1.本技术涉及电池技术领域,尤其涉及一种电芯组件及单体电池。
背景技术:
2.通常动力电池包括外壳、电芯和电解液。外壳包括壳体和盖板,盖板上设置有极柱,电芯的极耳与极柱焊接。其中,电芯是由正极片、负极片和正负极片之间的隔膜层叠或卷绕形成的,故极耳由各层极片的集流体极耳组成。而由于极耳需要弯折,且折叠处容易倒插入电芯主体内,造成电芯短路报废,同时最外层的集流体极耳容易脱离电芯的极耳并与外壳接触,导致发生短路的情况。
3.现有技术通常在电芯主体一侧设置开设有开口的绝缘构件,可以止极耳倒插的情况发生,但是绝缘构件的设置降低了后期电解液的注入效率。
技术实现要素:
4.本技术提供一种电芯组件及单体电池,以解决现有电池中电解液注入效率低的技术问题。
5.为解决上述方案,本技术提供的技术方案如下:
6.本技术提出了一种电芯组件,其包括:
7.电芯,包括极耳和电芯主体,所述电芯主体的第一端面上连接有所述极耳;
8.绝缘构件,贴合于所述电芯主体的第一端面上,所述绝缘构件上开设有与所述极耳对应的凹槽,所述极耳的根部设置于所述凹槽内;
9.其中,所述绝缘构件上还开设有多个通孔。
10.在本技术的电芯组件中,在所述电芯主体的长度方向上,所述绝缘构件还包括位于所述凹槽两侧的贴合部;
11.其中,多个所述通孔开设于所述贴合部上。
12.在本技术的电芯组件中,所述通孔的形状包括圆形、方形或椭圆形中的至少一种。
13.在本技术的电芯组件中,所述通孔的面积为1平方厘米至3平方厘米。
14.在本技术的电芯组件中,在所述电芯主体的厚度方向上,所述绝缘构件还包括位于所述凹槽至少一侧的连接部,所述连接部与所述贴合部连续设置;
15.其中,所述极耳包括折弯部,所述折弯部设置于所述连接部上。
16.在本技术的电芯组件中,所述凹槽位于所述绝缘构件的边缘,所述极耳的根部与所述凹槽的凹槽侧壁抵接;
17.或者,所述凹槽位于所述绝缘构件的中间区域,所述绝缘构件包括位于所述凹槽两侧的两个连接部。
18.在本技术的电芯组件中,所述电芯主体包括第一表面和第二表面,所述第一表面和所述第二表面沿所述电芯主体的厚度方向设置,所述第一表面和所述第二表面均与所述第一端面连接;
19.其中,所述电芯组件还包括第一极耳保护胶,所述第一极耳保护胶的一端贴覆在所述连接部和所述电芯主体之间,所述第一极耳保护胶另一端贴覆在所述电芯主体的所述第一表面上;或/和,
20.所述电芯组件还包括第二极耳保护胶,所述第二极耳保护胶的一端贴覆在所述电芯主体的所述第一端面上且位于所述凹槽内,所述第二极耳保护胶的另一端贴覆在所述电芯主体的所述第二表面上。
21.在本技术的电芯组件中,所述凹槽的凹槽侧壁与所述绝缘构件的端面之间的连接处设置有圆倒角;
22.其中,所述圆倒角的直径尺寸为0.2毫米至1毫米。
23.在本技术的电芯组件中,所述绝缘构件的厚度为0.5毫米至2毫米;或者,
24.所述绝缘构件的材质为pp、pvc、pe或pet。
25.本技术还提出了一种单体电池,所述单体电池包括上述电芯组件。
