1.本实用新型涉及摄像头模组技术领域,具体涉及一种线路板组件以及摄像模组。
背景技术:
2.moc封装工艺作为摄像头模组中感光芯片与线路板的一种可选封装工艺,是指在摄像模组被封装的过程中将感光芯片和线路板封装在一起,以最大程度地提高摄像模组的结构强度、减小摄像模组的尺寸和减少灰尘不良的情况出现。具体地说,在采用moc封装工艺制造摄像模组的过程中,首先将感光芯片贴装于线路板上,并通过金线将所述感光芯片和所述线路板相导通,然后将所述线路板与所述感光芯片放入到成型模具中,并使所述感光芯片的感光区域向上且朝向成型模具,通过向所述成型模具中填入成形材料的方式形成支架,所述支架使所述感光芯片和所述线路板一体结合,形成一线路板组件,其中,在该线路板组件上,通过成型模具注塑成型,在感光芯片的四周和线路板的上方会形成一注塑层。
3.现有技术中的摄像头模组的线路板组件,在成型模具进行注塑成型的过程中,为了保证成型模具与线路板充分接触以及防止塑胶外溢的情况下,需要在线路板上预留成型模具进行注塑作业所需要的压模区域,接着,当线路板组件注塑完成后,线路板上预留的压模区域需要采用水刀切割的方法进行切除作业,此切割作业仅需要切除线路板于压模区域上的硬板。但是摄像头模组中线路板通常采用软板和上下两块硬板结合得到,软板设于两块硬板之间,而摄像头模组线路板上的软板上设有连接电路,该软板上的连接电路需要与其另一端的电连接器进行线路连接,由于软板和硬板结合在一起,且软板需保留作为连接电连接器的构件,现有技术的方案无法实现仅切除线路板上的硬板而不破坏软板的线路连接,并且,直接采用水刀切割的方式会造成软板的连接电路损坏,无法保证线路板上软板的连接电路,使得该线路板上预留的压模区域无法进行切除作业,因而产生整个摄像头模组的线路板组件的尺寸扩大的问题,也为后续摄像头模组中镜头组件与线路板组件的组装匹配造成了困难。
技术实现要素:
4.为解决上述技术问题,本实用新型提供了一种线路板组件以及摄像模组,在不改变线路板组件上预留成型模具注塑成型的压模区域的基础上,既保证了注塑层的成型质量,顺利进行压模区域的切割硬板作业,且避免切割造成软板的连接电路损坏,又实现整体线路板组件的尺寸缩小和便于后续摄像头模组中镜头组件与线路板组件的匹配组装的技术效果。
5.实现本实用新型技术目的的方案为,一种线路板组件,包括:
6.pcb板,包括两块硬板和夹设于所述两块硬板之间的软板,所述pcb板设有所述硬板与所述软板进行线路连接的软硬结合段,所述软硬结合段的外围设有对应成型模具的压模区域进行注塑成型和压合的压模段;所述软板设有外露于所述压模段、用于连接线路的露出部,所述软板与所述硬板接触的两个侧面上铺设有离型膜,所述离型膜的第一端位于
所述露出部上、第二端延伸至所述pcb板内;
7.注塑层,成型于其中一个所述硬板上,所述注塑层的一个端面位于所述软硬结合段和所述压模段的边界面;
8.其中,所述两个硬板均设有切割断面,所述切割断面位于所述压模段上,且与所述离型膜相交,所述切割断面与所述软板无接触,所述硬板的端面较所述切割断面更靠近于所述露出部,以通过撕去所述软板上的所述离型膜去除所述压模段位置处的至少部分硬板。
9.在一些实施例中,所述切割断面垂直于所述pcb板,所述切割断面与所述压模段垂直,且所述切割断面与所述注塑层在长度方向上的间距为d,间距d的范围大小为0mm≤d≤0.2mm。
