1.本发明涉及一种工作缸、尤其是液压的工作缸,以及所述工作缸的制造方法。
背景技术:
2.由现有技术已知这样的工作缸。这些工作缸一般都具有缸管和封闭部件。
3.根据现有技术,一般都通过将封闭部件与缸管旋拧在一起来生产这样的工作缸。因此在现有技术中,这些工作缸同样称为旋拧缸。
4.在此例如由现有技术已知,通过mag焊接(活性气体保护焊)使底部封闭部件与缸管相连,并且随后仅旋拧引导封闭部件。
5.一般都通过切削加工的方法形成缸管的螺纹和封闭部件的螺纹。
6.根据现有技术,都能够以高质量提供旋拧缸以及仅仅旋上一个封闭部件、而将另一封闭部件以mag焊接(活性气体保护焊)焊上的缸,并且它们已被证明是高品质的、可靠的产品。
7.在此可确定的生产方面的缺点在于,尤其必须为了缸管设置材料厚度的附加量、即管壁厚度的附加量,以便用于要以相减式引进的螺纹,因为螺纹不可避免地削弱缸管。借此存在管壁厚度,该管壁厚度对于承担工作运行中的力而言、尤其对于承担由于液体的运行压力产生的力而言,是显著超尺寸的。这不利地导致材料消耗的提高和工作缸更大的最终重量。此外在生产方面有耗费的是,对相对较长的缸管进行切削加工。此外,在生产技术方面困难的是,令封闭部件的螺纹和缸管的螺纹相匹配,使得封闭部件彼此间呈期望的特殊角度位置时、或者封闭部件相对缸管呈期望的特殊角度位置时,在旋拧过程中存在合适的拧紧扭矩。
技术实现要素:
8.本发明的任务在于提供一种具有高可靠性、能以低廉的成本生产且可拆卸的工作缸。本发明的任务此外在于展示这样的工作缸的制造方法。
9.关于工作缸的任务通过权利要求1中举出的特征解决,关于这样的工作缸的制造方法的任务通过权利要求9中举出的特征解决。优选的变型方案在各个从属权利要求中给出。
10.根据本发明的工作缸具有作为基本元件的缸和活塞单元,并且尤其通过特殊的连接部段而特点鲜明。
11.根据本发明的工作缸的缸具有缸管、封闭部件和另一封闭部件。
12.如已知的那样,带有缸管端部和另一缸管端部的缸管具有两个对置的缸管端部。一个封闭部件设置在一个缸管端部上,另一封闭部件设置在另一缸管端部上。后文中,缸管端部和另一缸管端部总称为缸管端部,封闭部件和另一封闭部件总称为封闭部件。缸管和在其上设置的封闭部件构造缸内腔。
13.活塞单元在缸内腔中构造至少一个工作腔。活塞单元优选地构造成活塞、活塞杆
组成的组件,其中,活塞杆滑动地穿过封闭部件中的一个封闭部件,该封闭部件随后作为引导封闭部件存在。活塞单元例如同样可作为柱塞或者同步缸的活塞单元存在。
14.此外,根据本发明的工作缸通过以特别方式构造的连接部段而特点鲜明。
15.根据本发明,连接部段具有封闭部件、缸管端部和空心圆柱状的适配体。
16.封闭部件具有外螺纹并且适配体具有内螺纹。外螺纹和内螺纹构造成彼此对应,并且在常规的装配终了状态中相互嵌合。它们在此构造共同的螺纹部段。该螺纹部段用于将封闭部件和适配体可分离地连接。
17.此外,连接部段的特征在于,缸管端部与适配体在缸管侧的适配体端部上借助于环行的环焊缝材料锁合地相连。在此,环焊缝构造对压力介质密封的密封平面。
