一种ptfe毛坯条均匀度检测装置及使用方法
技术领域
1.本发明涉及塑料加工重量测量技术领域,尤其涉及一种ptfe毛坯条均匀度检测装置及使用方法。
背景技术:
2.聚四氟乙烯(polytetrafluoroethylene,简写为ptfe),俗称“塑料王”,是一种以四氟乙烯作为单体聚合制得的高分子聚合物,ptfe在塑制品中具有广泛用途。
3.ptfe膜材通常是以ptfe所制成的各类膜材,在制成膜材之前所用的毛坯是呈柱状的坯条,坯条的质量均匀度将会直接影响到吹膜机吹膜的质量,因此在吹膜前需要对挤出的坯条进行质量均匀性分析检测,现有的坯条检测通常为取段检测,在一定程度上会损坏坯条,导致后续的吹膜质量会有所下降,同时也不利于在生产过程中直接寻找挤出坯条的均匀性不稳定的因素。
技术实现要素:
4.为了克服ptfe膜材在对坯条进行质量均匀度分析过程中容易损坏坯条的缺点,本发明的技术问题:提供一种不易损坏坯条即可对坯条进行质量均匀性进行分析的ptfe毛坯条均匀度检测装置及使用方法。
5.本发明的技术实施方案是:一种ptfe毛坯条均匀度检测装置,包括有支撑架、安装架、投料斗、挤出机、减速器、驱动电机、外框、动态称重模组、承重杆、放置杆和绕盘,支撑架上设置安装架,安装架上设置挤出机,挤出机上设置投料斗,安装架上设置减速器,安装架上设置驱动电机,驱动电机的输出轴通过该减速器驱动挤出机的螺旋推料板转动,靠近挤出机出料头下方的支撑架上固接外框,外框上设置动态称重模组,动态称重模组上设置承重杆,承重杆上固接放置杆,放置杆上转动连接绕盘,放置杆与外框滑动连接。
6.进一步的是,还包括有限位组件,外框上设置限位组件;限位组件包括有限制杆、连杆和斜杆,临近单根放置杆的外框上均匀滑动连接三根限制杆,外框上开有“十字”滑槽,放置杆和限制杆均在该滑槽内滑动,三根限制杆与放置杆能够共同朝向“十字”的中心点滑动靠近,放置杆具有多根时,处于同一滑动方向的多根限制杆共同通过连杆相连接,连杆上固接斜杆。
7.进一步的是,还包括有调整组件,外框上设置调整组件;调整组件包括有螺旋转杆、连接架和滑套,外框上转动连接螺旋转杆,螺旋转杆上螺纹连接连接架,斜杆上滑动连接滑套,三个滑套均与连接架铰接。
8.进一步的是,所述的限位组件和调整组件可以替换为固定直径的转动架,转动架与放置杆转动连接,该转动架由两根圆环和均匀连接在两个圆环上的连杆构成。
9.进一步的是,还包括有收集组件,支撑架上设置收集组件;收集组件包括有保温水浴桶、拨动盘和排油管,支撑架下部固接保温水浴桶,保温水浴桶内层开有排油口,保温水浴桶内转动连接拨动盘,拨动盘的边缘均匀开有凹槽,保温水浴桶底部穿设排油管,排油管
与排油口接通。
10.进一步的是,还包括有间歇传动组件,支撑架下部设置间歇传动组件;间歇传动组件包括有传动杆、锥齿轮组、扇形齿轮和皮带轮组,支撑架上转动连接传动杆,传动杆顶部通过锥齿轮组与减速器相连接,支撑架下部设置皮带轮组与拨动盘的中轴相连接,传动杆通过扇形齿轮驱动皮带轮组传动拨动盘转动。
11.进一步的是,还包括有弧形板和拨动杆,外框上滑动连接弧形板,弧形板上固接拨动杆。
12.进一步的是,还包括有轴封,拨动盘的中轴与保温水浴桶的连接处设置轴封。
13.一种ptfe毛坯条均匀度检测装置的使用方法,包括以下步骤:s1、使动态称重模组的承重状态校正归零等待称重,向保温水浴桶内持续循环注水,水温保持在60-70℃;s2、转动螺旋转杆,通过连接架调整三根斜杆的相互距离;s3、将挤出机上挤出的坯条端部牵拉卡在拨动杆上,接着滑动弧形板,通过弧形板的滑动夹持坯条转动绕过绕盘,拨动杆牵拉着坯条从限制杆的底部绕过再搭在绕盘上,使坯条围绕放置杆和限制杆一圈后,牵拉坯条的端部再次卷绕下一根放置杆,以此类推卷绕所有的放置杆,直到将坯条置入保温水浴桶内;s4、牵拉引导挤出的坯条围绕拨动盘为中心盘绕放置在保温水浴桶底部,而持续挤出的坯条搭靠在拨动盘上的凹槽内,在间歇传动组件间歇转动的状态下,逐渐将挤出的坯条盘绕在保温水浴桶内底部;s5、待工作状态稳定后,开始监测动态称重模组所获取的检测数值,获取方式有两种,第一种为实时获取,并在设备终端绘制频谱图;第二种为固定间隔获取,对获取多次得到的数值求方差,至此完成分析。
