1.本发明属于薄壁罩体加工制造领域,具体涉及一种tc4钛合金薄壁罩体加工方法及加工辅助工装。
2.本发明属于战略性新型产业目录之3 新材料产业中的3.2 先进结构材料产业重点方向下3.2.1 高品质特种钢铁材料钛及钛合金薄扳。
背景技术:
3.本发明所述薄壁罩体的整体结构为罩体形状,材料为tc4,外径和高度约400mm,内壁最薄处只有3mm。其内腔有环形凸台需要加工,且精度要求较高。由于tc4钛合金的一些物理力学性能给切削加工带来了较大的难度,加工时在径向力的作用下容易产生弯曲变形,引起振动,加大刀具磨损并影响零件的精度。
技术实现要素:
4.为了解决现有的技术问题,本发明提供一种tc4钛合金薄壁罩体加工方法及加工辅助工装,零件加工时需要粗精分开,结合多次真空去应力,以减少加工变形对精度的影响,并辅助使用工装增强刚性完成加工。
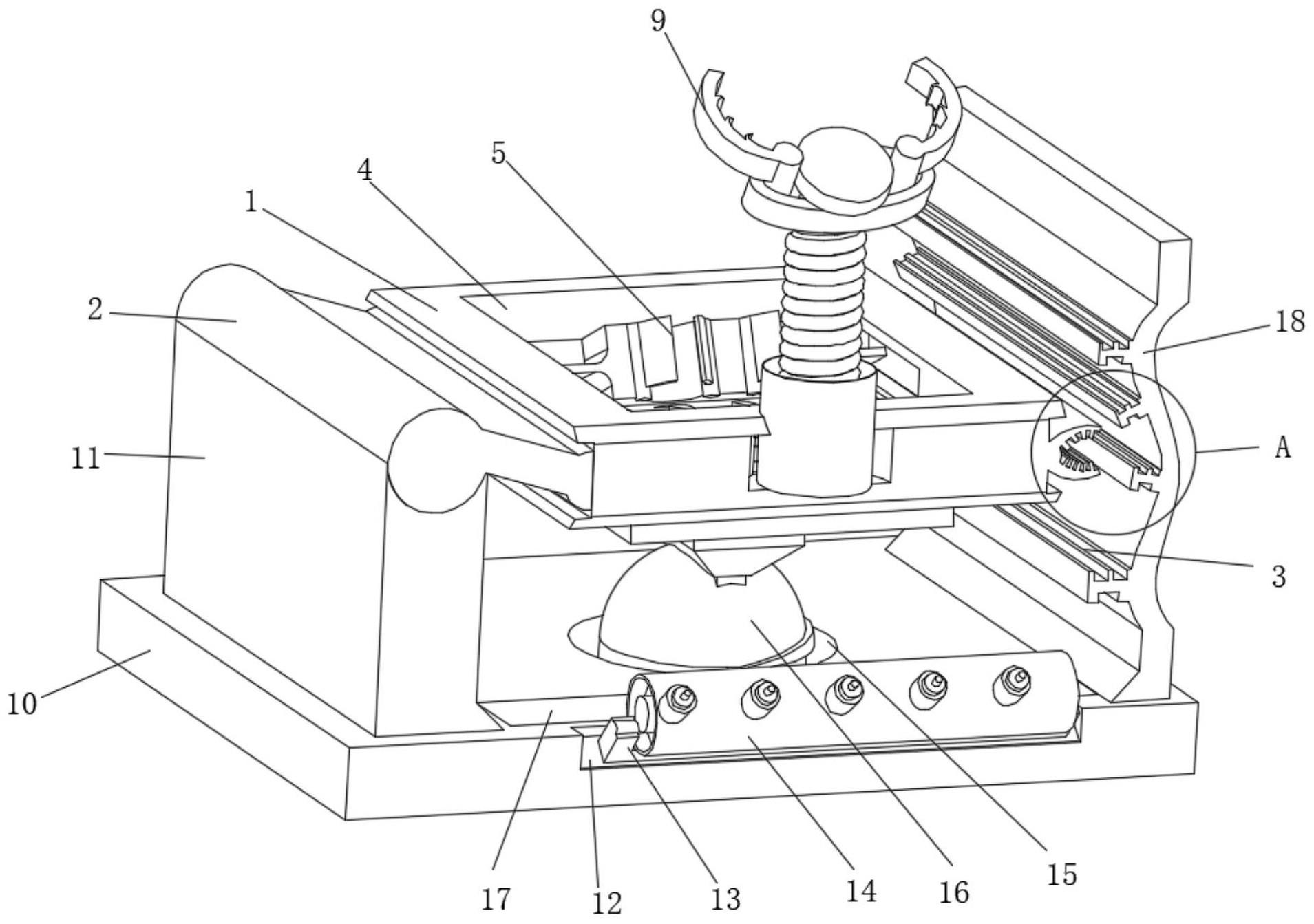
5.本发明的目的是以下述方式实现的:一种薄壁罩体加工辅助工装,包括上固定环、工装本体、下固定环和底板,工装本体和底板通过螺栓组螺接固定,进行底部限位固定,工件置于工装本体内,工装本体底部与工件之间设下固定环,工装本体上部与工件之间预留间隙,间隙内填充石蜡,工装本体顶部使用上固定环固定口部。
6.上固定环、工装本体、下固定环及底板均采用q345b进行焊接、机械加工而成。
7.所述石蜡熔点为84-87℃的石蜡。
8.所述螺栓组包括螺栓、平垫圈、弹簧垫圈、螺母,螺栓依次穿过底板、下固定环、平垫圈、弹簧垫圈,与螺母螺纹连接。
9.工装本体上部与工件之间的预留间隙为10mm。
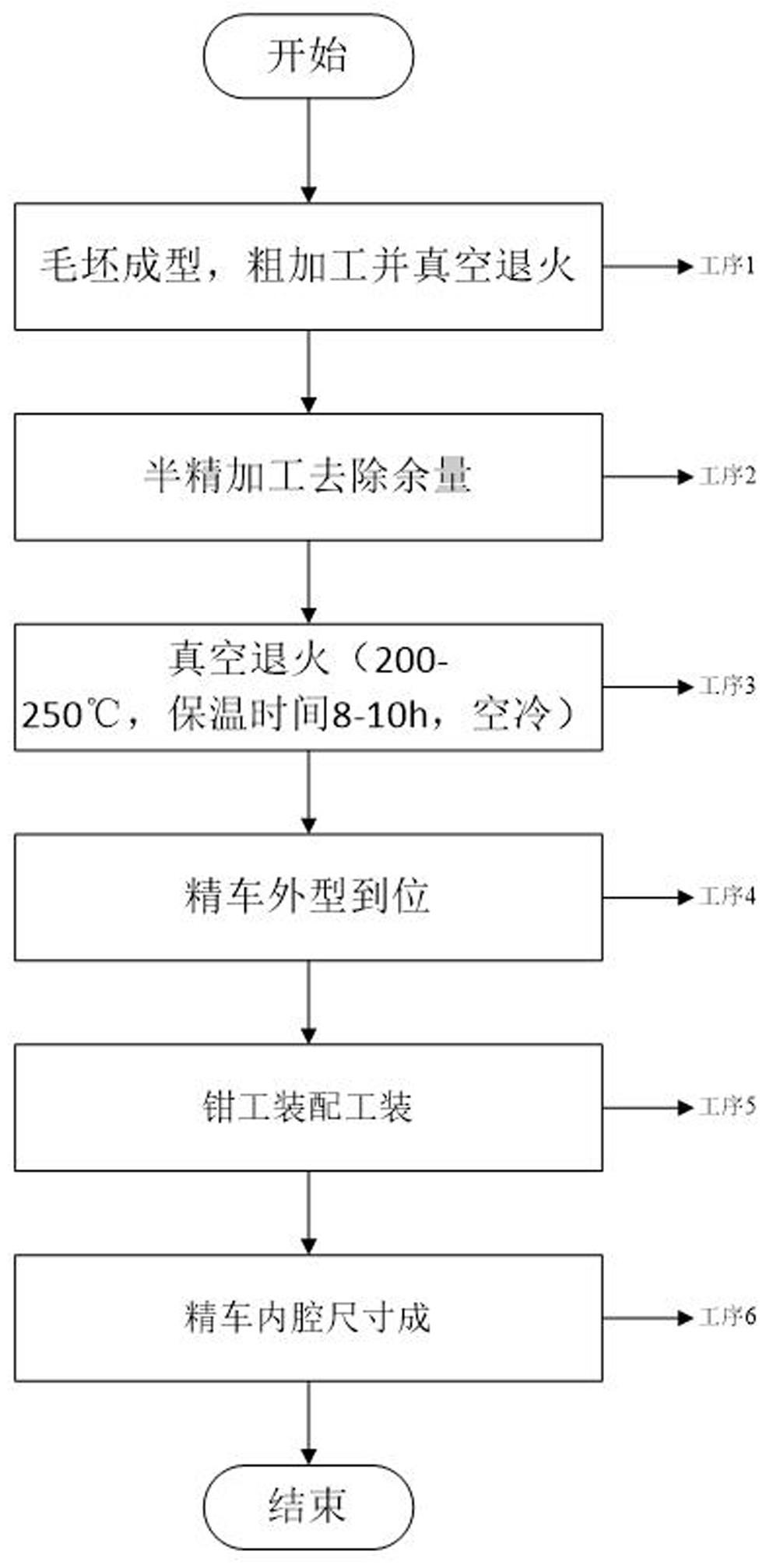
10.一种薄壁罩体加工方法,包括以下步骤,工序1:毛坯成型,粗加工并真空退火,退火温度200-250℃,保温时间8-10h,空冷;工序2:半精加工去除余量;工序3:真空退火,退火温度200-250℃,保温时间8-10h,空冷;工序4:精车外型到位;工序5:钳工装配辅助工装,所述辅助工装上述辅助工装;工序6:精车内腔尺寸成;工序1、工序2、工序4及工序6使用硬质合金刀片切削加工,切削参数:线速度80m/min,吃刀量0.05-0.1mm/转。
