1.本发明涉及电池包装件。具体而言,本发明涉及的电池包装件是将一张纸板在多个规定部位弯折,并将成为底座的衬纸部和容纳电池的凹部状的电池容纳部折叠,从而一体地形成的电池包装件。
背景技术:
2.一直以来,例如,已知如专利文献1的图1~图5所示,使用一张纸板将其一部分作为背面部16(衬纸部),将剩余的部分折叠而作为凹部状的电池容纳部24,将该电池容纳部24配置于背面部16上,将从电池容纳部24的侧缘延伸而成的带状的浆糊涂抹部23a、23a与背面部16侧的侧缘部粘接,而得到的电池包装件。在此,如专利文献1的图1、图5所示,在以往,浆糊涂抹部23a、23a形成为在规定了电池包装件的外形的背面部16的外周正好重叠的形状。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2001-240049号公报。
技术实现要素:
6.发明要解决的问题
7.然而,在所引用的文献1公开的电池包装件中设置有悬吊孔22。这种电池包装件在销售店销售时,所述悬吊孔22钩挂于从商品展示用的架子大致水平延伸的悬挂棒。由此,销售时的形态成为在悬挂棒之下多个电池包装件以竖立姿势排列的状态。购买这样展示的电池包装件的用户要从悬挂棒取下电池包装件。这时,发生用户手滑而使电池包装件掉落到地板的意外的情况并不少。在如上述那样电池包装件掉落时,例如,该电池包装件若是容纳4根单三电池的包装,则有100g~120g左右的重量,因此,碰到地板时的冲击较大。而且,在电池包装件的下侧角部碰到地板的情况下,在浆糊涂抹部,冲击使得粘接力也降低,粘接力降低相当大时,也有时内部的电池会飞出。
8.而且,由一张纸板制造的以往的电池包装件是由具备自动将纸板折叠的装置的制造设备来生产。在依次将纸板折进的过程中,需要注意不使纸板彼此干扰。但是,也有时在折叠工序中纸板的折痕的状态变得松缓。例如在形成电池容纳部的弯折过程中,侧缘的浆糊涂抹部的折痕松缓,因此成为竖立的状态,在之后的工序中,要在电池容纳部之上将衬纸部翻转盖上时,浆糊涂抹部的角部与衬纸部相互干扰而发生生产故障。
9.本发明是鉴于这样的课题而完成的,其目的在于,提供能够使掉落时的损害缓和并且能够实现生产性的提高的电池包装件。
10.解决问题的方案
11.上述的目的通过以下电池包装件实现,该电池包装件具有由纸张形成的衬纸部和通过将所述纸张弯折而形成的电池容纳部,该电池包装件中,所述电池容纳部具有与所述
衬纸部结合的底部,利用浆糊涂抹部将所述电池容纳部的周围的3面与所述衬纸部粘接,所述浆糊涂抹部具有在所述电池包装件的下侧角部处不与所述衬纸部重叠的形状。
12.另外,也可以是,所述浆糊涂抹部是向所述电池容纳部的周围的3面的外侧弯折而形成的,且具有将与所述下侧角部对应的部分去掉了的形状。
13.另外,也可以是,所述浆糊涂抹部是向所述电池容纳部的周围的3面的外侧弯折而形成的,所述衬纸部具有将与所述下侧角部对应的部分去掉了的形状。
14.另外,也可以是,所述浆糊涂抹部是向所述电池容纳部的周围的3面的内侧弯折而形成的。
15.另外,优选地,与所述下侧角部对应的部分的角度是以45度为中心的前后10度以内的角度。
16.另外,优选地,所述角度是45度,并且,成为被剪掉的部分的二等边三角形的短边的长度为5mm以上。
17.发明效果
18.根据本发明的电池包装件,能够使掉落时的损害缓和,并且也能够实现生产性的提高。
19.本发明的一实施例中的进一步的优点和效果将通过说明书和附图予以阐明。这些优点和/或效果分别由若干个实施方式和说明书以及附图中记载的特征提供,但未必需要为了得到一个或一个以上的相同的特征而全部提供。
附图说明
20.图1是将一实施方式的电池包装件1中使用的纸板1a展开而示出的图。
21.图2是示出在折叠工序中将电池ba容纳在电池容纳部20中的状态下的电池包装件1的图。
22.图3是示出作为产品的电池包装件1被销售时的情形的图。
23.图4a是用于说明电池包装件1掉落时的情况的图。
24.图4b是表示比较例的电池包装件1a的下侧角部碰撞到地板的状态的图。
25.图5a是示出在制造设备中将电池包装件1折叠的情形的图。
26.图5b是示出在制造设备中将电池包装件1a折叠的情形的图。
27.图6a是示出浆糊涂抹部的外周部相对于衬纸部10的外周部成为内侧的情况的图,且是进行了直角形状加工和剪掉加工的情况下的图。
28.图6b是示出浆糊涂抹部的外周部相对于衬纸部10的外周部成为内侧的情况的图,且是示出将两者进行了剪掉加工的情况的图。
29.图7是表示成为浆糊涂抹部的外周部的角部处的剪掉角度的图。
30.图8是表示能够容纳4根单三电池的纸板1a的各部尺寸的一例的图。
具体实施方式