10.在一些实施例中,所述切割断面位于所述离型膜的第二端的端面上。
11.在一些实施例中,两个所述离型膜的第二端相对于软板两侧的位置对应,两个所述离型膜的第二端的端点位于同一竖直平面内。
12.在一些实施例中,所述两个离型膜的第二端均位于所述软硬结合段和所述压模段的分界面,所述软硬结合段和所述压模段的分界面指所述注塑层的端面所对应的所述pcb板的截面。
13.在一些实施例中,所述两块硬板的长度相同,且沿长度方向,所述两块硬板的左右两端均齐平且共面。
14.在一些实施例中,所述注塑层靠近所述露出部的端面平行于所在的硬板靠近所述露出部的端面,且两者间距为0.3mm-0.4mm。
15.在一些实施例中,所述注塑层具有中心通孔;所述线路板组件还包括设置于所述pcb板上的传感器,所述传感器位于所述中心通孔、且通过所述注塑层限位于所述pcb板上,所述注塑层包围所述传感器的四周,以保护所述传感器。
16.在一些实施例中,所述两个硬板的所述切割断面分别通过正向激光和反向激光进行切割形成。
17.基于同样的发明构思,本实用新型还提供了一种摄像头模组,包括镜头组件以及上述的线路板组件,所述镜头组件设于所述线路板组件上。
18.由上述技术方案可知,本实用新型提供的线路板组件,包括pcb板和注塑层;pcb板包括两块硬板和夹设于所述两块硬板之间的软板,且所述pcb板设有所述硬板和所述软板线路连接的软硬结合段,软硬结合段的外围设有对应成型模具的压模区域进行注塑成型和压合的压模段;所述软板设有外露于所述压模段、用于连接线路的露出部;注塑层成型于其中一个所述硬板上,所述注塑层的一个端面位于所述软硬结合段和所述压模段的边界面,所述注塑层通过位于软硬结合段的外围形成压模段的配合,使常规成型模具在其压模区域上对pcb板基材进行注塑工艺,保证模具与板材充分接触,避免塑胶外溢,进而保证注塑的性能。在注塑层成型后,可以通过切割的手段将不影响软板和硬板接线的部分压模区域上的硬板正常去除。但是由于露出部的软板需保留,软板上设有连接电路,与其另一端的电连接器进行线路连接,因而无法实现压模段位置处的软板和硬板的无损脱离,并且,切割也容易造成此处软板的线路问题。所以本方案在所述软板与所述硬板接触的两个侧面上铺设有离型膜,所述离型膜的第一端位于所述露出部、第二端延伸至所述pcb板内,且离型膜位于
软板和硬板之间。同时在所述两个硬板上均设有切割断面,所述切割断面位于所述压模段上,且与所述离型膜相交,切割端面与软板无接触,所述硬板的端面较所述切割断面更靠近于所述露出部,以通过撕去所述软板上的所述离型膜去除所述压模段位置处的至少部分硬板。
19.本实用新型提供的线路板组件在制作过程中,在得到最终的pcb板之前,pcb板还包括设于软硬结合段另一端外围、与压模段相对设置的辅助压模段,相对于线路板组件连接的电连接器,该辅助压模段实际是远离露出部和电连接器的一侧,压模段是靠近露出部和电连接器的一侧,该辅助压模段位置处的硬板和软板无线路结构,软板也不需要保留,仅用于在注塑区外围形成放置模具的区域,以通过压模段和辅助压模段支撑设置注塑模具,可对此处的辅助压模段直接进行切割作业,减少pcb板的尺寸,以缩小线路板组件的单边尺寸,满足客户需求。