11.相对于现有技术,本发明针对tc4钛合金特殊的加工特性,选择合适的硬质合金刀
具及切削参数以完成工件的粗精加工;针对零件加工过程中产生应力造成的工件变形,在加工过程中实施两次真空热处理退火;针对精加工过程中由于壁薄造成加工振刀等问题,通过设计专用的辅助增强工装,在辅助工装与工件之间使用石蜡增强工件的刚性,解决了精加工过程中各种振刀、变形问题。
12.本发明设计的工艺路线合理,有效,加工结果能够满足工件技术要求;本发明采用的辅助工装,创新性地提出了一种使用石蜡增强工件刚性的加工工艺方法,结构简单,容易实施,成本较低。
附图说明
13.图1是本发明的工艺流程图。
14.图2是本发明的薄壁罩体与辅助工装的装配结构示意图。
具体实施方式
15.如图1所示,一种薄壁罩体加工方法,包括以下步骤,工序1:毛坯成型,粗加工并真空退火,退火温度200-250℃,保温时间8-10h,空冷;工序2:半精加工去除余量;工序3:真空退火,退火温度200-250℃,保温时间8-10h,空冷;工序4:精车外型到位;工序5:钳工装配辅助工装;工序6:精车内腔尺寸成;工序1、工序2、工序4及工序6使用硬质合金刀片切削加工,切削参数:线速度80m/min,吃刀量0.05-0.1mm/转。
16.工序1和工序3真空去应力退火参数如下:200-250℃,保温时间8-10h,空冷,可有效降低切削过程中产生的应力,保证产品精度要求。实施两次真空热处理退火,可以减小工件加工过程中产生的应力而造成工件变形的影响。
17.如图2所示,工序5中辅助工装包括上固定环1、工装本体3、下固定环4和底板5,工装本体3和底板5通过螺栓组6螺接固定,进行底部限位固定,工件11置于工装本体3内,工装本体3底部与工件11之间设下固定环4,工装本体3上部与工件11之间预留间隙,间隙内填充石蜡2,工装本体3顶部使用上固定环1固定口部。安装完成之后就可以进行工件11内部特征的精加工。