18.借此,适配体在装配终了状态中实际地构造缸管的纵向的延伸部,其中,适配体的内直径和外直径相匹配,但分别同样可存有彼此间的偏差。
19.根据本发明的工作缸尤其具有以下描述的优点。
20.适配套筒由于其轴向尺寸小于缸管而能够以显著低廉的成本被切削加工。这尤其涉及对内螺纹的切割。适配体的长度在此通常能够明显比其直径构造得更小。适配体优选地由作为所谓的杆制品的管材制成。与相对明显更长的缸管相比,截割、切削过程和处理操作都能够显著更快地实施。此外还可使用具有明显更小的加工空间的加工机器,它们相应地成本更低并且还因其更小的构造而需要更少的设立空间。
21.另一优点在于能够自由且精准地调节封闭部件的角度位置。与旋拧工作缸的情形不同,对角度位置的调整与旋拧时的拧紧扭矩无关。借此能够自由选择角度位置。此外能够特别简单精准地调节角度位置,因为缸管的例如在旋拧工作缸的旋拧装配中可能的弹性的扭转形变并不出现且不必注意。
22.同时特别的优点在于,在拧紧扭矩得到优化的情形下装配适配套筒。因为不必注意适配套筒相对封闭部件的角度位置,所以能够精准地以各期望的拧紧扭矩进行旋拧。借此尤其同样可实现成本低廉的金属的密封。
23.此外在装配方面的优点在于,能够加装用于适配器体的可能的拧出保护装置,而无需事先已装配缸管。在此,既存在由封闭部件、适配体构成的预组件的相对小的尺寸带来的处理操作上的优点,又存在的优点在于,可避免缸内空间的可能的与之相连的污染。
24.此外,适配体的壁厚有利地与缸管的壁厚无关。缸管的壁厚尤其可较薄地选定,因为缸管并不像现有技术中的旋拧工作缸那样,因螺纹而在其壁的横截面方面受到削弱。因此,反过来,适配体的壁厚相对于缸管的壁厚可选定得更大些,以便能够以此可靠地承受螺纹区域中的负荷。
25.此外相较现有技术中的焊接工作缸而言有利的是,不必通过封闭部件的材料确定用于焊接的材料配对。确切地说,可通过选择适配体的合适的材料来优化针对缸管的材料的材料配对。
26.可有利地以相同的方式优化适配体的材料,因为适配体并不固定到缸管的材料上。确切地说,能够选择对切削加工而言更合适的材料。
27.有利地省掉了用于缸管的相对昂贵的材料,因为缸管的长度减去了适配体的长度。
28.另一显著优点在于,与焊接工作缸相反,根据本发明的工作缸一直是可拆卸的并
且借此可维护和维修。在此还有利的是,同样在再次装配之后,如果拧紧扭矩基本相同,那么能够再次提供封闭部件彼此间的角度位置,因为适配器体和缸管之间的角度位置由于持续的焊接连接而保持不变。
29.就该方面来说,根据本发明的工作缸集中了旋拧连接的优点和激光焊连接的优点,或以另一形式表述来说集中了焊接工作缸的优点和旋拧工作缸的优点。
30.根据有利的第一变型方案,工作缸的封闭部件分别具有在侧边设置的压力介质接口。
31.该有利的变型方案的基础在于,必须为了许多应用情形备好具有在封闭部件上侧边设置的压力介质接口的工作缸,所述压力介质接口用于两个工作腔,其中要求应用方面专门的特定的围绕主纵轴线的角度位置以用于两个压力介质接口。例如可要求角度位置是0度、即在一条线上,或者是对置的180度。但同样可要求其它可能的角度位置。
