装方法,包括如下步骤,
54.步骤1:钢板预处理,如图7所示,将保温棉贴合于钢板表面上,将钢板与保温棉放置在滚轮v型块定位机构202和机架1上,如图8所示。
55.步骤2:转运需要包套的棒料到设备,放置在所述滚轮v型块定位机构202上;
56.步骤3:如图9所示,驱动直线驱动电机304带动滚卷包裹系统直线运动,夹紧棒料;调整翻转压紧机构310的翻转压板311角度,使其压紧钢板,用定位机构313固定;驱动钢板弯曲滚压电动推杆403,使滚压机构402压紧在棒料上方,防止棒料发生窜动;接下来驱动滚转驱动电机303,带动滚卷包裹系统、棒料、钢板与保温棉旋转,旋转180
°
后,钢板和保温棉至滚压机构402下;在旋转270
°
后,驱动压板闭合电动推杆405,使压板闭合机构404将余留钢板和保温棉贴合于棒料,完成整个圆周包裹;
57.步骤4:完成包裹后进行焊接工作,焊接完成后硬包套固定在棒料上;设备恢复初始状态,将棒料转移并等待进入下一工序。
58.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。