31.下面,参照附图对权利要求书中记载的发明的适宜的实施方式进行说明。
32.(电池包装件1)
33.图1是将一实施方式的电池包装件1中使用的纸板1a展开示出的图。图1中示出设
计为规定形状的平坦的一张纸板1a,纸板1a的上侧是成为后述的衬纸部10的部分,纸板1a的下侧是成为后述的电池容纳部20的部分。此外,在此不特别地限定采用的纸板1a,可以采用广泛供应的纸板1a(涂布纸板,coatedboard)。
34.(纸板1a)
35.纸板1a是从涂布纸板冲切而形成为规定形状的板状(平坦)的一张纸。涂布纸板是以纸板纸等厚纸为芯材在其两面施加了聚丙烯的涂层(厚度0.02mm~0.05mm左右)的涂层材料。
36.通过使用涂布纸板形成纸板1a,从而弹性增加,经弯折工序制造的电池包装件1不易被压坏,并且耐湿性变强,电池包装件1的强度提高。另外,在电池包装件1的表面不易附有污垢,即使在电池包装件1附有污垢,也能够容易地擦掉。
37.此外,纸板1a的材料不限于涂布纸板,只要是具有能够弯折为可容纳电池的形状的程度的韧性并且能够使用粘接剂粘接的材料即可,例如,可以是板状的塑料、金属、铝、与涂布纸板类似的纸等。
38.在纸板1a是涂布纸板或与涂布纸板类似的纸的情况下,作为粘接剂,可利用不包含担心点燃的有机溶剂的非燃性的粘接剂、再利用性优异的水溶性的粘接剂等。
39.与涂布纸板类似的纸是硫化纤维材料、用厚纸夹着硫化纤维材料而成的三层结构的板材、对这些施以合成树脂涂层(聚丙烯等)而成的材料等。
40.应予说明,通过使用涂布纸板或与涂布纸板类似的纸作为纸板1a,纸板1a的焚烧处理变得容易,纸板1a的加工性提高,且能减轻环境负荷。
41.由于所容纳的电池的大小、根数不同,电池包装件1应该保持的重量也不同。具体而言,电池包装件1应该保持的重量根据电池的种类、电池的大小、电池的根数等而不同。例如,单三电池4根的总重量为100g~120g左右,作为适于稳定地保持该重量的纸板,优选采用重量200g/m2~500g/m2的纸板。
42.衬纸部10和电池容纳部20以第一弯折线bl-1为边界彼此连接。从而,在弯折第一弯折线bl-1而将衬纸部10和电池容纳部20中的一者掀起并翻转时,其能够在另一者之上重合。电池容纳部20构成为具备:正面部21、下侧壁部22、上侧壁部23、右侧壁部24及左侧壁部25。
43.在下侧壁部22、上侧壁部23、右侧壁部24及左侧壁部25中的各部与正面部21之间,设定有第二弯折线bl-2、第三弯折线bl-3、第四弯折线bl-4、第五弯折线bl-5。按照这些弯折线进行弯折,将全部的壁部竖起,从而能够形成以正面部21为底面的凹部状的空间,能够在该凹部内容纳规定的电池(例如,单三电池4根)。此外,在将电池包装件1最终折叠,并收纳电池而成为产品时,以衬纸部10竖立的姿势(竖立姿势)展示、销售。因而,在图1中位于上侧的侧壁部22成为下侧壁部。另外,在正面部21的中央部以能够确认内部的电池的方式形成有横长的窗部21w。
44.纸板1a包括:第一区域、与第一区域的下侧邻接的第二区域、设置于第二区域周围的第三区域。在第一区域设置衬纸部10,在第二区域设置电池容纳部20,在第三区域设置粘接部30。
45.(衬纸部10)
46.衬纸部10是被覆部,其通过利用粘接剂向粘接部30粘接,来将容纳电池的有底的
凹部覆盖。粘接部30的详细内容将在后文中说明。衬纸部10形成为大致四方形状。
47.在衬纸部10的靠上端101的区域ua形成有悬吊孔10a。在悬吊孔10a例如插入从商品展示用的架子大致水平延伸的悬挂棒。
48.(非粘接部102a)
49.在衬纸部10的靠下端102的区域la设置有两个非粘接部102a。非粘接部102a设置于区域la中的、衬纸部10的角部附近。在粘接部30粘接于衬纸部10时,非粘接部102a以未涂布粘接剂(未涂布浆糊)的状态设置于粘接部30的周围。非粘接部102a缓和向粘接部30的冲击,从而抑制粘接部30与衬纸部10的粘接部位的剥离。
50.(弯曲部10b)
51.衬纸部10具有弯曲成圆弧状的弯曲部10b。具体而言,在衬纸部10的下端102的两侧分别形成有弯曲部10b。弯曲部10b是将衬纸部10的下端102的角部形成为圆弧状而成的部分,弯曲部10b也是粘接部30的一部分。
52.(电池容纳部20)
53.电池容纳部20是具有与衬纸部10结合的底部的、容纳电池的部分。与衬纸部10结合的底部相当于下侧壁部22。电池容纳部20具备:正面部21、下侧壁部22、上侧壁部23、右侧壁部24、及左侧壁部25。下侧壁部22、上侧壁部23、右侧壁部24及左侧壁部25分别以相对于正面部21成90度的方式弯折,由此形成有底的凹部。能够在该凹部容纳电池。
54.(正面部21)