20.与现有技术相比,摄像头模组的线路板组件在成型模具注塑作业脱模后,经过切割工序,可以先将辅助压模段的软板和硬板完全切除,进而得到本方案中的pcb板。针对具有接线结构的压模段即压模段位置处的软板上具有连接电路,可通过激光沿着切割断面进行双面切割位于压模段位置处的两个硬板。由于该切割断面与位于压模段位置处的软板无接触,且在压模段位置处的软板和硬板之间也预设了离型膜,将离型膜沿露出部的水平位置处撕下,离型膜轻松将粘黏于离型膜外表面、靠近露出部一侧、截止于切割断面位置处的硬板部分撕离软板,此过程中,切割断面虽是与离型膜相交,但切割断面仅接触、截止到离型膜的上表面、未切断整个离型膜,并且,离型膜的第一端在露出部处,第一端未完全覆盖露出部,从而便于使用者从露出部上的离型膜第一端处沿水平方向撕下、将截止于切割断面位置处的硬板部分撕离软板。反之,若是切割断面是经激光切割、接触到整个离型膜,则激光切割作业在一定程度上会切割损伤到离型膜所粘接的软板。其中,硬板与软板的之间通过离型膜间接粘合,软板由离型膜保护,从而实现了压模段位置处的硬板和软板的无损脱离,避免软板的连接电路被切割损坏,保护了线路,实现线路板组件中成品板材尺寸不增加的技术效果,且不改变现有的moc成型工艺的制程,既保证注塑层的成型质量,又在现有基础上缩小了线路板组件的单边尺寸,解决了现有技术中摄像头模组存在单边尺寸扩大且组装困难的技术问题。
21.本实用新型提供的摄像头模组,采用本技术提供的线路组件,自然必备上述线路板组件的所有有益效果,既保证了注塑层的成型质量,又在现有基础上缩小了线路板组件的单边尺寸,解决了现有技术因线路板组件单边尺寸扩大而导致的摄像头模组整体组装困难的技术问题。
附图说明
22.图1为本实用新型实施例1提供的线路板组件的注塑层和pcb板的一种结构示意图;
23.图2为图1中的pcb板撕除离型膜后的结构示意图;
24.图3为图1中的pcb板的结构分层示意图;
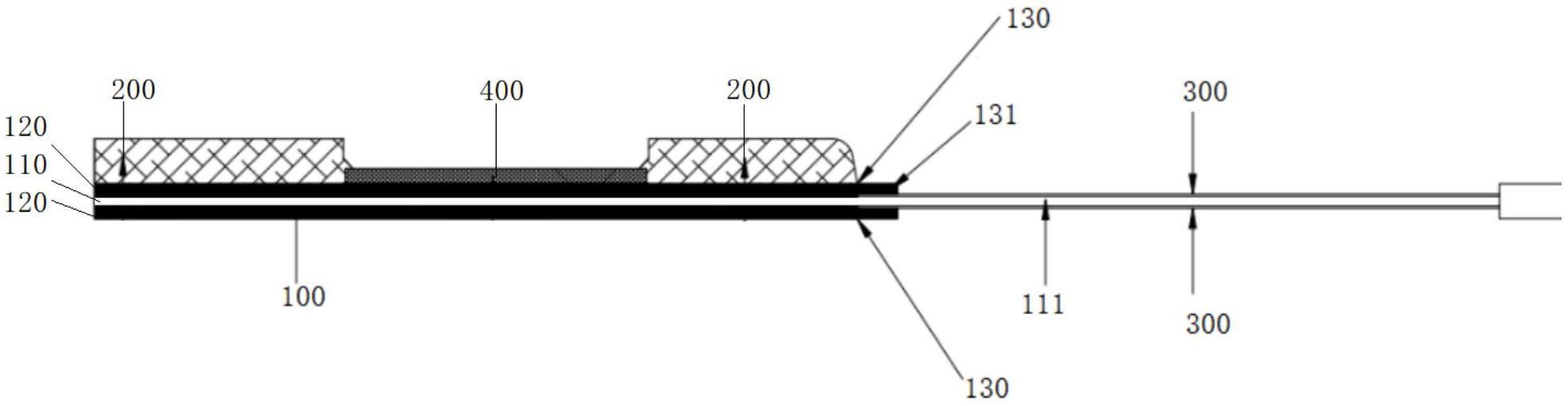
25.图4为本实用新型实施例1提供的线路板组件的注塑层和pcb板的又一种结构示意图;
26.图5为图4中的pcb板撕除离型膜后的局部放大示意图。
27.附图标记:100-pcb板,110-软板,111-露出部,120-硬板,130-软硬结合段,131-压模段,140-切割断面;200-注塑层;300-离型膜,310-第一端,320-第二端;400-传感器,500-辅助压模段。
具体实施方式
28.为了使本技术所属技术领域中的技术人员更清楚地理解本技术,下面结合附图,通过具体实施例对本技术技术方案作详细描述。
29.为了解决现有技术中因摄像头模组中线路板组件尺寸扩大给摄像头模组中镜头组件和线路板组件组装和设计造成困难的技术问题,本实用新型提供了一种线路板组件以及摄像头模组,在不改变路板组件上预留成型模具注塑成型的压模区域的基础上,既保证了注塑层的成型质量,顺利进行压模区域的切割硬板作业,且避免切割造成软板的连接电路损坏,又可以解决线路板组件尺寸扩大的问题,满足客户装机需求。下面通过两个具体实施例对本实用新型进行详细介绍。
30.实施例1
