1.本发明涉及片材和片材的制造方法。
背景技术:
2.氟树脂是具备优异的耐热性、电绝缘性、非黏性、耐候性的合成树脂,成型为片状而制成氟树脂片材,在化学材料、电气电子部件、半导体、汽车等产业领域中被广泛利用(例如专利文献1~4)。
3.例如,聚四氟乙烯(以下称为ptfe)等的熔融粘度显著高,因此难以进行由一般的热塑性树脂进行的挤出成型等熔融成型。
4.作为这样的难以熔融成型的树脂的片材的制法,采用将原料粉末压缩成型而成型为圆筒状的块(铸坯)后,将块表面削成为薄的膜状的被称为切削加工的方法。
5.例如在专利文献1中,关于ptfe片材的制造方法,公开了如下技术:通过在规定的条件下对切削加工前的块体进行加热处理及温度降低处理,来抑制块体的应变。
6.作为氟树脂等合成树脂的应用例,已知有例如发挥非黏性且脱模性优异的特性来作为脱模片材的利用。然而,若将经过前述的切削加工而得到的合成树脂膜用作脱模片材,则有时在脱模侧的片材的表面转印有被称为切削痕的纵条纹。
7.作为将氟树脂膜的表面进行平滑化的技术,例如在专利文献2中公开了对通过切削法得到的膜进行加热压制处理的技术。根据专利文献2的技术,对脱模片材的表面进行平滑化虽然有可能能够降低一部分的纵条纹(切削痕),但无法实质上去除纵条纹,另外,若对切削加工后的膜进行加热压制处理,则会产生因温度变化等而引起的热变形。
8.另外,由于氟树脂的耐热性、绝缘性优异,因此也期待作为例如耐热绝缘带等耐热材料或印刷基板材料的应用。
9.然而,通过切削加工制造的氟树脂片材容易因加热等而热收缩,尺寸稳定性差,因此被指出例如难以进行与其它材料的接合等加工处理的问题。
10.现有技术文献:
11.专利文献1:日本特开2013-027983号公报
12.专利文献2:日本特开2015-189934号公报
13.专利文献3:日本特开2014-231562号公报
14.专利文献4:日本特开2010-201649号公报
技术实现要素:
15.本发明的目的在于提供一种能够抑制热变形、尺寸稳定性优异的片材。
16.根据本发明,能提供以下的片材。
17.1.一种片材,其中,该片材为通过切削加工而得到的合成树脂制的片材,其具有与片材内部的强度同等的表面强度。
18.2.根据1所述的片材,其中,所述合成树脂含有氟树脂。
19.3.根据1或2所述的片材,其中,在将通过所述片材的切削加工面上的微浆料喷射侵蚀试验而得到的所述切削加工面的最表面上的侵蚀率设为表层强度x,将从以所述切削加工面的最表面为基准的深度为0.5μm到深度为0.8μm的位置处的侵蚀率的算术平均值设为内部强度y时,由下述式(a)表示的强度比为500%以下。
20.强度比(%)=(表层强度x/内部强度y)
×
100
……
(a)
21.4.根据1~3中任一项所述的片材,其中,所述片材的表面改性的切削加工面的粘接强度超过0.2n/mm。
22.5.根据1~4中任一项所述的片材,其中,在180℃下加热后自然冷却时的切削加工方向的收缩率小于1.5%。
23.6.根据2~5中任一项所述的片材,其中,所述氟树脂为聚四氟乙烯(ptfe)或改性ptfe。
24.7.一种印刷基板用材料,其包含1~6中任一项所述的片材。
25.8.一种片材的制造方法,其中,该片材的制造方法为制造1~6中任一项所述的片材的方法,包括:对于通过切削加工得到的合成树脂制的片材的至少一面,以该一面具有与片材内部的强度同等的表面强度的方式,进行除去包含所述片材的切削加工面的表层的处理的工序。