26.有益效果:本技术公开了一种电芯组件及单体电池;该电芯组件包括电芯和贴合于该电芯主体的第一端面上的绝缘构件,该电芯包括极耳和电芯主体,该电芯主体的第一端面上连接有该极耳,该绝缘构件上开设有与该极耳对应的凹槽,该极耳的根部设置于该凹槽内,该绝缘构件上还开设有多个通孔。本技术通过在绝缘构件上开设多个通孔,以使在后期电解液注入时,电解液可以从该绝缘构件上多个通孔注入该电芯主体内部,提高了电解液的注入效率。
附图说明
27.下面结合附图,通过对本技术的具体实施方式详细描述,将使本技术的技术方案及其它有益效果显而易见。
28.图1为本技术电芯组件的结构简图;
29.图2为本技术绝缘构件的第一种结构图;
30.图3为本技术绝缘构件的第二种结构图;
31.图4为本技术绝缘构件的第三种结构图;
32.图5为本技术电芯组件的侧视图。
具体实施方式
33.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
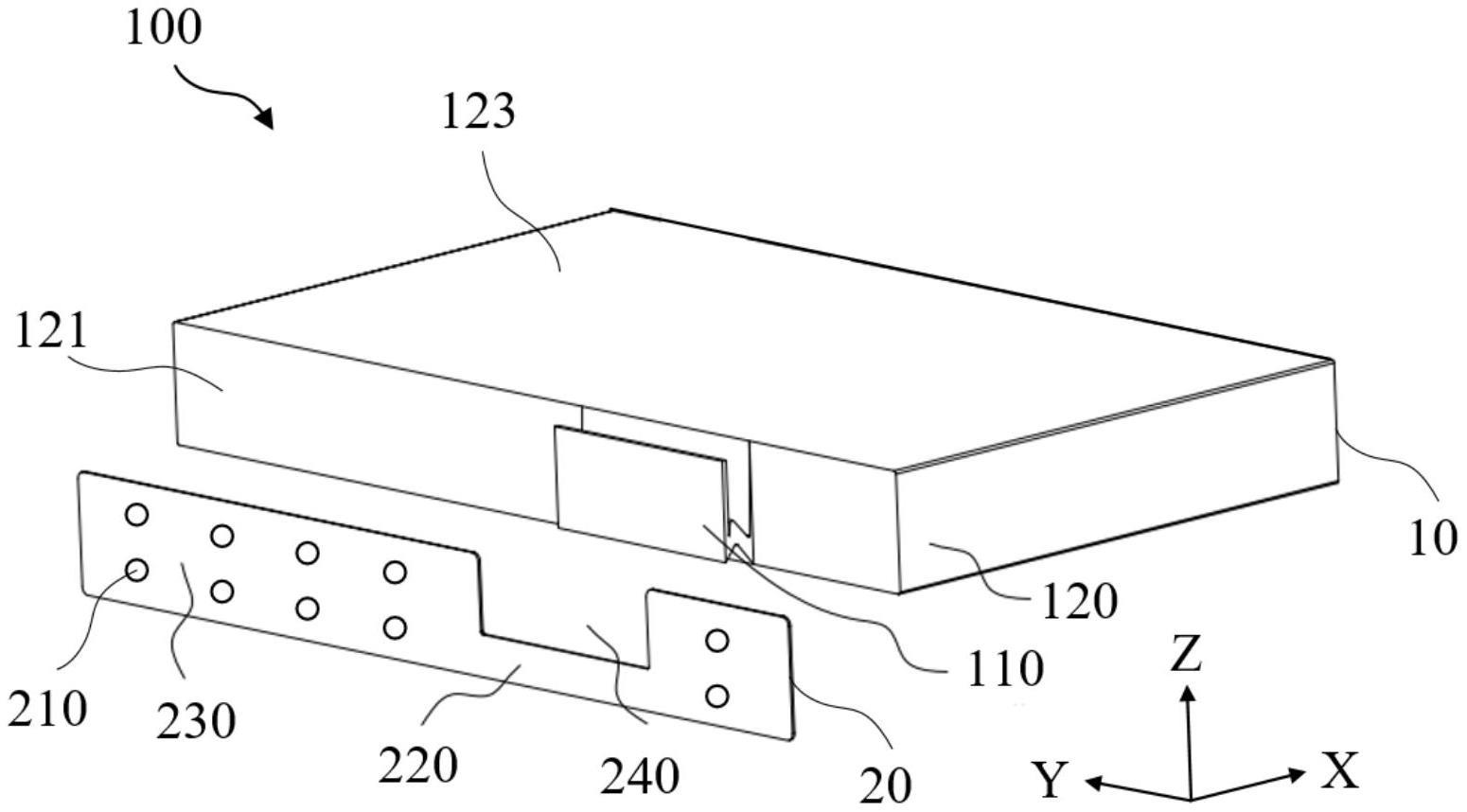
34.请参阅图1至图5,本技术提出了一种电芯组件100,所述电芯组件100包括电芯10和绝缘构件20。
35.在本实施例中,所述电芯10包括极耳110和电芯主体120,所述电芯主体120的第一端面121上连接有所述极耳110。
36.在本实施例中,所述绝缘构件20贴合于所述电芯主体120的第一端面121上,所述绝缘构件20上开设有与所述极耳110对应的凹槽240,所述极耳110的根部设置于所述凹槽
240内。
37.在本实施例中,所述绝缘构件20上还开设有多个通孔210。
38.本技术所述绝缘构件20上开设多个所述通孔210,以使在后期电解液注入时,电解液可以从该绝缘构件20上多个通孔210注入该电芯主体120内部,提高了电解液的注入效率。
39.需要说明的是,所述极耳110可以设置有两个,分别为正极极耳和负极极耳,所述电芯主体120沿所述电芯主体120的宽度方向的两端分别连接有两个极耳110。所述电芯主体120可以包括隔膜、正极片和负极片,隔膜位于正极片与负极片之间。所述电芯10可为叠片电芯或卷绕电芯,正极片、隔膜、负极片完成叠片或卷绕后,形成一个预制件,在上述预制件的外侧沿周向包裹有隔膜。
40.下面结合具体实施例对本技术的技术方案进行描述。
41.请参阅图2和图3,在所述电芯主体120的厚度方向上,所述绝缘构件20还包括位于所述凹槽240至少一侧的连接部220,所述极耳110的折弯部设置于所述连接部220上。
42.在图2的结构中,所述绝缘构件20仅包括一个所述凹槽240,所述凹槽240位于所述绝缘构件20的边缘,所述极耳110的根部可以与所述凹槽240的凹槽侧壁抵接。在图3的结构中,所述凹槽240位于所述绝缘构件20的中间区域,所述绝缘构件20可以包括位于所述凹槽240两侧的两个连接部220,所述极耳110的根部可以和其中一个所述连接部220接触。
43.请参阅图2和图3的结构,在所述电芯主体120的长度方向上,所述绝缘构件20还包括位于所述凹槽240两侧的贴合部230,所述连接部220与所述贴合部230连续设置。