31.如图1-图3所示,本实施例提供的线路板组件,包括pcb板100和注塑层200;pcb板100包括两块硬板120和夹设于两块硬板120之间的软板110,且pcb板100设有硬板120与软板110线路连接的软硬结合段130,软硬结合段130的外围设有对应成型模具的压模区域进行注塑成型和压合的压模段131,该压模段131实际为成型模具在线路板组件上预留的压模区域进行压模作业所形成,且压模段131位于软硬结合段130的外围;软板110还设有外露于压模段131、用于连接线路的露出部111;注塑层200成型于其中一个硬板120上,注塑层200的一个端面位于软硬结合段130和压模段131的边界面,注塑层200通过位于软硬结合段130的外围形成压模段131的配合,使常规成型模具在其压模区域上对pcb板基材进行注塑工艺,保证模具与板材充分接触避免塑胶外溢的问题,进而保证注塑的性能。在注塑层200成型后,可以通过切割的手段将不影响软板110和硬板120连接接线的部分压模区域上硬板120进行正常去除,即将软硬结合段130外围压模段131位置处的硬板120进行切割去除。但是由于露出部111的软板110需保留,软板110上设有连接电路,与其另一端的电连接器进行线路连接,因而无法实现压模段131位置处的软板110与硬板120的无损脱离,并且,切割作业也容易造成此处软板110的线路问题。所以本方案在软板110与硬板120接触的两个侧面上铺设有离型膜300,离型膜300的第一端310位于露出部111,离型膜300的第二端320延伸至pcb板100内,且离型膜300位于软板110和硬板120之间。同时在两个硬板120上均设有切割断面140,切割断面140位于压模段131上,且与离型膜300相交,切割端面(如图2和图4、图5所示)与软板110无接触,具体地,切割断面140虽与离型膜300相交,但切割断面140仅接触、截止到离型膜300的上表面,未切断整个离型膜300,并且,离型膜300的第一端310在露出部111处,第一端310未完全覆盖露出部111,便于使用者从露出部111上的离型膜300第一端310处沿水平方向撕下、将截止于切割断面140位置处的硬板120部分撕离软板110。硬板120的端面较切割断面140更靠近于露出部111,以通过撕去软板110上的离型膜300,去除压模段131位置处的至少部分硬板120。
32.现有摄像头模组中,线路板组件进行moc工艺时,必须在线路板板材上预留至少
0.4mm长度的压模区,用于保证成型模具与线路板组件的线路板板材充分接触,防止成型模具与线路板板材经过注塑成型后线路板板材上塑胶外溢的情况发生。且处于该压模区的软板结合面上具有连接电路,所以现有技术无法实现位于压模区上的硬板与软板的脱离,以及不损坏位于压模区上软板的线路结构,由此,使得该压模区的硬板无法在后续工艺中切除,从而导致线路板板材单边扩大至少0.4mm,且线路板组件的线路板板材的长度增大,不便于后续线路板组件中镜头组件与线路板组件的组装匹配。
33.本实用新型提供的摄像头模组的线路板组件在制作过程中,在得到最终的pcb板100之前,pcb板100还包括设于软硬结合段130另一端外围、与压模段131相对设置的辅助压模段500(如图4所示),所述压膜段500与电连接器分别设于线路板组件的相对两端,即该辅助压模段500位于远离电连接器的一侧,而压模段131是靠近的一侧,并且,该辅助压模段500位置处的硬板和软板均无线路结构,软板也勿需保留,可对此处的辅助压模段500直接进行切割作业,从而减少线路板的尺寸,缩小线路板组件的单边尺寸,以满足客户需求。需要说明的是,辅助压模段500仅用于在注塑区外围形成放置注塑模具的区域,以通过压模段131和辅助压模段500支撑设置注塑模具,使注塑模具与预制基板有足够的基础面积,防止注塑过程中塑胶外溢,能保证注塑的性能。