55.正面部21的纵向d1的宽度被设定为与在电池容纳部20容纳的电池的长度大致相等的尺寸。正面部21的横向d2的宽度被设定为与在电池容纳部20容纳的多个电池的排列方向上的整体宽度大致相等的尺寸。
56.在正面部21形成有横长的窗部21w。通过窗部21w能够确认容纳于电池容纳部20的电池,因此,能够防止将电池容纳部20未容纳电池的状态的电池包装件1出厂。
57.(下侧壁部22)
58.下侧壁部22设置于正面部21和衬纸部10之间,且分别与正面部21及衬纸部10一体地设置。
59.下侧壁部22的纵向d1的宽度被设定为与在电池容纳部20容纳的电池的粗细大致相等的尺寸。下侧壁部22的横向d2的宽度被设定为与在电池容纳部20容纳的多个电池的排列方向上的整体宽度大致相等的尺寸。
60.下侧壁部22以第二弯折线bl-2为边界,弯折成与配置于衬纸部10和正面部21之间的电池的第一电极(例如负极)相对。第二弯折线bl-2的详细内容将在后文中说明。
61.(第一弯折线bl-1)
62.在下侧壁部22与衬纸部10的边界设置有第一弯折线bl-1。第一弯折线bl-1是以使得在将衬纸部10相对于下侧壁部22弯折时能够容易地将衬纸部10弯折的方式形成的压痕切痕组合引导线、压痕线、切痕线、打孔线等。
63.(第二弯折线bl-2)
64.在下侧壁部22与正面部21的边界设置有第二弯折线bl-2。第二弯折线bl-2是以使得在将下侧壁部22相对于正面部21弯折时能够容易地将下侧壁部22弯折的方式形成的压痕切痕组合引导线、压痕线、切痕线、打孔线等。
65.(上侧壁部23)
66.上侧壁部23与正面部21一体地设置于正面部21的与下侧壁部22侧相反的一侧。上侧壁部23的纵向d1及横向d2的宽度被设定为与下侧壁部22相同的尺寸。上侧壁部23以第三弯折线bl-3为边界,弯折成与配置于衬纸部10和正面部21之间的电池的第二电极(例如正极)相对。
67.(第三弯折线bl-3)
68.在上侧壁部23与正面部21的边界设置有第三弯折线bl-3。第三弯折线bl-3是以使得在将上侧壁部23相对于正面部21弯折时能够容易地将上侧壁部23弯折的方式形成的压痕切痕组合引导线、压痕线、切痕线、打孔线等。
69.(右侧壁部24)
70.右侧壁部24与正面部21一体地设置于正面部21的右侧。右侧壁部24的纵向d1的宽度被设定为与在电池容纳部20容纳的电池的长度大致相等的尺寸。右侧壁部24的横向d2的宽度被设定为与在电池容纳部20容纳的电池的粗细大致相等的尺寸。右侧壁部24以第四弯折线bl-4为边界,弯折成与配置于衬纸部10和正面部21之间的电池的圆筒部(电池的侧面)相对。
71.(第四弯折线bl-4)
72.在右侧壁部24与正面部21的边界设置有第四弯折线bl-4。第四弯折线bl-4是以使得在将右侧壁部24相对于正面部21弯折时能够容易地将右侧壁部24弯折的方式形成的压痕切痕组合引导线、压痕线、切痕线、打孔线等。
73.(左侧壁部25)
74.左侧壁部25与正面部21一体地设置于正面部21的左侧。左侧壁部25的纵向d1及横向d2的宽度被设定为与右侧壁部24相同的尺寸。左侧壁部25以第五弯折线bl-5为边界,弯折成与配置于衬纸部10和正面部21之间的电池的圆筒部相对。
75.(第五弯折线bl-5)
76.在左侧壁部25与正面部21的边界设置有第五弯折线bl-5。第五弯折线bl-5是以使得在将左侧壁部25相对于正面部21弯折时能够容易地将左侧壁部25弯折的方式形成的压痕切痕组合引导线、压痕线、切痕线、打孔线等。
77.按照这些弯折线,将下侧壁部22、上侧壁部23、右侧壁部24及左侧壁部25分别弯折,将所有这些壁部相对于正面部21竖起,由此能够形成以正面部21为底面的凹部状的空间。能够在该凹部内容纳4根规定的电池(例如,单三电池)。
78.此外,能够在凹部内容纳的电池的种类不限于单三电池,例如也可以是单四电池。另外,能够在凹部内容纳的电池的根数不限于4根,也可以根据纸板1a的规格、粘接剂的规格、各浆糊涂抹部的粘接面积等设为任意的根数。
79.此外,在将电池包装件1最终折叠,并收纳电池而成为产品时,以衬纸部10竖立的姿势(竖立姿势)展示、销售等。因此,在图1中位于正面部21的上侧的壁部成为下侧壁部22。另外,在正面部21的中央部以能够确认内部的电池的方式形成有横长的窗部21w。
80.以从上述的上侧壁部23、右侧壁部24及左侧壁部25各自的外周部延伸的方式设置有上浆糊涂抹部23a、右浆糊涂抹部24a及左浆糊涂抹部25a。由此,如图2所示,将电池ba收纳于电池容纳部20,在各浆糊涂抹部(上浆糊涂抹部23a、右浆糊涂抹部24a及左浆糊涂抹部
25a)涂布糊剂,在衬纸部10侧的对应位置粘贴上浆糊涂抹部23a、右浆糊涂抹部24a及左浆糊涂抹部25a。由此,能够得到图3所示的作为以竖立姿势销售的产品的电池包装件1。
