1.本发明涉及一种辊体表面涂层技术,具体是涉及一种辊体表面电阻涂层的等离子喷涂方法。
背景技术:
2.辊子的使用场合不同,对涂层的电阻率和耐磨耐腐蚀能力的要求不同,而目前市场上,有些辊子仅关注于耐高压的性能,而弱化了耐磨耐腐蚀能力;还有些辊子仅关注于耐磨耐腐蚀能力,而弱化了耐高压的性能。尤其是对于pvd辊(pvd镀膜设备所用的辊子)而言,对辊子表面电阻涂层的电阻率以及耐磨耐腐蚀能力有不同的具体需求,所以普通的辊子不能满足pvd镀膜设备的需求;如何调配涂层的电阻率和耐磨耐腐蚀能力,以满足市场的定制需要,是急需要解决的问题。
技术实现要素:
3.本发明的目的在于提供一种辊体表面电阻涂层的等离子喷涂方法,该方法不仅满足并实现了辊体电阻涂层电阻率的个案定制需求,而且还保障了电阻涂层的耐磨耐腐蚀性能。
4.为解决上述技术问题,本发明所采用的技术方案是:一种辊体表面电阻涂层的等离子喷涂方法,包括以下步骤:步骤s1、辊体底层喷涂;步骤s2、在辊体底层表面喷涂电阻涂层:步骤s2.1、电阻涂层材料配制:选取氧化钛粉(tio2)和氧化铝粉(al2o3),然后将它们混合均匀,得到电阻涂层材料;根据电阻涂层电阻率的大小要求,来调节氧化钛粉(tio2)和氧化铝粉(al2o3)的质量比,当电阻涂层需要较高电阻率时,应减少所述的质量比,当电阻涂层需要较低电阻率时,应增大所述的质量比;步骤s2.2、喷枪等离子喷涂:利用喷枪将配制好的电阻涂层材料以等离子喷涂的方式,在辊体表面形成了涂层;步骤s2.3、封孔处理:在辊体涂层的表面涂刷封孔剂,对辊体涂层的表面作封孔处理;步骤s2.4、烤制:封孔处理后,将辊体置入烘箱中进行烤制;步骤s2.5、研磨抛光:烤制完成后,对辊体的表面作研磨抛光处理后,得到所需电阻率的电阻涂层。
5.进一步地,所述步骤s2.1中,电阻涂层材料中,当电阻涂层需要最小的电阻率时,氧化钛粉(tio2)的质量百分比含量为15%,氧化铝粉(al2o3)的质量百分比含量为85%;当电阻涂层需要最大的电阻率时,氧化钛粉(tio2)的质量百分比含量为5%,氧化铝粉(al2o3)的质量百分比含量为95%。
6.进一步地,所述步骤s2.2中,所述喷枪的参数如下:氩气流量为40-60nlpm,氢气流
量为8-12nlpm,电流为450-650a,送粉量为100-300g/min,送粉气体流量为5-8nlpm。
7.进一步地,所述步骤s2.3中,封孔剂为硅烷类封孔剂。
8.进一步地,所述步骤s1中,包括步骤s1.1、辊体粗化:使用高纯铝对辊体表面进行粗化。
9.进一步地,所述步骤s1中,还包括步骤s1.2、喷枪等离子喷涂:利用喷枪将ni80粉以等离子喷涂的方式,在辊体表面形成了涂层。
10.进一步地,所述步骤s1.2中,喷枪的参数如下:氩气流量为40-60nlpm,氢气流量为8-12nlpm,电流为450-650a,送粉量为100-300g/min,送粉气体流量为5-8nlpm。