34.与现有技术相比,摄像头模组的线路板组件在成型模具注塑作业脱模后,经过切割工序,可以先将辅助压模段500位置处的软板和硬板完全切除,减少pcb板的尺寸,进而得到本方案中的pcb板100,然后针对具有接线结构的pcb板100,压模段131位置处的软板110上具有连接电路,可通过激光沿着某一设定路线进行双面切割位于压模段131位置处的两个硬板120,以得到成品的切割断面140,该切割断面为硬板120上一预设的切割线经过激光切割所形成,并且,切割断面140与位于压模段131位置处的软板110无接触,以避免切割到软板110上的电路结构,且在通过离型膜300将部分硬板120去除之后,该切割断面140构成剩余硬板120靠近露出部111的端面,如图3所示,在软板110和硬板120之间预设了离型膜300,其中,离型膜300是指薄膜表面能有区分的薄膜,离型膜300与特定的材料在有限的条件下接触后不具有粘性,或轻微的粘性,在fpc生产中离型膜的主要作用有隔离、填充、保护、易于剥离,具体地,激光切割完后,将离型膜300从露出部111的水平位置处撕下,轻松将粘黏于离型膜300外表面、靠近露出部111一侧、截止于切割断面140位置处的硬板120部分撕离软板110,因为硬板120与软板110之间是通过离型膜300间接粘合,所以软板110的线路结构实际是由离型膜300保护,从而实现了压模段131位置处硬板120和软板110的无损脱离,避免压模段131位置处的软板110的连接电路被切割损坏,保护了线路,实现线路板组件中成品板材尺寸不增加的技术效果,且不改变现有的moc成型工艺的制程,既保证了产品的质量,又在现有基础上缩小了线路板组件的单边尺寸,解决了现有技术中摄像头模组中线路板组件存在单边尺寸扩大且组装困难的技术问题。
35.本实施例对切割断面140不做具体限定,可以为一个平面,也可以为拼接在一起的至少两个平面,相对于pcb板100的平面,切割断面140可以为一个或至少两个斜面,也可以为垂直pcb板100的平面,只要满足硬板120的端面较切割断面140更靠近于露出部111。
36.其中,为了去除pcb板100单边上不必要的板材以达到缩小线路板组件尺寸的技术效果,同时便于工艺切割实施,优选的,本实施例中,切割断面140垂直于pcb板100,切割断面140与pcb板100的板面垂直,且切割断面140与注塑层200在水平方向上的间距为d,如图
2、图4-图5所示,并且切割断面140与注塑层200在长度方向上的间距d的范围大小为0mm≤d≤0.2mm,具体地,硬板120设有激光切割线,沿水平方向,该激光切割线到注塑层200的端面具有一定距离d,激光沿着该切割线垂直向下切割,即对位于压模段131位置处的硬板120进行切割,硬板120上形成一垂直于pcb板100的切割断面140,如图5所示,当离型膜300去除切割断面140靠近露出部111一侧的部分硬板120,在压模段131位置处剩余的部分硬板120凸出该注塑层200端面的尺寸即为d,在其他参数确定的情况下,该间距d决定了线路板板材单边扩大的数值,比如图2中d为0,切割端面140就是该注塑层200的端面;图5中d可以为0.1mm、0.15mm等。一般地,应尽可能去除掉注塑层200外围的多余线路板板材,且不破坏软硬结合段130的电路连接,d多选为0mm,即沿注塑层200的边缘向pcb板100进行垂直切割,在压模段131位置处,对软板110的两个侧面进行双面切割硬板120,利用离型膜300去除切割断面140靠近露出部111一侧的部分硬板120,以达到减小线路板板材尺寸的技术效果。