26.根据本发明,能够提供能够抑制热变形、且尺寸稳定性优异的片材。
附图说明
27.图1是表示对烧成后的成型体(铸坯)的长度方向外周表面进行切削而形成片材状的切削工序的图。
28.图2是用于说明成型体的内部结构的概念图。
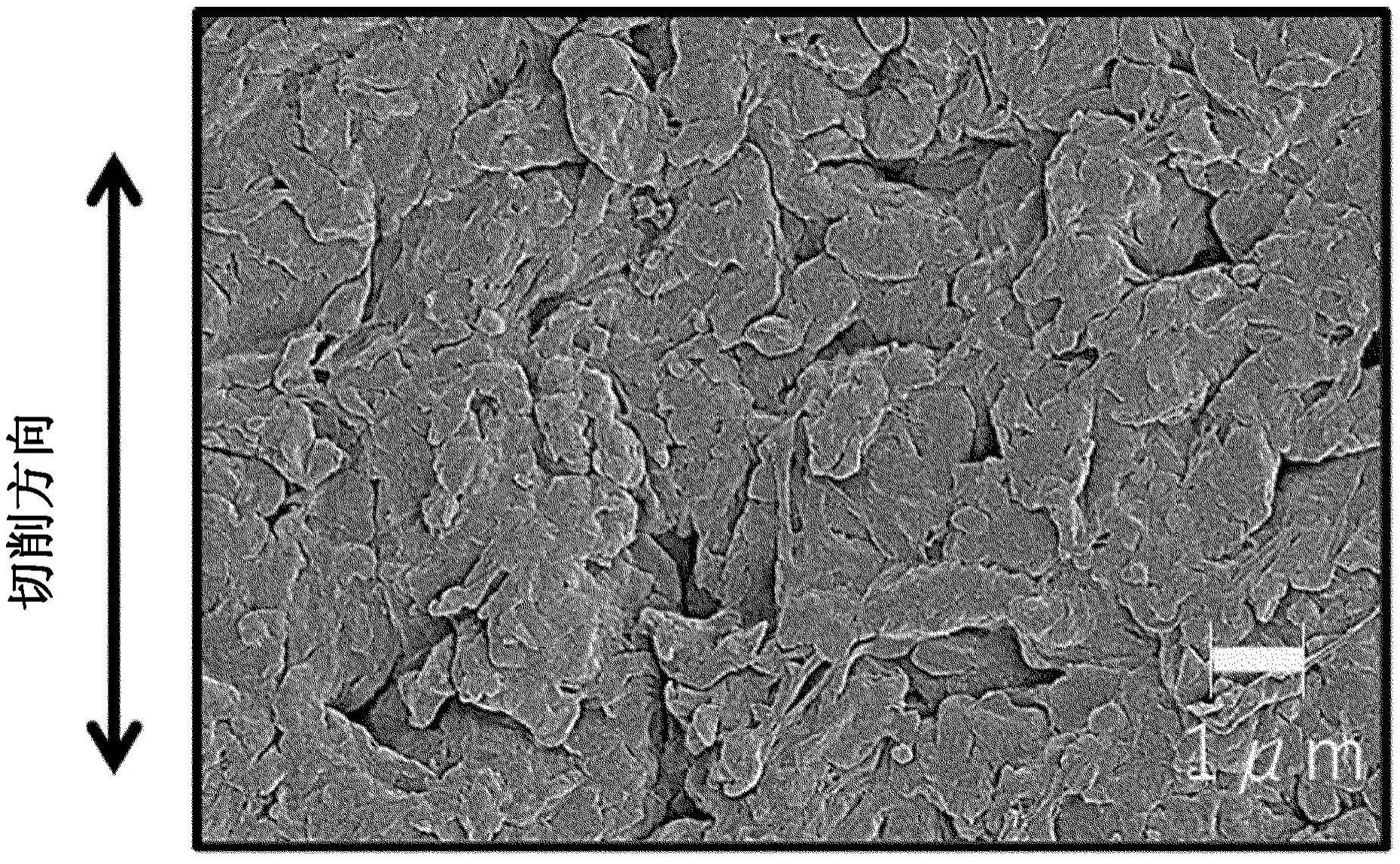
29.图3是具有加工痕迹的切削加工面的扫描型电子显微镜图像。
30.图4是不具有加工痕迹的切削加工面的扫描型电子显微镜图像。
31.图5是表示通过微浆料喷射侵蚀试验得到的侵蚀率与侵蚀深度的关系的图。
32.图6是实施例1中得到的片材表面的扫描型电子显微镜图像。
33.图7是实施例2中得到的片材表面的扫描型电子显微镜图像。
34.图8是比较例1中得到的片材表面的扫描型电子显微镜图像。
35.图9是比较例2中得到的片材表面的扫描型电子显微镜图像。
具体实施方式
36.以下,对本发明的片材和片材的制造方法进行说明。在本说明书中,“x~y”表示“x以上且y以下”的数值范围。关于一个技术事项,在存在多个“x以上”等下限值的情况下,或者存在多个“y以下”等上限值的情况下,能够从该上限值和下限值任意地选择组合。
37.[片材]
[0038]
本发明的一个方式所涉及的片材是通过切削加工而得到的合成树脂制的片材,是具有与片材内部的强度同等的表面强度的片材。
[0039]
片材与厚度无关,具有成为平面的一面和作为其背面的另一面,能够由带状、平板状等形状构成,例如,包括薄膜、胶带。合成树脂制的片材是指含有合成树脂的片材。
[0040]
另外,在以下的说明中,将含有合成树脂的树脂片简称为合成树脂的树脂片。
[0041]
所谓切削加工,如图1所示,是指一边使烧成了树脂粉末的压缩成型体的铸坯10旋转,一边使切削刃20与铸坯10的表面抵接而较薄地连续地切削片材的方法。
[0042]
所谓切削加工面,是指在通过切削加工而切削出的片材中,被切削刃切削的面30a、30b。考虑到在一面具有铸坯10的外周面而被切出的部分通常作为产品被去除,切削加工面典型地说是指片材的两个平面。另外,所谓切削加工方向,是指图1中箭头a所示的方向。需要说明的是,切削加工面不仅包括被上述切削刃切削的面,还包括从该面除去了后述的加工痕迹或脆弱层后的片材表面的概念。
[0043]
另外,在以下的说明中,所谓加工痕迹,是指形成于切削加工面的、条纹形状的合成树脂的树脂片。具体而言,加工痕迹是指在切削加工面中合成树脂的树脂片架设于后述的空隙的方式,是指该空隙上的树脂片和由该树脂片划定的空隙。
[0044]
需要说明的是,对切削加工方向进行详细说明的话,在片材平面残留有加工痕迹的情况下,切削加工方向能够确定为该加工痕迹的形成方向(具体而言,在片材平面中,在空隙上跨过前述的树脂片(加工痕迹)地延伸设置的方向、或者由该树脂片(加工痕迹)覆盖其一部分而呈长条状的空隙的长度方向)。换而言之,所谓加工痕迹,是指在切削加工面的空隙上沿加工方向伸长的条纹形状的合成树脂的树脂片、和由该树脂片划定的空隙。
[0045]
另一方面,在片材平面上未残留加工痕迹(或后述的脆弱层)的情况下,切削加工方向可以确定为该片材的热处理后的收缩方向。具体而言,通过切削加工而得到的片材在基于切削加工的应力特性上、热处理后自然冷却时(更详细而言,进行后述的实施例的“加热尺寸变化率的测定”中的项目1~项目5的处理时),其平面尺寸在片材平面方向上沿着作为切削加工方向的规定方向收缩,沿着与该规定方向正交的方向膨胀。即,在热处理后自然冷却时,能够将片材的平面尺寸收缩的方向确定为切削加工方向。