32.为此,根据本发明的工作缸提供一种有利的解决方案,因为在适配体的装配之后,具有另一封闭部件的缸管能够围绕其主纵轴线自由旋扭地取向,并且能够在该角度位置中与适配体焊在一起。
33.根据另一变型方案,环焊缝构造成激光焊缝。
34.根据该变型方案,仅以较小的区段能量提供焊接连接。借此,例如相对于根据现有技术常见的mag焊接(活性气体保护焊),仅造成由封闭部件、适配器体构成的预组件的较小的发热,从而不会有损已装配的密封部和引导部。
35.根据一种延续性的变型方案,环焊缝具有相对缸管壁厚的之比为1.1至2.5的环焊缝深度。
36.在该变型方案中,环焊缝具有相对横向平面的倾斜度,所述横向平面和主纵轴线成正交关系。借此达到环焊缝的超过缸管壁厚的深度,其中,根据倾斜角度来定缸管壁厚1.1至2.5倍的确切倍数。借此特别有利地提供更大的连接面,并因此提供适配器体和缸管之间的材料锁合的连接的更高的牢固性。
37.根据一种同样延续性的变型方案,环焊缝具有环焊缝中轴线,所述环焊缝中轴线相对缸管的主纵轴线具有20至70度的环焊缝倾角阿尔法。
38.横截面呈v形的环焊缝的环焊缝中轴线相对于横向平面是倾斜的,并且相对该横向平面围成20至70度的环焊缝倾角阿尔法。已发现的是,通过该区域中的倾斜,一方面通过环焊缝的多轴负荷的因拉应力和凸隆应力而存在的分力凭借倾斜而有利拆分的方式实现牢固性的额外提高,另一方面,存在足够小的区段能量,用于避免焊接中的非期望的过度发热。
39.根据另一变型方案,适配体壁厚大于缸管壁厚。此外,适配体具有搭接部段,该搭接部段在缸管的缸管端部上径向地搭接缸管。
40.在本变型方案的语境中,搭接部段指适配体和缸管的几何形状,其中如在偏心方向上观察,适配体的部段径向地设置在缸管之上。在此,例如能够以如下方式构造搭接部,即诸如外周环的适配体的部段处于缸管之上。同样可能的是,适配器体和缸管分别具有倾斜的侧部,其中,适配器体的侧部径向地位于缸管的侧部之上。
41.根据本变型方案,在每种情形中,缸管的因压力介质的压力带来的弹性拓宽被悬突部限制,所述拓宽在后文中称作凸隆。因此,适配器体和缸管之间的连接除了得到材料锁
合的连接之外,还有利地得到额外的形锁合的力传递件、并且因此得到环焊缝的减负荷。
42.此外,根据另一有利的变型方案,封闭部件侧的适配体端部具有壁部渐缩部段。壁部渐缩部段具有轴向的环面,并且封闭部件具有轴向的配对环面,其中,轴向的环面和轴向的配对环面在连接状态中彼此形锁合地压力接触并且构造环行的压力接触面。压力接触面构造密封平面。密封平面阻止来自工作腔的压力介质从适配器体和封闭部件之间的连接部上逸出。在此,由于适配器体和封闭部件的旋拧、通过产生轴向的力来建立形锁合的压力接触。
43.根据该变型方案,通过压力接触面的区域中的表面压力,适配体和封闭部件发生变形,在没有压力介质施加压力和具有压力介质施加压力时,所述变形都在弹性界限内。
44.环面和配对环面之间的压力接触的结果是在压力接触面上产生表面压力。通过该表面压力又产生适配器体的变形、尤其是其壁部渐缩部段的变形和封闭部件的变形。根据该变型方案,带来的变形在没有压力介质施加压力和具有压力介质施加压力时都在弹性界限内。弹性界限在此由适配器体的原料和封闭部件的原料决定。对于适配器体和封闭部件由不同原料制成的情形而言,同样要相应地顾及不同的弹性界限。