14.本发明的有益效果:1、本发明通过将挤出的坯条直接卷绕在放置杆上,并通过动态称重模组进行实时称重,动态称重模组在持续挤出的过程中将持续的对垂落在放置杆上的不同位置的坯条进行称重并将数值直接反馈到终端,以此即可避免在对ptfe坯条进行质量均匀度检测分析时坯条造成损坏的问题,同时检测的连续性将大幅度的提升;2、本发明在保温水浴桶的侧壁上开设排油口,使得附着在ptfe坯条上的油性助剂能够在浸泡了热水后浮于水面,并沿着排油口排出,以此解决需要人工将油性助剂清理的过程;3、本发明通过设置的间歇传动组件对拨动盘进行间歇传动,进而使得称重完成的坯条在能够自行完成对坯条的盘绕,解决需要人工盘绕的问题。
附图说明
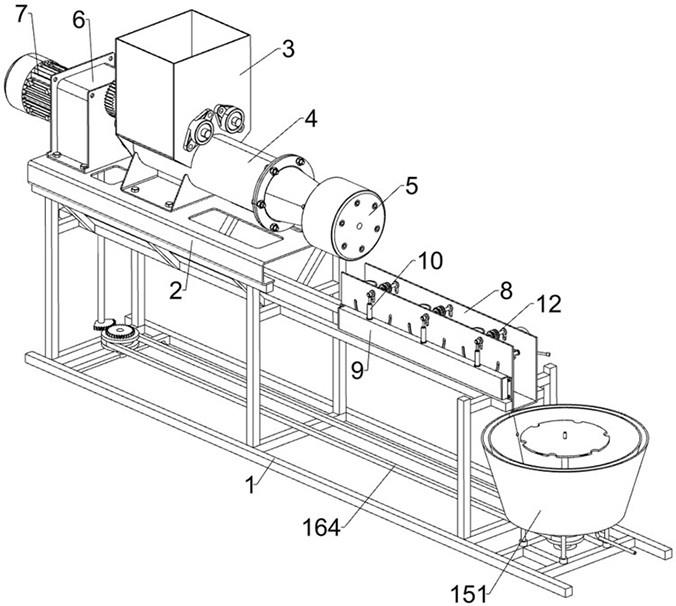
15.图1为本发明的立体结构示意图。
16.图2为本发明的另一视角立体结构示意图。
17.图3为本发明的动态称重区域的立体结构示意图。
18.图4为本发明的限位组件立体结构示意图。
19.图5为本发明的滑槽、斜杆和外框立体结构示意图。
20.图6为本发明的限制杆、连杆和斜杆立体结构示意图。
21.图7为本发明的调整组件立体结构示意图。
22.图8为本发明的收集组件立体结构示意图。
23.图9为本发明的收集组件具体结构示意图。
24.图10为本发明的间歇传动组件立体结构示意图。
25.图11为本发明的弧形板和拨动杆在外框上的立体结构示意图。
26.图12为本发明的弧形板和拨动杆立体结构示意图。
27.图13为本发明的轴封所处具体位置的立体结构示意图。
28.图中附图标记的含义:1:支撑架,2:安装架,3:投料斗,4:挤出机,5:出料头,6:减速器,7:驱动电机,8:外框,9:动态称重模组,10:承重杆,11:放置杆,12:绕盘,131:限制杆,132:连杆,133:滑槽,134:斜杆,141:螺旋转杆,142:连接架,143:滑套,151:保温水浴桶,152:拨动盘,153:排油管,154:排油口,155:凹槽,161:传动杆,162:锥齿轮组,163:扇形齿轮,164:皮带轮组,17:弧形板,171:拨动杆,18:轴封。
具体实施方式
29.下面结合附图对本发明进行具体描述。
30.实施例1:一种ptfe毛坯条均匀度检测装置,如图1-图3所示,包括有支撑架1、安装架2、投料斗3、挤出机4、减速器6、驱动电机7、外框8、动态称重模组9、承重杆10、放置杆11和绕盘12,支撑架1的顶部设置安装架2,安装架2上设置挤出机4,挤出机4上设置投料斗3,ptfe原料以及其他助剂通过该投料斗3投入挤出机4,随后ptfe毛坯条通过该挤出机4出料头5处挤出,安装架2上设置减速器6,安装架2上设置驱动电机7,驱动电机7的输出轴通过该减速器6驱动挤出机4的螺旋推料板转动,以此实现基本的挤出功能,靠近挤出机4出料头5下方的支撑架1上通过螺栓固定连接外框8,外框8上设置动态称重模组9,动态称重模组9采用动态称重系统以及相辅的称重传感器构成,称重获取的数值反馈至外接的设备终端,动态称重模组9上设置承重杆10,承重杆10用于承载物体重量并将该物体重量反馈至动态称重模组9上的称重传感器上,承重杆10上固接放置杆11,挤出的ptfe毛坯条经牵拉后搭放在放置杆11上,放置杆11上转动连接绕盘12,绕盘12上对称开有两个环形槽,ptfe毛坯条卷绕一圈搭在环形槽内,承重杆10和放置杆11均间隔设有三根,ptfe毛坯条依次卷绕这三根放置杆11,放置杆11与外框8滑动连接,放置杆11的滑动方向仅为上下滑动,通过将ptfe毛坯条悬挂称重即可实现对ptfe毛坯条的无损检测分析其均匀性。