[0046]
本发明人等对经过切削加工而得到的合成树脂制的片材容易发生热变形、尺寸稳定性差的原因进行了深入研究,结果发现,经过切削加工而得到的合成树脂制的片材的切削加工面脆弱,片材的表面特性与片材的内部的特性不同,由此容易产生片材的热变化,尺寸稳定性恶化。
[0047]
本方式的片材由于片材表面具有与片材内部的强度同等的强度,因此抑制伴随温度变化的变形,尺寸稳定性优异。
[0048]
另外,本方式的片材由于片材表面具有与片材内部的强度同等的强度,因此在使该片材与其它构件(例如铜等金属材料、其它材料)粘接的情况下,容易得到等离子体处理等基于表面改性的效果,从而能够提高与其它构件的粘接强度。
[0049]
片材的表面强度与内部强度的差例如可以通过微浆料喷射侵蚀试验来确认。
[0050]
一个实施方式所涉及的片材,在将通过切削加工面上的微浆料喷射侵蚀试验而得到的切削加工面的最表面上的侵蚀率设为表层强度x,将从以切削加工面的最表面为基准的深度为0.5μm到深度为0.8μm的位置处的侵蚀率的算术平均值设为内部强度y时,由下述式(a)表示的强度比为500%以下。
[0051]
强度比(%)=(表层强度x/内部强度y)
×
100
……
(a)
[0052]
侵蚀率是成为材料强度的指标的值,侵蚀率的值越大,表示颗粒投射位置处的材料强度越低,侵蚀率的值越小,表示颗粒投射位置处的材料强度越高。
[0053]
例如,将横轴作为侵蚀率,将纵轴作为侵蚀深度而绘制的曲线图(例如,参照图5)表示从测量对象物的最表层位置朝向片材内部的强度分布。
[0054]
侵蚀率具体而言通过实施例中记载的微浆料喷射侵蚀试验方法进行测定。另外,表层强度x及内部强度y具体通过实施例中记载的方法算出。
[0055]
在一个实施方式中,例如通过上述式(a)所表示的表层强度x与内部强度y的强度比为500%以下,从而片材表面的表面强度与片材内部的内部强度之差变小,能够同时发挥抑制伴随着温度变化的变形,提高尺寸稳定性的效果;以及抑制进行表面改性时强度弱的部位断裂的情况,提高粘接强度的效果。
[0056]
式(a)所表示的强度比的上限值可以为450%以下、300%以下、250%以下、245%以下、220%以下、或200%以下。在它们的上限值以下的情况下,能够同时进一步提高并实现上述的提高尺寸稳定性的效果以及提高粘接强度的效果。
[0057]
式(a)所表示的强度比的下限值没有特别限定,通常为50%以上。
[0058]
一个实施方式的片材实质上不具有前述的加工痕迹。在此,将切削加工面上的具有加工痕迹的层称为脆弱层。即,脆弱层是指通过切削加工将片材的表层通过切削刃沿加工方向拉伸而形成的具有一定厚度的层。推定脆弱层机械性地脆,容易受到热变化等的影响。
[0059]
通过实质上不具有加工痕迹(脆弱层),从而能够更有效地抑制伴随温度变化的变形,并得到优异的尺寸稳定性。除此之外,通过实质上不具有前述的加工痕迹(脆弱层),在将该片材作为脱模片材使用的情况下,能够减少加工痕迹向脱模侧的片材的转印。另外,在使该片材与其它构件(例如铜等金属材料或其它材料)粘接的情况下,能够有效地进行等离子体处理等表面改性,因此能够提高与其它构件的粘接强度。