81.此外,通过在规定部位将上述的纸板弯折而折叠形成的电池包装件1可以通过手工作业将纸板1a折叠来制造,也可以利用具备规定的折叠功能的制造设备连续地生产。
82.(粘接部30)
83.粘接部30是涂布粘接剂的浆糊涂抹留出部分。粘接部30具备:上浆糊涂抹部23a、右浆糊涂抹部24a及左浆糊涂抹部25a。
84.(上浆糊涂抹部23a)
85.上浆糊涂抹部23a与上侧壁部23一体地设置于上侧壁部23的与正面部21侧相反的一侧。
86.(第六弯折线bl-6)
87.在上侧壁部23与上浆糊涂抹部23a的边界设置有第六弯折线bl-6。第六弯折线bl-6是以使得在将上浆糊涂抹部23a相对于上侧壁部23弯折时能够容易地将上浆糊涂抹部23a弯折的方式形成的压痕切痕组合引导线、压痕线、切痕线、打孔线等。
88.上浆糊涂抹部23a以第六弯折线bl-6为边界,相对于正面部21向与上侧壁部23被弯折的方向相反的方向弯折。
89.(右浆糊涂抹部24a)
90.右浆糊涂抹部24a与右侧壁部24一体地设置于右侧壁部24的与正面部21侧相反的一侧。
91.(第七弯折线bl-7)
92.在右侧壁部24与右浆糊涂抹部24a的边界设置有第七弯折线bl-7。第七弯折线bl-7是以使得在将右浆糊涂抹部24a相对于右侧壁部24弯折时能够容易地将右浆糊涂抹部24a弯折的方式形成的压痕切痕组合引导线、压痕线、切痕线、打孔线等。
93.右浆糊涂抹部24a以第七弯折线bl-7为边界,相对于正面部21向与右侧壁部24被弯折的方向相反的方向弯折。
94.(倾斜部24a1)
95.在右浆糊涂抹部24a形成有倾斜部24a1。倾斜部24a1形成于右浆糊涂抹部24a的衬纸部10侧的端部,相对于第二弯折线bl-2的延长线,以规定的倾斜角度倾斜。倾斜角度的详细内容将在后文中说明。倾斜部24a1也是在通过将纸板1a弯折而形成了电池包装件1时,右浆糊涂抹部24a的外周部中的、比衬纸部10的下端102向衬纸部10的中心侧后退(偏移)的部分(后退部bp)。后退部bp的详细内容将在后文中说明。
96.(左浆糊涂抹部25a)
97.左浆糊涂抹部25a与左侧壁部25一体地设置于左侧壁部25的与正面部21侧相反的一侧。
98.(第八弯折线bl-8)
99.在左侧壁部25与左浆糊涂抹部25a的边界设置有第八弯折线bl-8。第八弯折线bl-8是以使得在将左浆糊涂抹部25a相对于左侧壁部25弯折时能够容易地将左浆糊涂抹部25a弯折的方式形成的压痕切痕组合引导线、压痕线、切痕线、打孔线等。
100.左浆糊涂抹部25a以第八弯折线bl-8为边界,相对于正面部21向与左侧壁部25被
弯折的方向相反的方向弯折。
101.(倾斜部25a1)
102.在左浆糊涂抹部25a形成有倾斜部25a1。倾斜部25a1形成于倾斜部25a1的衬纸部10侧的端部,相对于第二弯折线bl-2的延长线,以规定的倾斜角度倾斜。倾斜部25a1也是如下部分,即,在将纸板1a弯折而形成了电池包装件1时,左浆糊涂抹部25a的外周部中的、比衬纸部10的下端102向衬纸部10的中心侧后退(偏移)的部分(后退部bp)。
103.如图2所示,在将电池ba收纳于电池容纳部20后,上浆糊涂抹部23a、右浆糊涂抹部24a及左浆糊涂抹部25a向与上侧壁部23、右侧壁部24及左侧壁部25各自被弯折的方向相反的方向弯折。
104.之后,在上浆糊涂抹部23a、右浆糊涂抹部24a及左浆糊涂抹部25a分别涂布糊剂(粘接剂)。在涂布粘接剂后,以与上浆糊涂抹部23a、右浆糊涂抹部24a及左浆糊涂抹部25a的每一个相对的方式将衬纸部10弯折。即,衬纸部10以第一弯折线bl-1为边界,相对于图1所示的正面部21,向与下侧壁部22被弯折的方向相同的方向弯折。
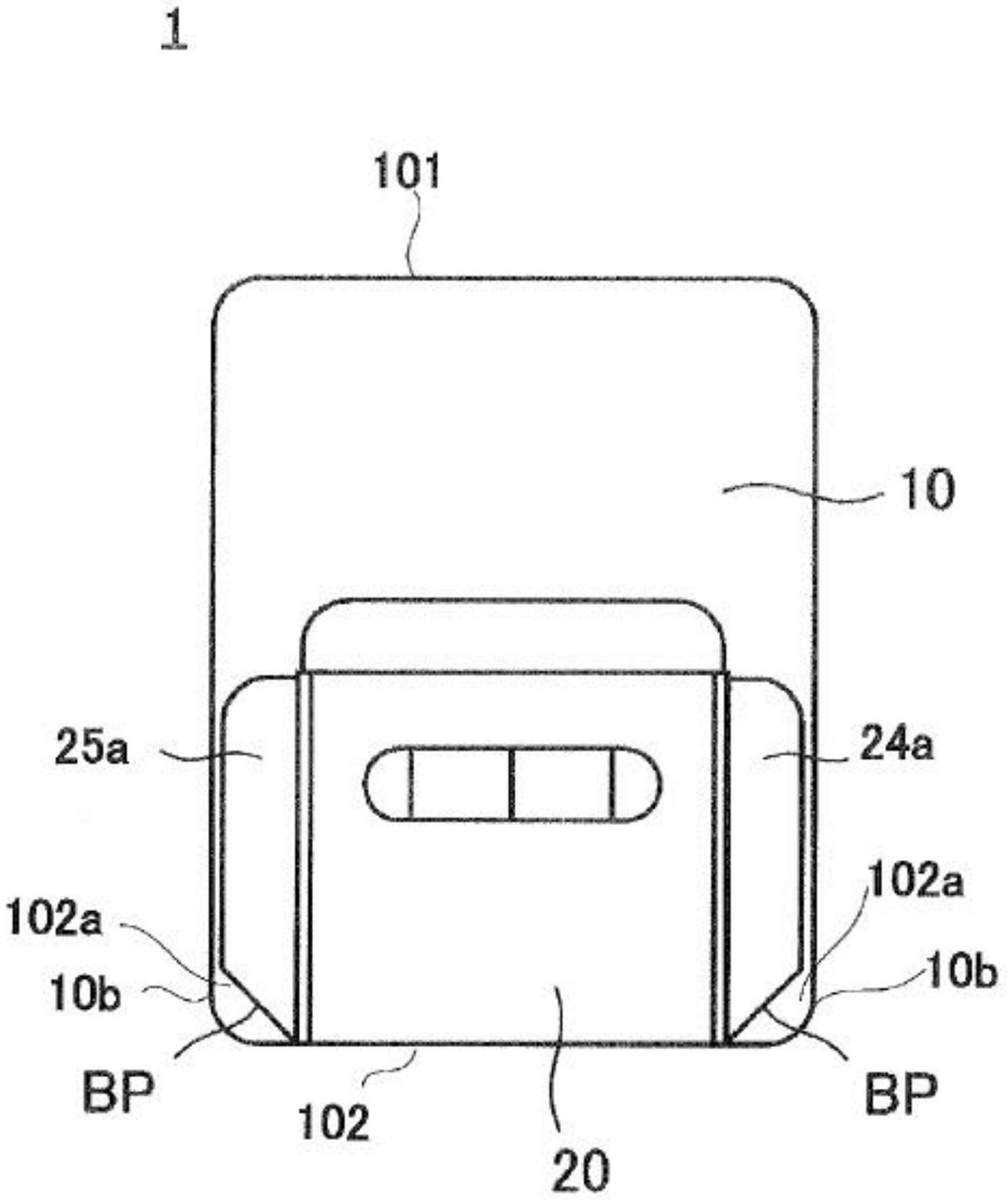
105.然后,将上浆糊涂抹部23a、右浆糊涂抹部24a及左浆糊涂抹部25a粘贴于衬纸部10。由此,能够得到如图3所示的、能够以竖立姿势销售的电池包装件1。另外,通过将上浆糊涂抹部23a、右浆糊涂抹部24a及左浆糊涂抹部25a粘接于衬纸部10,能够防止在电池包装件1运输时、电池包装件1的陈列时等,容纳于电池容纳部20的电池向电池包装件1的外部飞出。
106.竖立姿势例如是挂在从商品展示用的架子大致水平地延伸的悬挂棒上的电池包装件1从悬挂棒向铅垂方向垂下的状态。
107.另外,竖立姿势也可以是以纸板1a的下端102与包装用或陈列用的接受托盘的底面、包装用或陈列用的箱内的底面等相对,纸板1a向铅垂方向延伸的方式,将电池包装件1容纳于托盘等的状态。