37.本实用新型对离型膜300在压模段131位置处的伸入长度不做具体限定,可以根据压模段131的尺寸以及需求综合确定,只需满足切割断面140在离型膜300的两端之间,切割断面140位于离型膜300的第二端320位置处,且不超过第二端320,否则会对软板110造成损伤,即切割断面140与离型膜300相交,相交的实际位置是位于离型膜300第二端320的表面上,未切断整个离型膜300,也未接触到软板110,进行切除压模段131位置处的硬板120即可。需要说明的是,软硬结合段130和压模段131的分界面指注塑层200端面所对应的pcb板100的截面,当上述d为0,软硬结合段130和压模段131的分界面实际为切割端面140,也为注塑层200的端面。
38.为了便于撕掉离型膜300,同时避免上述情形中撕除离型膜300时可能导致板材破坏的问题,本实施例中,该切割断面140是作用于离型膜300的第二端320的端面范围内,以保证撕去软板110上方的离型膜300时能够去除压模段131位置处的至少部分硬板120,此外,激光沿切割断面140仅需切割到压模段131上的硬板120,无需再向下切割离型膜300,原因在于,离型膜300是易于剥离的薄膜,可人工撕去,并且剩余位于软硬结合段130内的被保留的离型膜300,其可保护软板110。
39.为了进一步缩小pcb板100在露出部111一侧的单边尺寸,本实施例中,切割断面140位于离型膜300的第二端320的端面上,且两个离型膜300的第二端320相对于软板110两侧的位置对应,两个第二端320的端点位置处于同一竖直平面内,以保证去除离型膜300后的两个硬板120的端面齐平。
40.为了使去除离型膜300后的pcb板100靠近露出部111一侧的尺寸达到最小的优选情况,以完全去除掉压模段131上的硬板120,本实施例中,两个离型膜300的第二端320均位于软硬结合段130和压模段131的分界面,切割断面140也位于该分界面,软硬结合段130和压模段131的分界面指注塑层200端面所对应的pcb板的截面。
41.本实用新型对两块硬板120的长度不做限定,可以相同,也可以不同,只需保证两个硬板120切除后,其两个硬板120靠近露出部111一侧的端面位置是位于同一竖直面上,且又与软板110垂直即可,本实施例中,两块硬板120的长度相同,且沿长度方向,pcb板100的硬板120和软板110压合制作成形后两块硬板120的左右两端均齐平且共面。
42.为了节约线路板板材,减少浪费,本实施例中,注塑层200靠近露出部111的端面平行于所在的硬板120靠近露出部111的端面,注塑层200靠近露出部111的端面与未进行切割
的硬板120靠近露出部111的端面之间存在间距a,间距a为0.3mm~0.4mm,如图4所示,在该间距a上形成了本技术的成型模具所需要的压模区域,该压模区域对应硬板120构成了用于成型模具进行压模作业的压模段131,即该压模段131的长度范围在0.3mm~0.4mm,可理解地,切割断面140与注塑层200在长度方向上的间距d小于压模段131的长度a。
43.与现有技术相同,本实施例中,注塑层200具有中心通孔;线路板组件还包括设置于pcb板100上的传感器400,传感器400位于中心通孔、且通过注塑层200限位于pcb板100上,注塑层200包围传感器400的四周,可保护传感器400。