11.进一步地,所述步骤s1中,还包括步骤s1.3、封孔处理:在辊体涂层的表面涂刷封孔剂,对辊体涂层的表面作封孔处理,封孔剂为硅烷类封孔剂。
12.进一步地,所述步骤s1中,还包括步骤s1.4、烤制:封孔处理后,将辊体置入烘箱中进行烤制。
13.本发明的有益效果在于:本专利基于等离子喷涂工艺能根据市场客户对电阻涂层电阻率的具体需求,通过对两种涂层材料的配制,对电阻涂层电阻率的大小进行调控,不仅满足并实现了辊体电阻涂层电阻率的个案定制需求,而且还保障了电阻涂层的耐磨耐腐蚀性能。
附图说明
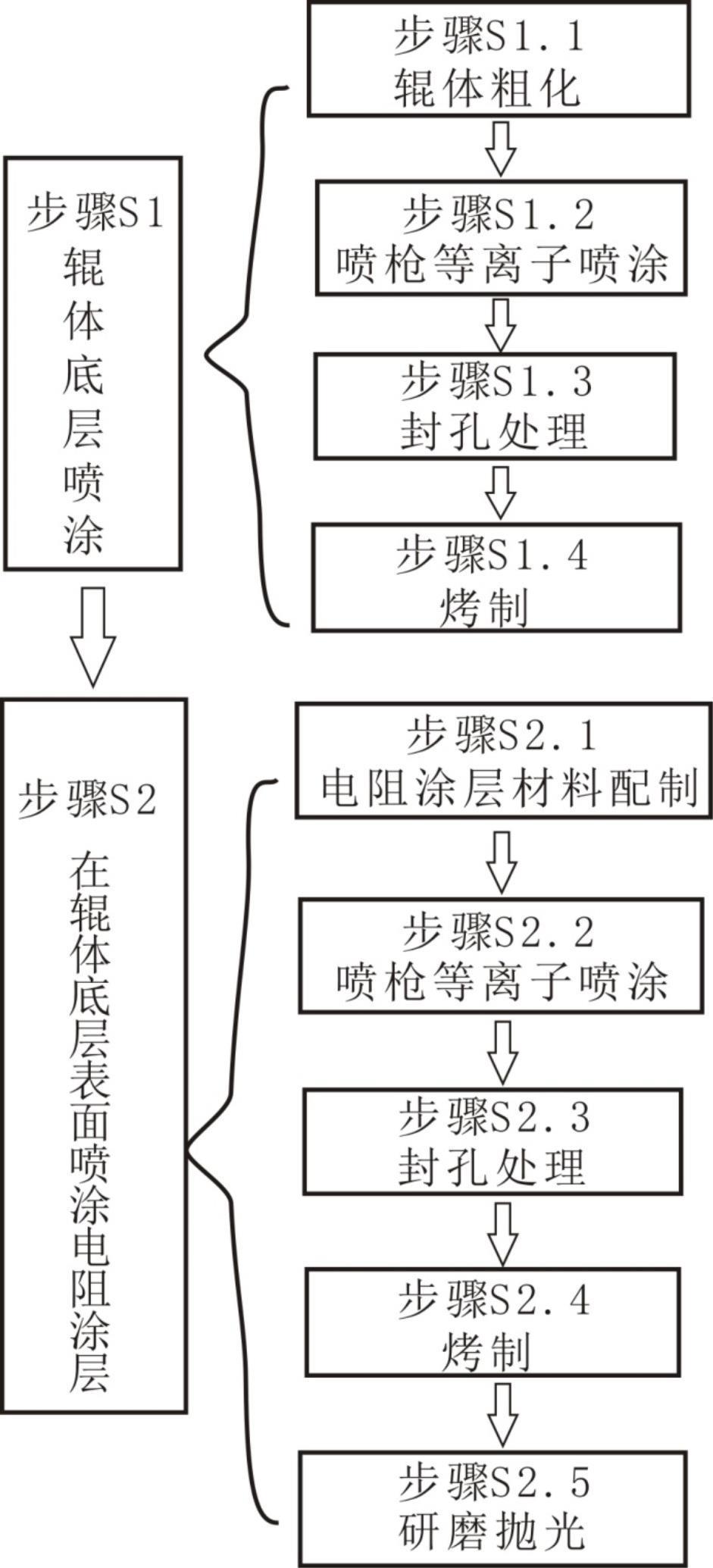
14.利用附图对本发明作进一步说明,但附图中的实施例不构成对本发明的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附图获得其它的附图:图1为本发明的流程图。
具体实施方式
15.为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图和具体实施例对本发明作进一步详细的描述,需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
16.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上表面”、“下表面”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“正转”、“反转”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
17.实施例1,一种辊体表面电阻涂层的等离子喷涂方法,包括以下步骤:步骤s1、辊体底层喷涂:步骤s1.1、辊体粗化:使用高纯铝对辊体表面进行粗化;步骤s1.2、喷枪等离子喷涂:利用喷枪将ni80粉以等离子喷涂的方式,在辊体表面形成了涂层,其中,喷枪的参数如下:氩气流量为40nlpm,氢气流量为8nlpm,电流为450a,送粉量为100g/min,送粉气体流量为5nlpm;步骤s1.3、封孔处理:在辊体涂层的表面涂刷封孔剂,对辊体涂层的表面作封孔处
理,封孔剂为硅烷类封孔剂;步骤s1.4、烤制:封孔处理后,将辊体置入烘箱中进行烤制。
18.步骤s2、在辊体底层表面喷涂电阻涂层:步骤s2.1、电阻涂层材料配制:选取氧化钛粉(tio2)和氧化铝粉(al2o3),然后将它们混合均匀,得到电阻涂层材料;根据电阻涂层电阻率的大小要求,来调节氧化钛粉(tio2)和氧化铝粉(al2o3)的质量比,当电阻涂层需要较高电阻率时,应减少所述的质量比,当电阻涂层需要较低电阻率时,应增大所述的质量比;具体来说,氧化钛粉(tio2)的质量百分比含量范围为5—15%;当电阻涂层需要最小的电阻率时,氧化钛粉(tio2)的质量百分比含量为15%,氧化铝粉(al2o3)