[0060]
如上所述,对原料粉末的压缩成型体进行烧成而得到的铸坯(成型体)进行切削加工。在该情况下,在作为被加工体的铸坯的内部,存在于压缩粉末间的被称为孔隙10a的空隙分散存在于整体(参照图2)。因此,在通过切削加工切削出的片材的表面,铸坯内部的孔隙的一部分成为凹陷部而被显现。
[0061]
在切削加工面具有加工痕迹的情况下,树脂片的至少一部分跨越凹陷部(相当于前述的空隙)而在切削加工方向上延伸存在(图3中的区域α)。因此,在切削加工面上被识别的凹陷部(相当于前述的空隙)的形状,其一部分被树脂片覆盖,从而在切削加工方向上细长地伸长的形状(条纹形状部)变多。
[0062]
另一方面,在切削加工面上实质上不具有加工痕迹的情况下,在切削加工面上被识别的凹陷部的形状与前述的孔隙自身的形状接近,因此切削加工方向的伸长率低的部位变多(参照图4)。
[0063]
典型的加工痕迹看起来为条纹形状,因此能够通过显微镜图像确认加工痕迹的有无(图3)。在本技术中“实质上不具有加工痕迹”是指在片材的切削加工面中,加工痕迹实质上被除去,内部结构露出。
[0064]
具体而言,“实质上不具有加工痕迹”是指以下的状态。首先,在扫描型电子显微镜(hitachi high-tech corporation制,“su3500”)的试样台上添加碳带,以测定试样(片材中心部的平面尺寸3mm
×
3mm部位)的切削加工面成为观察面的方式进行设置。接着,对切削加工面进行铂蒸镀,使用扫描型电子显微镜(hitachi high-tech corporation制,“su3500”)以加速电压5kv、6000倍的倍率,在横20μm
×
纵15μm的范围内观察得到的扫描型电子显微镜图像中实质上未观察到条纹形状部,在图像上完全未被视觉辨认到条纹形状部的情况自不必说,也包括参照本发明的目的等,在图像上视觉辨认到在不违反本发明的本质的范围内残留的条纹形状部的情况。
[0065]
(粘接强度)
[0066]
在一个实施方式中,对片材的切削加工面进行了等离子体处理等表面改性后的该切削加工面上的粘接强度可以超过0.2n/mm,也可以为0.5n/mm以上。粘接强度具体通过实施例中记载的方法进行评价。
[0067]
(加热尺寸变化率)
[0068]
一个实施方式的片材在180℃下的加热处理后自然冷却时的片材平面方向上的切削加工方向的收缩率(加热尺寸变化率)可以小于1.5%,也可以为1.3%以下或1.1%以下。具体而言,加热尺寸变化率通过实施例中记载的方法进行评价。
[0069]
[合成树脂]
[0070]
作为合成树脂,可以没有特别限定地使用通常使用的合成树脂,例如可以列举聚乙烯、聚丙烯等聚烯烃、氟树脂、聚酯树脂、聚氨酯树脂等。其中,可以优选使用氟树脂。
[0071]
作为氟树脂,可以没有特别限定地使用通常使用的氟树脂,优选聚四氟乙烯(ptfe)。聚四氟乙烯(ptfe)为四氟乙烯的均聚物。
[0072]
另外,作为氟树脂,也可以使用改性聚四氟乙烯(改性ptfe)。改性聚四氟乙烯(改性ptfe)是利用全氟烷基乙烯基醚进行了改性的聚四氟乙烯。
[0073]
作为上述全氟烷基乙烯基醚,可举出下述式(1)所示的全氟烷基乙烯基醚。
[0074]
cf2=cf-orfꢀꢀꢀꢀ
(1)
[0075]