31.如图4-图6所示,还包括有限位组件,外框8上设置限位组件;限位组件包括有限制杆131、连杆132和斜杆134,每一根靠近放置杆11的外框8上均匀间隔滑动连接三根限制杆131,此三根限制杆131为一组,跟随放置杆11的数量共设有三组限制杆131,外框8上开有“十字”滑槽133,放置杆11和限制杆131均在该滑槽133内滑动,即,放置杆11和三根限制杆131分别向着不同的方向滑动,三根限制杆131与放置杆11能够共同朝向“十字”的中心点滑动靠近,这样能够使得ptfe毛坯条需要卷绕在放置杆11上的时候,可以将限制杆131也卷绕在其中,以大卷绕直径,避免ptfe毛坯条卷绕直径过小导致卡在放置杆11上难以移动,以“十字”中心点为参照,当放置杆11和三根限制杆131分别向着远离中心点的方向滑动时,三组限制杆131中处于同一滑动方向的限制杆131共同通过连杆132相连接,以此使得当连杆132移动时,三根限制杆131会跟随移动,连杆132上固接斜杆134,推动斜杆134即可将连杆
132推动。
32.如图7所示,还包括有调整组件,外框8上设置调整组件;调整组件包括有螺旋转杆141、连接架142和滑套143,外框8上转动连接螺旋转杆141,螺旋转杆141上螺纹连接连接架142,斜杆134上滑动连接滑套143,三个滑套143均与连接架142铰接,转动螺旋转杆141后,使得连接架142能够拉动滑套143移动,随着连接架142远离外框8,滑动套的移动将使得斜杆134以其自身的倾斜角度推动着连杆132带着限制杆131朝向“十字”中心点移动,而连接架142向着外框8靠近时,斜杆134以其自身的倾斜角度推动着连杆132带着限制杆131朝向“十字”中心点远离。
33.如图8和图9所示,还包括有收集组件,支撑架1上设置收集组件;收集组件包括有保温水浴桶151、拨动盘152和排油管153,支撑架1下部固接保温水浴桶151,保温水浴桶151中间设有隔层,隔层内需要注水,通过加热隔层内的水间接的加热桶内的水,而挤出的ptfe毛坯条需要浸入在桶内进行保温,保温水浴桶151内层开有排油口154,ptfe毛坯条挤出成型的过程中会添加油性助剂防止热熔后的ptfe粘附在挤出机4内部,因此在挤出成条后,ptfe毛坯条上会附着较多的油性助剂,在经过浸泡后这些油性助剂将会浮在水面上,并通过该排油口154排出,保温水浴桶151内转动连接拨动盘152,拨动盘152的边缘均匀开有凹槽155,ptfe毛坯条搭靠在凹槽155内后,随着拨动盘152的转动,能够使得ptfe毛坯条盘绕在保温水浴桶151底部,保温水浴桶151底部穿设排油管153,排油管153与排油口154接通,排出的油性助剂将通过排油管153进行收集。
34.如图10所示,还包括有间歇传动组件,支撑架1下部设置间歇传动组件;间歇传动组件包括有传动杆161、锥齿轮组162、扇形齿轮163和皮带轮组164,支撑架1上转动连接传动杆161,传动杆161顶部通过锥齿轮组162与减速器6相连接,支撑架1下部设置皮带轮组164与拨动盘152的中轴相连接,传动杆161通过扇形齿轮163驱动皮带轮组164传动拨动盘152转动,扇形齿轮163跟随传动杆161转动,每当扇形齿轮163转动一圈,即可通过皮带轮组164驱动拨动盘152转动一段距离,以此配合挤出机4挤出ptfe毛坯条的速度下,间隔固定时间拨动已经挤出的ptfe毛坯条使其盘绕在保温水浴桶151内。