44.本技术通过在所述电芯主体120的所述第一端面121上设置绝缘构件20,所述极耳110位于所述绝缘构件20的凹槽240内,当所述单体电池的盖板与壳体组装时,所述极耳110能够朝向所述连接部220折弯,使得所述连接部220位于所述极耳110的折弯处与所述电芯主体120的端面之间,所述连接部220能够保护所述电芯主体120,防止所述极耳110倒插入所述电芯主体120,降低了电芯10短路、起火爆炸的风险,保证了电芯10的合格率,同时也提高了生产的安全性;同时,所述绝缘构件20上所述凹槽240的开设,能够将所述极耳110内部的多层集流体极耳均收拢至所述凹槽240内,保证了极耳110整形的效果,降低所述极耳110与所述单体电池的金属外壳之间接触并短路的可能性,进一步保证了安全性。
45.在本实施例中,请参阅图2,多个所述通孔210开设于所述贴合部230和所述连接部220上。所述通孔210的设置,使电解液接触绝缘构件20时,通过绝缘构件20上的多个所述通孔210进入所述电芯主体120内,提高了电解液的注入效率。
46.请参阅图3,多个所述通孔210开设于所述贴合部230,所述连接部220上未设置所述通孔210。由于所述连接部220和所述电芯10之间设置有用于保护极耳110的绝缘胶层,当所述连接部220上开设所述通孔210时,绝缘胶层上同样需要增加对应的通孔210,以使电解液进入电芯主体120内,工艺较为复杂;另外,由于连接部220在厚度方向上的尺寸较小,通孔210的设置可能降低连接部220的强度,出现连接部220断裂的风险。而本实施例在连接部220上未设置通孔210,不仅简化工艺,而且保证了连接部220的强度。
47.在本实施例中,所述通孔210的形状可以包括圆形、方形或椭圆形中的至少一种,图2至图4中所述通孔210的形成为圆形。
48.在本实施例中,所述通孔210的面积可以为1平方厘米至3平方厘米。例如,所述通
孔210的面积可以为1mm2、1.5mm2、2mm2、2.5mm2、3mm2等。
49.请参阅图4,所述贴合部230上不同区域的所述通孔210的分布密度不同。例如,所述贴合部230可以包括第一区域231和位于所述第一区域231外围的第二区域232,所述第一区域231可以与所述盖板上的注液孔对应,或与电解液进入所述绝缘构件20的通道对应。本实施例将所述第一区域231中的所述通孔210的分布密度可以大于所述第二区域232中所述通孔210的分布密度。由于所述第一区域231与电解液进入所述绝缘构件20的通道对应,所述第一区域231中高分布密度的通孔210设计可以使得电解液能更快进入电芯主体120内,提高了电解液的注入效率。
50.在本技术的电芯组件100中,请参阅图1和图5,所述电芯主体120可以包括第一表面122和第二表面123,所述第一表面122和所述第二表面123沿所述电芯主体120的厚度方向设置,所述第一表面122和所述第二表面123均与所述第一端面121连接。