45.如果压力施加较大,那么会带来显著的、在内侧向封闭部件轴向作用的力。这使封闭部件相对于适配器体发生小的轴向位置变化。如果压力施加消除,那么会在相反的方向上发生小的轴向位置变化。轴向的位置变化影响与压力接触面邻接的区域中的连接对的变形的程度。如果压力施加较大,那么变形会因此比压力施加较小时的变形更小。同时,在压力施加较大时,表面压力会比压力施加较小时的表面压力更小。
46.根据本发明,因为发生的变形在所有的压力施加的情形中都只局限于弹性的范围,所以在通过压力施加改变运行状态时、以及不存在压力施加时,所述变形都是完全可逆的。在此根据本发明,同时对于所有的运行状态而言保证的是,压力接触和引起的压力接触面的表面压力提供了密封平面的构造,并因此提供了适配器体和封闭部件之间的充分的密封。
47.在此,压力施加这一概念包括从压力介质的任意的最小压力到最大允许压力的整个数值范围。同样,在压力为最大时,施加在起密封作用的压力接触面上的足够的轴向力仍然保留,从而工作缸的功能保持不变。
48.轴向的环面和轴向的配对环面优选地设置在基本上正交于纵轴线的平坦面中。
49.在此尤其有利的是,根据本发明的工作缸,首先能够异于缸管材料并且以合适的弹性模数来选择适配体的和封闭部件的特别合适的材料对,并且其次能够通过不与角度位置相关的拧紧扭矩、精准地以期望的处于弹性界限以内的程度来调节壁部渐缩部段的变形和对应的封闭部件部段的变形。
50.根据另一有利的变型方案,工作缸具有另一连接部段。所述另一连接部段具有另一封闭部件、另一缸管端部和另一空心圆柱状的适配体,并且与已描述的连接部段类似地构造。对此,具体而言,另一封闭部件具有另一外螺纹并且另一适配体具有与另一外螺纹对应的另一内螺纹,从而另一外螺纹和另一内螺纹构造另一共同的螺纹部段,所述螺纹部段用于可分离地连接另一封闭部件和另一适配体。此外,另一缸管端部与另一适配体在缸管侧的另一适配体端部上借助于另一环行的环焊缝材料锁合地相连,并且另一环焊缝构造对压力介质密封的另一密封平面。
51.关于连接部段的描述内容以补充性的方式同样适用于另一连接部段。
52.根据该变型方案,工作缸具有根据本发明的与两个封闭部件的特别的连接部。本变型方案在这些特别的情形中是有利的,即用于两个封闭部件的连接部有可分离性,或者在缸管上设置有例如位置传感器这样的特别的结构元件,其中要调节相对第一封闭部件(此处称为封闭部件)的限定的角度位置和相对第二封闭部件(此处称为另一封闭部件)的限定的角度位置。
53.根据另一方面,本发明还涉及根据本发明的工作缸的制造方法。
54.根据本发明的方法具有如下方法步骤:
55.a)将适配体旋拧到封闭部件上
56.b)以扭矩对适配体进行加载,并且备好由封闭部件和适配体构成的预组件
57.c)将缸管以缸管端部定位到缸管侧的适配体端部上
58.d)制造环行的环焊缝
59.在后文中进一步详尽描述方法步骤。
60.a)将适配体旋拧到封闭部件上
61.在方法步骤a)中,封闭部件的外螺纹和适配体的内螺纹相互嵌合。随后进行旋拧,从而构造共同的螺纹部段。继续进行旋拧,直至适配体以其封闭部件侧的端部贴靠在封闭部件上。