108.此外,如上述那样以竖立姿势销售的电池包装件1也可以在衬纸部10设置悬挂用的孔(悬吊孔10a),通过使沿水平方向延伸的横棒在悬吊孔10a通过,从而以悬挂的形态供于销售,也可以以在接受托盘上或箱内以竖立姿势被容纳的形态供于销售。即,电池包装件1可以以悬挂于上述的悬挂棒的状态供于销售,还可以以在包装用或陈列用的接受托盘、包装用或陈列用的箱等中被容纳的状态供于销售。
109.在此,如上所述,当在销售店用户将电池包装件1取到手中时,有时将电池包装件1滑落到地板上从而电池包装件1的下侧角部与地板碰撞。在电池包装件1的右浆糊涂抹部24a、及左浆糊涂抹部25a的周围,设置有用于在这种情况下缓和损害的结构。
110.为了减少碰撞的损害,在示例的电池包装件1中,在图1所示的右浆糊涂抹部24a及左浆糊涂抹部25a的下侧(图1中为上侧)设定有后退部bp。
111.如在图3中更清楚地示出的那样,后退部bp是与在电池包装件1的衬纸部10的左右下侧的角部粘贴的部分对应地设置的,是右浆糊涂抹部24a及左浆糊涂抹部25a的外周部相较于衬纸部10的下侧外周部向内侧后退(偏移)了的部分。即,后退部bp位于右浆糊涂抹部24a及左浆糊涂抹部25a的缘部(外周部)中的、比衬纸部10的下端102更靠衬纸部10的中心侧的位置。
112.通过这样形成后退部bp,从而在衬纸部10的表面的一部分形成非粘接部102a。非
粘接部102a作为吸收在电池包装件1的掉落时产生的冲击能的冲击吸收部发挥功能。
113.参照图4a及图4b对非粘接部102a吸收冲击能的情形进行说明。
114.若设置这样的后退部bp,则如图4a所示,即使电池包装件1以下侧的角部与地板碰撞的状态掉落,也能通过衬纸部10的角部的变形来吸收碰撞能,因此,能够减少对浆糊涂抹部(图示的情况为右浆糊涂抹部24a)的下端部da的损害。
115.即,如图4a所示,电池包装件1在下侧的角部与地板碰撞的情况下,设置于右浆糊涂抹部24a和电池包装件1的缘部之间的非粘接部102a与地板碰撞而变形。由此,减少了传递到右浆糊涂抹部24a的碰撞能,从而抑制了右浆糊涂抹部24a的粘接部位的剥离。
116.图4b是表示比较例的电池包装件1a的下侧角部与地板碰撞的状态的图。在图4b所示的比较例的电池包装件1a中,未设置后退部bp。因此,右浆糊涂抹部24a的缘部(外周部)位于衬纸部10的外周部。在该情况下,浆糊涂抹部的下端部db所受到的损害变大。
117.即,电池包装件1a在下侧的角部碰撞到地板的情况下其右浆糊涂抹部24a与地板碰撞而变形。由此,右浆糊涂抹部24a的粘接部位的全部或一部分有可能剥离。在这种情况下,有时电池向电池包装件1a的外部飞出。
118.此外,如图4a所示,上述那样的使浆糊涂抹部的外周部向衬纸部10的外周部内侧后退了的结构不只是具有缓和电池包装件1掉落时的冲击的效果,也对生产性的提高有贡献。即,当在电池包装件1中设置了后退部bp的情况下,不只是能够抑制右浆糊涂抹部24a等的粘接部位的剥离,也能够提高电池包装件1的生产性。参照图5a及图5b对其效果进行说明。
119.图5a是示出在制造设备中将电池包装件1折叠的情形的图。在此,省略了电池的图示。图5b是示出在制造设备中将电池包装件1a折叠的情形的图。
120.即使是相同的制造设备,有时也因所使用的纸板的状态、环境变化等,而产生弯折的部分的折痕不够的情况(弯折的角度比预定角度小的情况)。
121.例如在利用制造设备制造多个电池包装件1的情况下,由于电池包装件1a中使用的材料的厚度、纸板1a被冲切加工时的尺寸公差、制造装置的周围的气温、湿度等,使得有时粘接部30的折痕宽度不够。另外,有时粘接部30的被弯折的部分的弯折角度比设定值小。
122.例如,当在前一个(即,本工序紧接于其后)的工序中,浆糊涂抹部成为比预定状态更竖起的状态,而在接下来的工序中将衬纸部10翻转并盖在电池容纳部之上这样的情况下,在折叠的中途会发生干扰(参照图5b的fr)。图中的附图标记fr所示的部分是衬纸部10对右浆糊涂抹部24a产生干扰的部分。
123.具体而言,在右侧壁部24的弯折工序后的、将右浆糊涂抹部24a弯折的工序中,有时右浆糊涂抹部24a的折痕位置从设定位置偏离,使得右侧壁部24的高度变高。在这种情况下,在将衬纸部10盖在电池容纳部20上时,在衬纸部10的折叠的中途,衬纸部10有可能对右浆糊涂抹部24a产生干扰。
124.另外,在右侧壁部24的弯折工序后的、将右浆糊涂抹部24a弯折的工序中,有时,右浆糊涂抹部24a的弯折量不够,右浆糊涂抹部24a相对于右侧壁部24的延伸方向的角度成为45度前后,即右浆糊涂抹部24以接近垂直的状态弯折。这种情况下,也如上述那样,衬纸部10有可能对右浆糊涂抹部24a产生干扰。