(式(1)中,rf为碳原子数为1~10(优选碳原子数为1~5)的全氟烷基、或下述式(2)所表示的全氟有机基团。)
[0076][0077]
(式(2)中,n为1~4的整数。)
[0078]
作为式(1)的碳原子数为1~10的全氟烷基,例如可举出全氟甲基、全氟乙基、全氟丙基、全氟丁基、全氟戊基、全氟己基等,优选全氟丙基。
[0079]
[其它填充材料]
[0080]
在一个实施方式中,片材还可以包含填充材料。作为该填充材料,可举出氧化铝、氧化钛、二氧化硅、硫酸钡、碳化硅、氮化硅、玻璃纤维、玻璃珠、云母。这些填充材料可以使用1种或2种以上。
[0081]
在片材中包含选自氧化铝、氧化钛、二氧化硅、硫酸钡、碳化硅、氮化硅、玻璃纤维、玻璃珠和云母中的1种以上的填充材料的情况下,其含量例如为0.5~50质量%,优选为1~35质量%。需要说明的是,片材中也可以不一定含有填充剂。
[0082]
在一个实施方式中,片材例如可以由85质量%以上、90质量%以上、95质量%以上、98质量%以上、99质量%以上、99.5质量%以上、99.9质量%以上、或100质量%的聚四氟乙烯或改性聚四氟乙烯;以及
[0083]
选自氧化铝、氧化钛、二氧化硅、玻璃纤维、玻璃珠和云母中的1种以上的填充材料
构成。
[0084]
[片材的制造方法]
[0085]
本发明的一个方式的片材的制造方法包括对于通过切削加工得到的合成树脂制的片材的至少一面,以该一面具有与片材内部的强度同等的表面强度的方式,进行除去包含所述片材的切削加工面的表层的处理的工序。
[0086]
一个实施方式所涉及的片材的制造方法包括下述(1)~(4)的工序:
[0087]
(1)将包含合成树脂的原料填充到模具中,进行压缩成型而形成成型体的工序
[0088]
(2)烧成成型体的工序
[0089]
(3)进行对烧成后的成型体的表面进行切削而形成片状的切削加工处理的工序
[0090]
(4)从制成片状的成型体的表面去除加工痕迹(具体而言,为包含加工痕迹的一定厚度的表层,即脆弱层)的工序
[0091]
作为合成树脂,可以使用在前述的片材的项目中说明的树脂。
[0092]
关于压缩成型的原料,作为优选的原料可举出作为合成树脂含有80~100质量%的氟树脂(例如聚四氟乙烯或改性聚四氟乙烯)的原料。
[0093]
在压缩的原料包含选自氧化铝、氧化钛、二氧化硅、玻璃纤维、玻璃珠、云母中的1种以上的填充材料的情况下,该填充材料的配合量相对于氟树脂(例如聚四氟乙烯、改性聚四氟乙烯或它们的混合物)为1~50质量%。
[0094]
将上述原料填充到模具中,进行压缩成型而形成压缩成型体。面压可以为10~100mpa,可以为20~60mpa,也可以为30~50mpa。
[0095]
对得到的压缩成型体进行烧成,得到铸坯。烧成温度可以为100~400℃,可以为350~370℃,也可以为360~370℃。
[0096]
从易进行后述的切削加工的观点出发,铸坯(成型体)的形状优选为圆筒状。在铸坯(成型体)为圆筒体的情况下,该圆筒体的直径例如可以为100~500mm,也可以为150~500mm。
[0097]
接着,进行对作为烧成后的成型体的铸坯的表面进行切削而形成为片状的切削加工处理。
[0098]
在铸坯(成型体)为圆筒体的情况下,将切削刃抵接于烧成后的圆筒体的长度方向外周表面而进行切削,形成片材状。
[0099]