的质量百分比含量为85%;步骤s2.2、喷枪等离子喷涂:利用喷枪将配制好的电阻涂层材料以等离子喷涂的方式,在辊体表面形成了涂层,所述喷枪的参数如下:氩气流量为60nlpm,氢气流量为12nlpm,电流为650a,送粉量为300g/min,送粉气体流量为8nlpm;步骤s2.3、封孔处理:在辊体涂层的表面涂刷封孔剂,对辊体涂层的表面作封孔处理,封孔剂为硅烷类封孔剂;步骤s2.4、烤制:封孔处理后,将辊体置入烘箱中进行烤制;步骤s2.5、研磨抛光:烤制完成后,对辊体的表面作研磨抛光处理后,得到所需电阻率的电阻涂层。
19.实施例2,一种辊体表面电阻涂层的等离子喷涂方法,包括以下步骤:步骤s1、辊体底层喷涂:步骤s1.1、辊体粗化:使用高纯铝对辊体表面进行粗化;步骤s1.2、喷枪等离子喷涂:利用喷枪将ni80粉以等离子喷涂的方式,在辊体表面形成了涂层,其中,喷枪的参数如下:氩气流量为60nlpm,氢气流量为12nlpm,电流为650a,送粉量为300g/min,送粉气体流量为8nlpm;步骤s1.3、封孔处理:在辊体涂层的表面涂刷封孔剂,对辊体涂层的表面作封孔处理,封孔剂为硅烷类封孔剂;步骤s1.4、烤制:封孔处理后,将辊体置入烘箱中进行烤制。
20.步骤s2、在辊体底层表面喷涂电阻涂层:步骤s2.1、电阻涂层材料配制:选取氧化钛粉(tio2)和氧化铝粉(al2o3),然后将它们混合均匀,得到电阻涂层材料;根据电阻涂层电阻率的大小要求,来调节氧化钛粉(tio2)和氧化铝粉(al2o3)的质量比,当电阻涂层需要较高电阻率时,应减少所述的质量比,当电阻涂层需要较低电阻率时,应增大所述的质量比;具体来说,氧化钛粉(tio2)的质量百分比含量范围为5—15%:当电阻涂层需要最大的电阻率时,氧化钛粉(tio2)的质量百分比含量为5%,氧化铝粉(al2o3)的质量百分比含量为95%;步骤s2.2、喷枪等离子喷涂:利用喷枪将配制好的电阻涂层材料以等离子喷涂的方式,在辊体表面形成了涂层,所述喷枪的参数如下:氩气流量为40nlpm,氢气流量为8nlpm,电流为450a,送粉量为100g/min,送粉气体流量为5nlpm;步骤s2.3、封孔处理:在辊体涂层的表面涂刷封孔剂,对辊体涂层的表面作封孔处理,封孔剂为硅烷类封孔剂;步骤s2.4、烤制:封孔处理后,将辊体置入烘箱中进行烤制;
步骤s2.5、研磨抛光:烤制完成后,对辊体的表面作研磨抛光处理后,得到所需电阻率的电阻涂层。
21.工作原理:利用本专利的等离子喷涂方法,根据客户的需求,实现了辊体的个案定制。具体来说,本专利能根据市场客户电阻涂层电阻率的具体需求,通过对两种涂层材料的配制,对电阻涂层电阻率的大小进行调控,不仅满足并实现了辊体电阻涂层电阻率的个案定制需求,而且还保障了电阻涂层的耐磨耐腐蚀性能。
22.此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。