125.在这样的发生了干扰的情况下,若勉强将衬纸部10折叠,则会产生皱折或折痕,电
池包装件1a变成不合格产品。因此,必须停止制造设备的运转来进行处理(从制造设备去掉成为不合格产品的电池包装件1a等)。
126.相对于此,在图5a所示的本公开的实施方式的电池包装件1中,右浆糊涂抹部24a的外周部比衬纸部10的下端向衬纸部10的中心侧后退,因此,能够避免衬纸部10对右浆糊涂抹部24a产生干扰的情况,能够顺利地继续进行电池包装件1的生产(参照图5a的nf)。图中的附图标记nf是避免了衬纸部10对右浆糊涂抹部24a的干扰的部分。
127.这样,通过在电池包装件1设置后退部bp,可以期待上述的电池包装件1能够提高电池包装件1的生产性等的效果。
128.图1、图2及图3中示例的电池包装件1中的浆糊涂抹部的形态示出了在对衬纸部10的下侧的左右的角部进行圆角加工(也有时称为r倒角加工)的情况下,通过对浆糊涂抹部的成为外周的角部进行剪掉加工(也有时称为c倒角加工),来使浆糊涂抹部的外周比衬纸部10的外周向内侧后退的一例,但使其后退的形态例不限于此。
129.圆角加工是指在衬纸部10的下端102的角部的外周部形成弯曲部10b。剪掉加工是指在右浆糊涂抹部24a形成倾斜部24a1,也是指在左浆糊涂抹部25a形成倾斜部25a1。
130.作为圆角加工和剪掉加工,例如不只有将纸板1a的一部分切断的方法,也可以包括将从涂布纸板冲切出纸板1a的模具设定为规定形状,利用该模具对涂布纸板进行冲切的方法。
131.即,对于如图6a的圆cra内所示那样的具有被加工为直角形状的外周部的衬纸部10,可以对浆糊涂抹部的成为外周部的角部进行剪掉加工,以使得与衬纸部10的外周部相较于浆糊涂抹部的外周部成为内侧的方式,使其后退。
132.在图6a中示出本公开的实施方式的形态的电池包装件1的第1变形例。在第1变形例的电池包装件1-1中,在图6a的由圆cra包围的部分形成有直角部10c。
133.直角部10c是以使得衬纸部10的下端102的角部的外周成为直角的方式进行了加工的部分。而且,在右浆糊涂抹部24a形成有如前所述的倾斜部24a1,在左浆糊涂抹部25a也形成有倾斜部25a1。由此,能够使右浆糊涂抹部24a和左浆糊涂抹部25a各自的外周部比衬纸部10的下端102更后退,因此能够在电池包装件1-1设置后退部bp。
134.另外,对于如图6b的圆crb内所示那样具有经剪掉加工而成的外周部的衬纸部10,也可以是,与针对衬纸部10的剪掉加工相比,针对浆糊涂抹部的成为外周部的角部,更深地进行剪掉加工,使浆糊涂抹部的外周比衬纸部10的外周更向内侧后退。
135.在图6b中示出本公开的实施方式的电池包装件1的第2变形例。在第2变形例的电池包装件1-2中,在图6b的由圆crb包围的部分形成有倾斜部10d。
136.倾斜部10d形成于衬纸部10的下端102的角部,相对于下端102以规定角度倾斜。而且,在右浆糊涂抹部24a形成有倾斜部24a1,在左浆糊涂抹部25a形成有倾斜部25a1。
137.在这种情况下,倾斜部24a1及倾斜部25a1的位置分别设定为,比衬纸部10的两个倾斜部10d更向衬纸部10的中心侧后退的位置。由此,能够在电池包装件1-2设置后退部bp。
138.此外,以如下方式设定浆糊涂抹部(倾斜部24a1及倾斜部25a1)的倾斜角度。在此,关于倾斜部25a1的倾斜角度进行说明。可以将倾斜部24a1的倾斜角度与倾斜部25a1的倾斜角度同样地设定,也可以设定为与倾斜部25a1的倾斜角度不同的角度,在此省略其说明。在对浆糊涂抹部的成为外周的角部进行剪掉加工时,优选地,如图7所示那样,将剪掉角度α设
为以45度为中心的前后10度以内的角度。
139.这是因为,在剪掉角度α大于55度的情况下,左浆糊涂抹部25a的面积相对地变小,存在粘接强度降低之类的不妥。
140.在剪掉角度α小于35度的情况下,左浆糊涂抹部25a的倾斜部25a1的位置接近衬纸部10的下端102的外周面的位置,非粘接部102a的面积变小。因此,由非粘接部102a带来的对于冲击能的吸收性降低,会存在掉落时的冲击引起的剥离之类的不妥。
141.另一方面,这是因为,在剪掉角度α小于35度的情况下,左浆糊涂抹部25a的倾斜部25a1的位置接近衬纸部10的下端102的外周面的位置,非粘接部102a的面积变小。因此,由非粘接部102a带来的对于冲击能的吸收性降低,左浆糊涂抹部25a可能会剥离。
142.在此,在将剪掉角度α设定为45度的情况下,在左浆糊涂抹部25a的角部为直角时,从左浆糊涂抹部25a剪掉的部分的形状是二等边三角形。优选地,将该二等边三角形状的短边的长度cl设为5mm以上。在长度cl为5mm以上的情况下,优选地,将倾斜部25a1的长度cl1设为7mm以上。例如,在短边的长度cl为11mm的情况下,倾斜部25a1的长度cl1为16mm。