62.b)以扭矩对适配体进行加载,并且备好由封闭部件和适配体构成的预组件
63.在方法步骤b)中,旋拧运动借助于施加可被使用者定义的扭矩而继续。在此尤其能够调节封闭部件的和适配器体的压力接触区域的期望的弹性变形。
64.因此,在方法步骤b)中得到具有封闭部件和适配器体的预组件。
65.可选的是,能够直接在方法步骤b)之后或者同样在稍后的方法步骤之后加装拧出保护装置,该拧出保护装置避免了适配体和封闭部件之间的旋拧连接的松脱。
66.c)将缸管以缸管端部定位到缸管侧的适配体端部上
67.在方法步骤c)中实现缸管对于适配器体的期望的相对位置关系。适配器体优选地具有一种长度,使得封闭部件在轴向上突出,从而缸管可被移向所述轴向的突出部并因此得到置中。
68.d)制造环行的环焊缝
69.在方法步骤d)中制造环行的环焊缝。这在此优选地指激光焊缝。在焊接期间,缸管和预组件保持在固定的相对位置关系中。方法步骤d)的结果在于完成了连接部段。只要不是在特别的变型方案中在对置的缸端部上针对另一封闭部件同样制造根据本发明的连接部段作为另一连接部段,那么工作缸此外会在方法步骤d)后关闭。随后可进行其它的工作步骤,例如上漆。
70.根据本方法的有利的变型方案,该方法在方法步骤c)之后具有方法步骤c1)。
71.c1)相对于预组件,在围绕主纵轴线的角度位置中使缸管对准。
72.在方法步骤c1)中,除了其它的自由度之外,还额外地以围绕工作缸的中央主纵轴线的旋转的旋转自由度使缸管对准。借此调节缸管的相对封闭部件的角度位置。其基础在于,通常已通过焊接将另一封闭部件连接在缸管上。因此同时可定下封闭部件彼此间的角度位置。
附图说明
73.本发明作为实施例借助于下列附图进一步阐述:
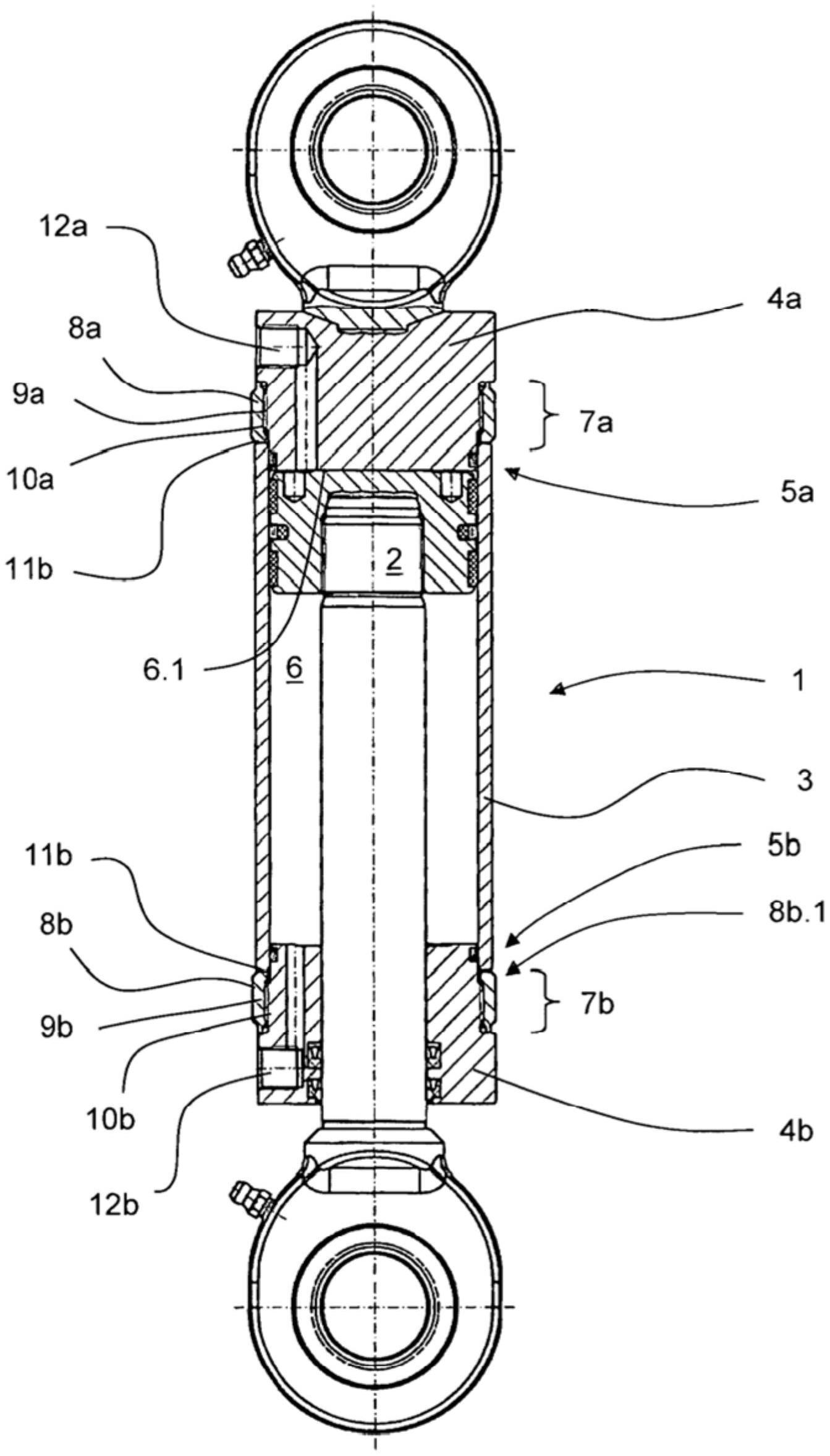
74.图1示出具有两个连接部段的工作缸的截面图。
75.图2示出工作缸的放大的细节。
76.图3示出具有壁部渐缩部段的连接部段的放大的细节。
77.图4示出具有搭接部段和倾斜的环焊缝的连接部段的放大的细节。
78.在此,不同附图中相同的附图标记分别指的是相同的特征或构件。即便一些标记在相关附图中没有示出,也同样在说明书中使用这些标记。
具体实施方式
79.图1以截面图示出根据本发明的工作缸。该实施例涉及的是差动工作缸。在本实施例中,工作缸具有额外的另一连接部段7b。
80.所述工作缸由所述缸1和活塞单元2组成。所述缸管3具有对置的缸管端部5a和5b。与所述封闭部件4a、4b一起构造所述内腔6。此外,在所述活塞单元2的活塞与此处作为底部封闭部件的封闭部件4a之间构造有至少一个工作腔6.1,所述工作腔此处作为主工作腔。所述活塞单元2位于内缩位置,从而所述工作腔6.1是关闭的。最大程度打开的活塞杆腔(无附图标记)作为另一工作腔位于对置的位置,所述活塞杆腔受作为引导封闭部件的所述另一封闭部件4b限制。所述工作腔6.1通过压力介质接口12a收到液压流体供应、所述活塞杆腔通过所述另一压力介质接口12b收到液压流体供应。
81.所述连接部段7a包括封闭部件4a、适配器体8a和所述缸管端部5a。