18.上固定环1、工装本体3、下固定环4及底板5均采用q345b进行焊接、机械加工而成。
19.所述石蜡2熔点为84-87℃,石蜡2型号为tp-85b。在精加工过程,切削以及切削液会将绝大部分的热量带走,经过实际测温,工件表面温度几乎维持在室温,不会造成石蜡的融化。
20.如图2,辅助工装也是呈罩体形状,作用就是将工件整体包裹其中,将工件装配在辅助工装内,工件与辅助工装之间留有10mm间隙,中间填充石蜡做为辅助支撑,可有效增强工件整体刚性,解决精加工刀具振动及工件变形问题。
21.螺栓组6包括螺栓7、平垫圈8、弹簧垫圈9、螺母10,螺栓7依次穿过底板5、下固定环4、平垫圈8、弹簧垫圈9,与螺母10螺纹连接。增加了螺纹防松措施,螺纹防松是指增加平垫
圈8及弹簧垫圈9后,螺栓的连接更为牢固,防止使用过程中螺栓脱落,增强了底板5与工装本体3的连接强度。
22.本发明设计的工艺路线合理、有效,加工结果能够满足工件技术要求;本发明采用的辅助增强工装,创新性地提出使用石蜡增强工件刚性的加工工艺方法,结构简单,实施容易,成本较低,可以顺利完成tc4薄壁罩体零件的生产,方法简单、可靠且稳定。
23.以上所述的仅是本发明的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本发明整体构思前提下,还可以做出若干改变和改进,这些也应该视为本发明的保护范围。
技术特征:
1.一种薄壁罩体加工辅助工装,其特征在于:包括上固定环(1)、工装本体(3)、下固定环(4)和底板(5),工装本体(3)和底板(5)通过螺栓组(6)螺接固定,进行底部限位固定,工件(11)置于工装本体(3)内,工装本体(3)底部与工件(11)之间设下固定环(4),工装本体(3)上部与工件(11)之间预留间隙,间隙内填充石蜡(2),工装本体(3)顶部使用上固定环(1)固定口部。2.根据权利要求1所述一种薄壁罩体加工辅助工装,其特征在于:上固定环(1)、工装本体(3)、下固定环(4)及底板(5)均采用q345b进行焊接、机械加工而成。3.根据权利要求1所述一种薄壁罩体加工辅助工装,其特征在于:所述石蜡(2)熔点为84-87℃的石蜡。