143.图8是表示能够容纳4根单三电池的纸板1a的各部尺寸的一例的图。图8所示的l~l15的尺寸可示例如下。此外,以下所示的括弧内的数值表示形成为代替容纳4根单三电池而能够容纳4根单四电池的纸板1a的尺寸。
144.l:199.0mm(186.1mm)
145.l1:108.0mm
146.l2:85.5mm
147.l3:59.9mm(44.4mm)
148.l4:14.8mm(10.9mm)
149.l5:51.6mm(45.6mm)
150.l6:14.5mm(10.6mm)
151.l7:11.0mm
152.l8:59.8mm(44.4mm)
153.l9:57.3mm
154.l10:14.6mm
155.l11:11.0mm
156.l12:10.0mm(9.0mm)
157.l13:42.5mm(30.5mm)
158.l14:10.0mm(9.0mm)
159.l15:7.0mm
160.此外,上述的电池包装件1、1-1、1-2中,具备向电池容纳部20的周围的3面的外侧弯折而形成、且去掉了与下侧角部对应的部分后的形状的浆糊涂抹部,但是,也可以如以下那样构成。在电池容纳部20的周围的3面包括上浆糊涂抹部23a、右浆糊涂抹部24a及左浆糊涂抹部25a。
161.(第3变形例的电池包装件)
162.第3变形例的电池包装件具备:向电池容纳部20的周围的3面的外侧弯折而形成的浆糊涂抹部、和去掉了与下侧角部对应的部分后的形状的衬纸部10。
163.具体而言,不在图1所示的右浆糊涂抹部24a及左浆糊涂抹部25a的上分别形成后退部bp,作为代替,对图1所示的衬纸部10的两侧的下侧角部,以使该下侧角部相对于第二弯折线bl-2的延长线以规定的倾斜角度倾斜的方式进行加工。
164.由此,在通过将纸板1a弯折来形成电池包装件时,在衬纸部10形成的倾斜部比右浆糊涂抹部24a及左浆糊涂抹部25a各自的下端向衬纸部10的中心侧后退(偏移)。从而,在右浆糊涂抹部24a及左浆糊涂抹部25a的各自的一部分上形成了非粘接部。
165.该非粘接部作为吸收在电池包装件的掉落时产生的冲击能的冲击吸收部发挥功能。因此,与图4a所示的电池包装件1同样地,在第3变形例的电池包装件的下侧的角部碰撞到地板时,右浆糊涂抹部24a整体的区域中的未涂布粘接剂的部分与地板碰撞而变形。由此,传递到右浆糊涂抹部24a整体之中的涂布有粘接剂的部分(粘接部位)的碰撞能被减少,该粘接部位的剥离被抑制。
166.(第4变形例的电池包装件)
167.第4变形例的电池包装件具备:向电池容纳部20的周围的3面的内侧弯折而形成的浆糊涂抹部、和未去掉与下侧角部对应的部分的形状的衬纸部10。
168.具体而言,衬纸部10的两侧的下侧角部不是被剪掉,而是形成为圆弧状或直角形状。可以在右浆糊涂抹部24a及左浆糊涂抹部25a各自之上形成图1所示的后退部bp,也可以不形成后退部bp。
169.而且,在通过将纸板1a弯折来形成电池包装件时,右浆糊涂抹部24a以第七弯折线bl-7为边界,相对于正面部21向与右侧壁部24被弯折的方向相同的方向弯折。左浆糊涂抹部25a以第八弯折线bl-8为边界,相对于正面部21向与左侧壁部25被弯折的方向相同的方向弯折。
170.由此,右侧壁部24及左浆糊涂抹部25a各自的下侧端部比衬纸部10的两侧的下侧角部向衬纸部10的中心侧后退(偏移)。从而,在衬纸部10的下侧角部形成了不与浆糊涂抹部重叠的部分。
171.该部分作为吸收在电池包装件掉落时产生的冲击能的冲击吸收部发挥功能。因此,与图4a所示的电池包装件1同样地,在第4变形例的电池包装件的下侧的角部碰撞到地板时,衬纸部10的下侧角部与地板碰撞而变形。由此,传递到右浆糊涂抹部24a整体之中的涂布有粘接剂的部分(粘接部位)的碰撞能被减少,该粘接部位的剥离被抑制。
172.下面,对实际制造图1、图2及图3中示例的电池包装件1,并对电池包装件1实施了掉落试验的情况下的粘接强度、和利用实际的制造设备实施了电池包装件1的生产试验的情况下的折叠结果进行说明。
173.《掉落试验》
174.确认了使电池包装件1从75cm的高度向混凝土的地板以电池包装件1的角部与地板碰撞的姿势自由落体的情况下的结果(参照图4)。
175.(1)在c倒角加工中剪掉角度α为45度的情况:在衬纸部10的外周部附近形成的非粘接部102a处的掉落时的损害大,由此,对浆糊涂抹部(例如右浆糊涂抹部24a)的损害被缓和。由此,确认了电池包装件1的针对掉落的耐性提高了。
176.(2)在c倒角加工中剪掉角度α为60度的情况:与剪掉角度α为45度的情况相比,非粘接部102a处的掉落时的损害变小,但是,即使在这种情况下,也确认了电池包装件1的针