82.所述封闭部件4a具有外螺纹9a,所述适配器体8a具有内螺纹10b。所述螺纹9a、10a相对应地构造并且彼此嵌合。借助于所述螺纹9a、10a,所述适配器体8a通过旋拧而可分离地与所述封闭部件4a连接。所述缸管3以其缸管端部5a通过所述环焊缝11b而材料锁合地与所述适配器体8a相连。
83.在构造和功能方面,具有所述另一封闭部件4b、所述另一适配器体8b、所述另一螺纹9b、10b且具有在所述另一缸管端部5b上的另一环焊缝11b的所述另一连接部段7b与所述连接部段7a相符。因此,关于连接部段7a的说明段落以相应的方式同样适用于所述另一连接部段7b。在本实施例中,由于所述两个连接部段7a、7b,所述工作缸在两个端部上是可拆卸的。
84.图2以放大局部图示出所述连接部段7a的作为细节的区域。所述适配器体8a和所述封闭部件之间的连接区域由图3进一步详细示出,从而一起阐述图2、图3。
85.在根据图2、图3的实施方式中,所述适配器体8a具有壁部渐缩部段8a.4。所述壁部渐缩部段朝向所述封闭部件4a具有轴向的环面8a.5,并且所述封闭部件4a朝向适配器体8a对置地具有轴向的配对环面4a.1。两个环面8a.5、4a.1构造共同的压力接触面13。该压力接触面借助于通过所述外螺纹9a和内螺纹10a进行的旋拧而受到轴向力的加载,所述力使适配器体8a和封闭部件4a在围绕所述压力接触面13的区域中发生弹性变形。
86.图4以放大局部图示出所述连接部段7a在所述环焊缝11a的区域中的作为细节的区域。在本实施例中,所述适配器体8a在其缸管侧的端部8a.1上借助于搭接部段8a.2与所述缸管3在缸管3的缸管端部5a上搭接。
87.此外,所述环焊缝11a倾斜,并且以其环焊缝中轴线15相对所述工作缸的主纵轴线14围成本实施例中为30度的环焊缝倾角α。通过该搭接,此处还以大于缸管3的材料厚度构造的适配器体8a额外地借助于所述环焊缝11a支撑连接,并且尤其在所述压力介质在工作缸的运行中的压力施加时可靠地吸收凸隆力。
88.附图标记列表
89.1 缸
90.2 活塞单元
91.3 缸管
92.4a 封闭部件
93.4.a.1 轴向的配对环面
94.4b 另一封闭部件
95.5a 缸管端部
96.5b 另一缸管端部
97.6 缸内腔
98.6.1 工作腔
99.7a 连接部段
100.7b 另一连接部段
101.8a 适配体
102.8a.1 缸管侧的适配体端部
103.8a.2 搭接部段
104.8a.3 封闭部件侧的适配体端部
105.8a.4 壁部渐缩部段
106.8a.5 轴向的环面
107.8b 另一适配体
108.8b.1 缸管侧的另一适配体端部
109.9a 外螺纹
110.9b 另一外螺纹
111.10a 内螺纹
112.10b 另一内螺纹
113.11a 环焊缝
114.11b 另一环焊缝
115.12a 压力介质接口
116.12b 另一压力介质接口
117.13 压力接触面
118.14 主纵轴线
119.15 环焊缝中轴线
120.α 环焊缝倾角阿尔法
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。