51.在本实施例中,请参阅图1和图5,所述电芯组件100还可以包括第一极耳保护胶30,所述第一极耳保护胶30的一端贴覆在所述连接部220和所述电芯主体120之间,所述第一极耳保护胶30另一端贴覆在所述电芯主体120的所述第一表面122上,即第一极耳保护胶30的一端贴覆在预制体外侧的隔膜上,能够防止隔膜翻起,降低极片与单体电池外壳之间接触并短路的可能性。
52.在本实施例中,请参阅图1和图5,所述电芯组件100还包括第二极耳保护胶40,所述第二极耳保护胶40的一端贴覆在所述电芯主体120的所述第一端面121上且位于所述凹槽240内,所述第二极耳保护胶40的另一端贴覆在所述电芯主体120的所述第二表面123上,即第二极耳保护胶40的一端贴覆在预制体外侧的隔膜上,进一步防止隔膜翻起,降低极片与单体电池外壳之间接触并短路的可能性。
53.在本实施例中,由于极耳110通过多层极片的集流体极耳组成,因此在极耳110超声焊接整形时,位于两侧的集流体极耳均朝向中间的集流体极耳靠拢,集流体极耳在靠拢折弯时很难保证与电芯主体120的端面完全平行,使得极耳110的根部形成三角形的结构,高度较高。即所述第二极耳保护胶40的端部可以延伸至所述极耳110的根部,所述第二极耳保护胶40的端部能够保护极耳110,降低极耳110与外壳接触短路的风险,保证了安全性。
54.在本实施例中,所述第一极耳保护胶30和所述第二极耳保护胶40可以为亚克力茶色高温胶,其具有足够强度粘性,且耐电解液腐蚀,耐高温,较为耐用。
55.在本实施例中,所述绝缘构件20可以为沿所述电芯主体120的长度方向延伸的薄片。
56.在本实施例中,所述绝缘构件20的厚度为0.5mm至2mm。所述绝缘构件20的厚度较薄,可以降低了盖板内部空间的占用,保证了单体电池的能量密度。
57.在本实施例中,所述绝缘构件20的厚度可以为0.5mm、1.0mm、1.5mm或2.0mm。
58.在本实施例中,所述绝缘构件20的材质可以为pp(polypropylene,聚丙烯)、pvc(polyvinyl chloride,聚氯乙烯)、pe(polyethylene,聚乙烯)或pet(polyethylene terephthalate,聚对苯二甲酸乙二醇酯)。上述材质均能够耐电解液腐蚀,且均为绝缘材质,硬度较好,结构强度较高,较为耐用。
59.在本实施例中,所述绝缘构件20可以采用pp材质或其他绝缘且耐腐蚀的材质。
60.在本实施例中,所述凹槽240的凹槽侧壁与所述绝缘构件20的端面之间的连接处
设置有圆倒角。当单体电池受到颠簸振动时,凹槽240的圆倒角能够避免极耳110与凹槽侧壁和绝缘构件20的端面之间的棱边摩擦损坏极耳110,降低了极耳110损坏的可能性,保证了电芯组件100的使用安全性。
61.在本实施例中,例如图2的结构中,所述凹槽240具有3个凹槽侧壁,3个凹槽侧壁与绝缘构件20的两个端面之间共有6个连接处,6个连接处均设置有倒圆角;例如图3的结构中,所述凹槽240具有4个凹槽侧壁,4个凹槽侧壁与绝缘构件20的两个端面之间共有8个连接处,8个连接处均设置有倒圆角。