对掉落的耐性提高了。
177.(3)r倒角加工:与形成外形的衬纸部10的外周对应地,也对浆糊涂抹部的外周同样地进行了r倒角加工。确认了在掉落时浆糊涂抹部直接受到损害而使粘接强度较大程度地降低。
178.《生产试验》
179.在制造设备的折叠工序中,在浆糊涂抹部的折痕的角度较小,为45度以下(例如,右浆糊涂抹部24a相对于右侧壁部24的角度为45度以下)的情况下,在对浆糊涂抹部的角部进行了圆角加工(r倒角加工)时,当使衬纸部10翻转而向浆糊涂抹部盖上时,产生了衬纸部10对浆糊涂抹部的干扰。
180.相对于此,在对浆糊涂抹部的角部进行了剪掉加工(c倒角加工)时,即使浆糊涂抹部的折痕(浆糊涂抹部的折痕的角度)是更小的30度左右,衬纸部10也不会对浆糊涂抹部产生干扰,能够将衬纸部10折叠。
181.此外,在如上述那样对浆糊涂抹部的外周部的角部进行了圆角加工的情况下,与将该角部设为直角形状的情况相比,能够使浆糊涂抹部的外周部从衬纸部10的外周部后退。但是,该情况下的后退量(偏移量)变小,因此,优选地,通过剪掉加工使浆糊涂抹部的外周部的角部充分地后退。
182.如以上说明的那样,本实施方式的电池包装件具有由纸张形成的衬纸部和通过将纸张弯折而形成的电池容纳部,该电池包装件中,电池容纳部具有与衬纸部结合的底部,利用浆糊涂抹部将电池容纳部的周围的3面与衬纸部粘接,浆糊涂抹部具有在电池包装件的下侧角部处不与衬纸部重叠的形状。
183.根据该结构,通过由在浆糊涂抹部的周围设置的部分吸收电池包装件的掉落时的冲击能,抑制了粘接部位的剥离。由此,能够防止浆糊涂抹部从衬纸部剥离的情况,因此能够防止容纳于容纳部的电池向电池包装件的外部飞出的情况。
184.另外,浆糊涂抹部具有在电池包装件的下侧角部处不与衬纸部重叠的形状,由此,与浆糊涂抹部和衬纸部在电池包装件的下侧角部处重叠的情况相比,浆糊涂抹部或衬纸部不易变形,能够提高冲击吸收效果。
185.此外,应当理解,例如,以下的方式也属于本公开的技术范围。
186.(1)本公开的实施方式的电池包装件具有由纸张形成的衬纸部和通过将所述纸张弯折而形成的电池容纳部,该电池包装件中,所述电池容纳部具有与所述衬纸部结合的底部,利用浆糊涂抹部将所述电池容纳部的周围的3面与所述衬纸部粘接,所述浆糊涂抹部具有在所述电池包装件的下侧角部处不与所述衬纸部重叠的形状。
187.(2)所述浆糊涂抹部是向所述电池容纳部的周围的3面的外侧弯折而形成的,且具有将与所述下侧角部对应的部分去掉了的形状。
188.(3)所述浆糊涂抹部是向所述电池容纳部的周围的3面的外侧弯折而形成的,所述衬纸部具有将与所述下侧角部对应的部分去掉了的形状。
189.(4)所述浆糊涂抹部是向所述电池容纳部的周围的3面的内侧弯折而形成的。
190.(5)与所述下侧角部对应的部分的角度是以45度为中心的前后10度以内的角度。
191.(6)所述角度是45度,并且,成为被剪掉的部分的二等边三角形的短边的长度为5mm以上。
192.以上,对本发明的适宜的一实施方式进行了说明,但是,本发明不限定于上述的实施方式,当然,可以在本发明的概念及权利要求书中包含的所有形态中进行各种变更来实施。
193.在2020年11月30日提出的日本专利申请特愿2020-197841所包含的说明书、附图及说明书摘要的公开内容全部引用于本技术。
194.附图标记说明
195.1电池包装件
196.1a电池包装件
197.1-1电池包装件
198.1-2电池包装件
199.1a纸板
200.10衬纸部
201.10a悬吊孔
202.10b弯曲部
203.10c直角部
204.10d倾斜部
205.20电池容纳部
206.21正面部
207.21w窗部
208.22下侧壁部
209.23上侧壁部
210.23a上浆糊涂抹部
211.24右侧壁部
212.24a右浆糊涂抹部
213.24a1倾斜部
214.25电池容纳部的左侧壁部
215.25a左浆糊涂抹部
216.25a1倾斜部
217.30粘接部
218.101上端
219.102下端
220.102a非粘接部
221.d1纵向
222.d2横向
223.ua区域
224.la区域
225.ba电池
226.bl-1第一弯折线
227.bl-2第二弯折线
228.bl-3第三弯折线
229.bl-4第四弯折线
230.bl-5第五弯折线
231.bl-6第六弯折线
232.bl-7第七弯折线
233.bl-8第八弯折线
234.bp后退部
235.cl长度
236.cl1长度
237.α剪掉角度
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。