在铸坯(成型体)为圆筒体的情况下,也可以在实施对烧成后的圆筒体的长度方向外周表面进行切削而形成片材状的工序之前,将烧成后的圆筒体的外周表面、内周表面以及端面表面分别从表面外侧除去至3mm的厚度。
[0100]
对烧成后的圆筒体的长度方向外周表面进行切削而形成片材状的切削加工工序能够使用图1所示的装置来实施。切削得到的片材的厚度例如可以为0.01~1mm,也可以为0.01~0.5mm。
[0101]
在图1中,使烧成后的铸坯(圆筒体)10旋转,利用切削刃(机用刀具)20进行切削而形成片材30。
[0102]
接着,通过在片材的表面投射颗粒,除去存在于片材的表面的加工痕迹(具体而言为脆弱层)。由此,能够使该片材表面实质上不具有加工痕迹。
[0103]
作为通过颗粒投射来去除加工痕迹的方法,只要是能够调整为通过该颗粒投射使
片材表面被拉伸而不产生新的加工痕迹(与基于切削加工的加工痕迹不同的痕迹)的方法即可,没有特别限定。作为除去加工痕迹的方法,例如可以举出使用干冰作为投射颗粒的干冰喷射处理、向水中投射分散有颗粒的浆料的处理,但并不限定于此。
[0104]
通过颗粒投射的加工痕迹的去除可以通过适当调整投射颗粒的种类(颗粒的材质、形状、粒径)或投射条件(投射角度、投射距离、投射压力)来进行,以去除片材表面的加工痕迹从而该片材表面能够实质上不具有加工痕迹,并且不会通过颗粒投射使片材表面拉伸而产生新的加工痕迹。
[0105]
以上说明的本方式的片材适合用作例如印刷基板用材料。
[0106]
[实施例]
[0107]
实施例1
[0108]
<铸坯的制作>
[0109]
将聚四氟乙烯(ptfe)的粉末填充到模具中,从上下以压制压力20mpa进行压缩成型0.5小时,得到了圆筒状的预成型体(外径245mm
×
内径75mm
×
高300mm)。将得到的预成型体投入到烧成炉中,在365℃下烧成5小时。
[0110]
《切削加工》
[0111]
利用图1所示的装置对得到的圆筒状烧成体(外径245mm
×
内径75mm
×
高度300mm)进行切削加工,制造了0.05mm厚的片材。
[0112]
<加工痕迹(具体而言为脆弱层)的除去>
[0113]
向得到的片材的切削加工面进行投射使作为投射颗粒的研磨剂分散而得到的浆料(研磨液)的处理。
[0114]
需要说明的是,在本实施例中,作为加工痕迹的除去工序的一例,采用了投射研磨液的处理,但在本发明中的加工痕迹的除去工序中,例如只要是能够通过颗粒投射来除去加工痕迹的方法,能够适当采用不同的方法。
[0115]
加工痕迹的除去在以下的条件下进行。
[0116]
(颗粒投射条件)
[0117]
·
浆料(研磨液):
[0118]
溶剂:纯水
[0119]
研磨剂:氧化铝(al2o3)、多边形颗粒、平均粒径(d50)6.7μm
[0120]
研磨剂含量:1.9体积%
[0121]
·
投射角度:90
°
[0122]
·
投射距离:20mm
[0123]
·
气压:0.2mpa
[0124]
实施例2、比较例2
[0125]
除了如表1所示那样变更了用于除去加工痕迹的浆料(研磨液)的研磨剂浓度以外,其它与实施例1同样地制作了片材。
[0126]
比较例1
[0127]
除了不进行加工痕迹的除去工序以外,其它与实施例1同样地制作了片材。
[0128]
[表1]
[0129] 浆料浓度[vol%]
实施例11.9实施例215比较例1-比较例20.5
[0130]