35.如图11和12所示,还包括有弧形板17和拨动杆171,外框8上围绕三根限制杆131的外围开有一弧形槽口,外框8的弧形槽口内滑动连接弧形板17,弧形板17上固接拨动杆171,拨动杆171上开有一卡口,挤出的ptfe毛坯条能够卡在该卡口内,随着弧形板17沿着弧形槽口滑动,即可带着ptfe毛坯条绕过三根限制杆131的底部,以此使得ptfe毛坯条实现更为方便快速的牵拉卷绕。
36.如图13所示,还包括有轴封18,拨动盘152的中轴与保温水浴桶151的连接处设置轴封18,通过该轴封18,能够避免拨动盘152的中轴与保温水浴桶151内的水接触,避免中轴上的轴承受到水的侵染造成锈蚀。
37.ptfe毛坯条均匀度检测装置的使用方法,具体包括以下步骤:s1、通过终端设备校正动态称重模组9的承重状态校正归零等待称重,避免出现称重数值不准确的情况,接着预先向保温水浴桶151内持续循环注水,并将水温保持在65℃,等待被挤出的ptfe毛坯条置于该温度的水中,这样能够保持挤出的ptfe毛坯条依旧存在一定柔软度,有助于后续的取出加工;s2、接着转动螺旋转杆141,根据需要通过连接架142调整三根斜杆134的相互距
离,使得需要卷绕搭放在放置杆11上的ptfe毛坯条的卷绕直径合适;s3、上述的基本准备工作完成后,即可通过挤出机4挤出ptfe毛坯条,并将ptfe毛坯条端部牵拉卡在拨动杆171上,接着滑动弧形板17,通过弧形板17的滑动夹持ptfe毛坯条转动绕过绕盘12,拨动杆171牵拉着ptfe毛坯条从限制杆131的底部绕过再搭在绕盘12上,使ptfe毛坯条围绕放置杆11和限制杆131一圈后,牵拉ptfe毛坯条的端部再次卷绕下一根放置杆11,以此类推卷绕剩下的两根放置杆11,直到将ptfe毛坯条置入保温水浴桶151内,通过设置三根放置杆11将ptfe毛坯条托起,即可实现对该段托起部分的ptfe毛坯条进行称重操作;s4、牵拉引导挤出的ptfe毛坯条围绕拨动盘152为中心盘绕放置在保温水浴桶151底部,而持续挤出的ptfe毛坯条搭靠在拨动盘152上的凹槽155内,在间歇传动组件间歇转动的状态下,逐渐将挤出的ptfe毛坯条自行盘绕在保温水浴桶151内底部;s5、待上述的工作状态稳定后,即可开始监测动态称重模组9所获取的检测数值,获取方式有两种,第一种为实时获取,并在设备终端绘制频谱图,通过观察频谱图能够直观的分析出在某段时间内挤出的ptfe毛坯条存在质量异常,以此推导出该段被测量的ptfe毛坯条存在质量不均匀性的问题;第二种为固定间隔获取,例如间隔15秒取一次数值,将连续时间段的数值按获取先后顺序进行分组,例如第0-10为一组,第11-20为一组,以此类推,对每组数值求方差,通过对比分析方差值推导挤出的ptfe毛坯条质量均匀性的稳定程度,至此完成分析。
38.实施例2:与实施例1有所不同的是,实施例2中将实施例1中的限位组件和调整组件可以替换为固定直径的转动架,该转动架与放置杆11转动连接,使得放置杆11上仅有转动架,而该转动架由两根圆环和均匀连接在两个圆环上的连杆132构成,将需要卷绕的ptfe毛坯条直接卷绕在转动架上,即可避免由限位组件和调整组件对放置杆11上卷绕的ptfe毛坯条需要称重的质量出现被分摊且未被测量到的情况。
39.尽管已经仅相对于有限数量的实施方式描述了本公开,但是受益于本公开的本领域技术人员将理解,在不脱离本发明的范围的情况下,可以设计各种其他实施方式。因此,本发明的范围应仅由所附权利要求限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。