62.在本实施例中,圆倒角的直径尺寸为0.2mm至1.0mm。
63.在本实施例中,圆倒角的直径尺寸可以为0.2mm、0.4mm、0.6mm、0.8mm或1.0mm中的一者。
64.在本实施例中,所述绝缘构件20靠近所述电芯主体120的一侧设置有背胶,所述绝缘构件20通过背胶可以与所述电芯主体120直接粘接。背胶的设置可以将所述绝缘构件20直接粘接在所述电芯主体120上,同时能防止所述绝缘构件20脱离所述电芯主体120,简化了所述绝缘构件20与所述电芯主体120之间的连接结构,降低所述电芯组件100的生产成本。
65.本实施例还提供了一种单体电池,所述单体电池包括上述电芯组件。
66.在本实施例中,当所述单体电池的盖板与壳体组装时,连接部能够保护电芯主体,防止极耳倒插入电芯主体,也保证了极耳整形的效果,降低了单体电池短路、起火爆炸的风险,保证了单体电池的合格率,同时也提高了生产的安全性。
67.在本实施例中,所述单体电池还包括金属材质的外壳,所述外壳可以为铝制。外壳包括顶盖和具有凹槽的壳体,顶盖盖设在壳体的凹槽处,且顶盖与壳体之间围成用于容纳电芯的腔体。顶盖上设置有极柱。极耳呈v型折弯,一端连接于极柱,另一端连接于电芯主体。
68.在本实施例中,顶盖设置有两个,每个顶盖上均设置有一个极柱,两个极柱分别为正极极柱与负极极柱。正极极耳与正极极柱连接,负极极耳与负极极柱连接。
69.在本实施例中,在单体电池组装时,先将极耳通过超声平齿焊接,实现极耳整平并形成一个整体;其次将绝缘构件固定在电芯上;然后将整平的两个极耳分别与两个极柱通过激光焊接在一起;最后组装顶盖与壳体,并折弯极耳。折弯极耳时,将极耳的折弯处设置在连接部相背于电芯主体的一侧。
70.上述过程中,极耳的超声平齿焊接与其它深齿焊接相比,焊印面积更大,而且更加平整,再通过激光焊接,能够增强极耳和顶盖的极柱之间的焊接强度,并能提高单体电池的过流能力。
71.本技术公开了一种电芯组件及单体电池;该电芯组件包括电芯和贴合于该电芯主体的第一端面上的绝缘构件,该电芯包括极耳和电芯主体,该电芯主体的第一端面上连接有该极耳,该绝缘构件上开设有与该极耳对应的凹槽,该极耳的根部设置于该凹槽内,该绝缘构件上还开设有多个通孔。本技术通过在绝缘构件上开设多个通孔,以使在后期电解液注入时,电解液可以从该绝缘构件上多个通孔注入该电芯主体内部,提高了电解液的注入效率。
72.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部
分,可以参见其他实施例的相关描述。
73.以上对本技术实施例所提供的一种电芯组件及单体电池进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的技术方案及其核心思想;本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例的技术方案的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。