[微浆料喷射侵蚀(mse)试验]
[0131]
对于实施例1~2和比较例1~2中得到的各片材,使用mse试验装置(palmeso co.,ltd.制,“mse-a”)进行微浆料喷射侵蚀试验(以下,称为mse试验)。将测定条件示于表2。
[0132]
[表2]
[0133][0134]
需要说明的是,表2所示的“投射力设定”是通过投射压力流量设定进行调整的投射条件,在表2中,“si晶圆:0.24μm/g”表示对作为基准物质的si晶圆投射了1g表2所示的多边形氧化铝颗粒时显示侵蚀率为0.24μm/g的投射条件,“pmma:1.48μm/g”表示对作为基准物质的pmma投射了1g表2所示的多边形氧化铝颗粒时显示侵蚀率为1.48μm/g的投射压力。
[0135]
mse试验具体如下进行。
[0136]
首先,将实施例1~2及比较例1~2中得到的各片材的切削加工面侧与喷射喷嘴相对,以成为表2所示的投射距离的方式设置于mse试验装置(palmeso co.,ltd.制,“mse-a”)。
[0137]
接着,将表2所示的颗粒混合于水中而得到的规定浓度的浆料以表2所示的投射力设定从喷射喷嘴投射到各片材的切削加工面并使其碰撞,从而以表2所示的面积形成侵蚀痕迹。然后,使用触针式形状测量机(pu-eu1)在表2所示的测定条件下测定侵蚀痕迹的中央部分的深度。
[0138]
以切削加工面的最表面为基准,在深度0.8μm之间的任意的深度位置(在以下的说明中,将颗粒投射时刻的以切削加工面的最表面为基准的片材内部的深度位置表示为“侵蚀深度”),反复进行上述的基于颗粒投射的侵蚀痕迹的形成、以及侵蚀痕迹的中央部分的深度的测定。
[0139]
根据各侵蚀深度中的每单位面积的微细颗粒的投射量v(g/mm2)及侵蚀痕迹的中央部分的深度d(μm),通过下述式(b)算出侵蚀率。
[0140]
侵蚀率(μm/g)=d/v
……
(b)
[0141]
将如上述那样得到的各侵蚀率(μm/g)与侵蚀深度(μm)的关系示于图5。
[0142]
在图5中,横轴表示侵蚀率(μm/g),纵轴表示侵蚀深度(μm)。
[0143]
对于实施例1~2、比较例1~2的各片材,在图5中,将侵蚀深度为0μm(最表面)上的描绘点的侵蚀率设为表层强度x,将侵蚀深度为0.5μm~0.8μm处的描绘点的侵蚀率的算术平均值作为内部强度y,利用下述式(a)算出表层强度x与内部强度y的强度比(%)。
[0144]
强度比(%)=(表层强度x/内部强度y)
×
100
……
(a)
[0145]
将结果示于表3。
[0146]
[表3]
[0147] 实施例1实施例2比较例1比较例2表层强度a[μm/g]0.0890.0510.3960.343内部强度b[μm/g]0.0370.0380.0750.043强度比[%]240134528797
[0148]
[加热尺寸变化率的测定]
[0149]
通过以下的步骤评价实施例2和比较例1中得到的片材的加热前后的尺寸变化(加热尺寸变化率)。将结果示于表4。
[0150]
1.将片材切割成110mm
×
130mm的尺寸,在23℃的恒温室中静置15小时。
[0151]
2.在1的静置后的片材上描绘50mm
×
50mm的标线,用数字显微镜(keyence corporation制,“vhx5000”)测定切削加工方向(以下,也称为md方向)和与其正交的方向(以下,也称为cd方向)的标线间距离,作为加热前尺寸。