4.根据权利要求1所述一种薄壁罩体加工辅助工装,其特征在于:所述螺栓组(6)包括螺栓(7)、平垫圈(8)、弹簧垫圈(9)、螺母(10),螺栓(7)依次穿过底板(5)、下固定环(4)、平垫圈(8)、弹簧垫圈(9),与螺母(10)螺纹连接。5.根据权利要求1所述一种薄壁罩体加工辅助工装,其特征在于:工装本体(3)上部与工件(11)之间的预留间隙为10mm。6.一种薄壁罩体加工方法,其特征在于:包括以下步骤,工序1:毛坯成型,粗加工并真空退火,退火温度200-250℃,保温时间8-10h,空冷;工序2:半精加工去除余量;工序3:真空退火,退火温度200-250℃,保温时间8-10h,空冷;工序4:精车外型到位;工序5:钳工装配辅助工装,所述辅助工装采用权利要求1-5任一所述辅助工装;工序6:精车内腔尺寸成;工序1、工序2、工序4及工序6使用硬质合金刀片切削加工,切削参数:线速度80m/min,吃刀量0.05-0.1mm/转。
技术总结
本发明公开一种薄壁罩体加工方法及加工辅助工装,针对TC4钛合金特殊的加工特性,选择合适的硬质合金刀具及切削参数以完成工件的粗精加工;针对零件加工过程中产生应力造成的工件变形,在加工过程中实施两次真空热处理退火;针对精加工过程中由于壁薄造成加工振刀等问题,通过设计专用的辅助增强工装,在辅助工装与工件之间使用石蜡增强工件的刚性,解决了精加工过程中各种振刀、变形问题。加工辅助工装包括上下固定环、工装本体和底板,工装本体和底板通过螺栓组螺接固定,进行底部限位固定,工件置于工装本体内,工装本体底部与工件之间设下固定环,工装本体上部与工件之间预留间隙,间隙内填充石蜡,工装本体顶部使用上固定环固定口部。定环固定口部。定环固定口部。
技术研发人员:屈贺威 王廷军 梁卫和 李世广 蒲科锦 杨鹏辉
受保护的技术使用者:中国船舶集团有限公司第七一三研究所
技术研发日:2023.04.25
技术公布日:2023/8/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。