[0152]
3.用夹具夹持2的尺寸测定后的片材的md方向的两端,悬挂设置于热风循环式吉尔老化试验箱(gear oven)(tabai espec corp.制,“phh-100”)内。
[0153]
4.将3的热风循环式吉尔老化试验箱从常温升温至180℃,到达180℃后保持1小时,自然冷却至常温。
[0154]
5.4的放冷后,卸下夹具,在23℃的恒温室中静置15小时。
[0155]
6.5的静置后,再次用数字显微镜测定标线间距离,作为加热后尺寸。
[0156]
7.从由2得到的加热前尺寸和由6得到的加热后尺寸,通过下述式(i)算出加热尺寸变化率。
[0157]
加热尺寸变化率=(加热后尺寸-加热前尺寸)/加热前尺寸
……(i)[0158]
[表面改性后的片材的粘接性评价]
[0159]
将实施例2、比较例1的片材切出100mm
×
100mm,进行下述所示的等离子体处理后,进行下述所示的粘接性评价。将结果示于表5。
[0160]
(等离子体处理)
[0161]
在真空等离子体装置中设置片材进行抽真空,在氮气和氢气的混合气体气氛下,使用2.45ghz的微波实施了10秒的等离子体处理。
[0162]
(粘接强度测定)
[0163]
将等离子体处理后的片材、无卤低介电粘接剂(半固化)片材(尼关工业株式会社制,“safy”,厚度25μm)及电解铜箔(三井金属矿业株式会社制,“tq-m4-vsp”,厚度18μm)依次重叠,用热压(温度:160℃,压制时间:1小时,压制载荷:4mpa)进行压接,制作粘接强度测定用的试样。在该试样中,切出10mm宽切口,将铜箔剥离30mm。使用小型台式试验机(岛津制
作所株式会社制,“ez-lx”),以50mm/min的拉伸速度对带有剥离的铜箔的试样进行90
°
剥离试验,测定粘接强度。
[0164]
在扫描型电子显微镜(hitachi high-tech corporation制,“su3500”)的试样台上添加碳带,以从实施例1~2、比较例1~2采集的测定试样(片材中心部的平面尺寸为3mm
×
3mm部位)的切削加工面成为观察面的方式进行设置。接着,在测定试样的切削加工面上进行铂蒸镀,使用扫描型电子显微镜(hitachi high-tech corporation制,“su3500”),以加速电压5kv、6000倍的倍率,取得在横20μm
×
纵15μm的范围内观察到的扫描型电子显微镜图像。
[0165]
对于实施例1~2、比较例1~2的各片材通过上述的方法所得到的电子显微镜图像如图6~9所示。
[0166]
[表4]
[0167][0168]
[表5]
[0169] 90
°
粘接强度[n/mm]实施例20.8比较例10.2
[0170]
[产业上的利用可能性]
[0171]
本发明的片材优选作为耐热绝缘带等耐热材料、印刷基板用材料、脱模片材使用,但并不限定于此。
[0172]
以上对本发明的实施方式和/或几个实施例进行了详细说明,但本领域技术人员不脱离本发明的新的教导及效果,容易对这些例示的实施方式和/或实施例加入较多的变更。因此,这些许多变更包含在本发明的范围内。
[0173]
将该说明书中记载的文献、以及成为本技术的根据巴黎条约的优先权的基础的申请的内容全部引用。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。