44.本实施例对切割方式不做具体限定,可选地,两个硬板120的切割断面140分别通过正向激光和反向激光进行切割得到,对线路板组件上的硬板120沿预设切割线进行切割,形成两个切割端面140,进行切割端面140方向的正向激光切割和反向激光切割作业。
45.本实施例提供的线路板组件的制作方法和如何去除部分硬板120而不损坏软板120的工作原理如下:
46.新设计方案是在线路板板材制作时可预先在压模段131位置处的软板110的两个侧面上贴上离型膜300,其离型膜300的长度需往压模段131内伸入一定距离,其一定距离的范围为0.3mm-0.4mm,具体需根据模具进行压模的距离而定,即根据压膜段131的长度限定,然后再将硬板120压合在带有离型纸300的软板110上,从而完成新型线路板板材的制作,得到本技术中的预制基板pcb板100,需要说明的是,切割断面140设于硬板120上,切割断面140可以在得到预制基板pcb板100之后、注塑层200成型作业之前通过切割设备等沿预先设置的切割线对硬板120进行切割得到。另外,由于在注塑层200成型后,一般也要将远离露出部111的辅助压模段500通过切割去除(该辅助压模段500的位置处硬板120和软板110无线路连接,软板110也勿需保留,可对此处的辅助压模段500直接进行切割作业,从而减少线路板的尺寸,缩小线路板组件的单边尺寸,以满足客户需求)。其中,该预制基板pcb板100与本技术最终得到的线路板组件的区别在于,预制基板pcb板100还包括设于软硬结合段130另一端外围、与压模段131相对设置的辅助压模段500,且压模段131位置处的硬板120具有切割断面140,需要将辅助压模段500进行去除,以及沿切割断面140方向切割硬板120。
47.其中,线路板板材制作完成得到预制基板pcb板100后,进行正常的moc工艺作业,即注塑层200成型,在线路板组件制作时,该预制基板pcb板100通过压模段131和辅助压模段500与注塑模具压模的支撑件相匹配,使注塑模具与预制基板pcb板100有足够的基础支撑面,防止注塑过程中塑胶外溢,能保证注塑的性能。在注塑层200成型及脱模后,在通过水刀或激光对预制基板pcb板100进行切割,以将远离露出部111的辅助压模段500去除,接着,针对压模段131位置处的硬板120,沿硬板120的切割断面140垂直于软板110的方向进行激光切割,由于在预制基板时在压模段131位置处也预设有离型膜300,可通过离型膜300轻松将粘黏于离型膜300外表面、且位于切割断面140靠近露出部111一侧的硬板120部分撕离软板110,即通过撕去软板110上离型膜300,去除压模段131位置处的至少部分硬板120,从而保证板材尺寸不增加。因为硬板120与软板110的之间通过离型膜300间接粘合,所以软板110的线路结构由离型膜300保护,从而实现了压模段131位置处硬板120和软板110的无损脱离,避免压模段131位置处的软板110上连接电路被切割损坏,保护了线路、保证了pcb板100的质量,也缩小了线路板组件的单边尺寸,便于后续线路板组件中镜头组件与线路板组件的组装匹配,避免了现有技术中线路板板材尺寸单边扩大0.4mm带来的线路板组件组装
困难和设计困难的技术问题。
48.实施例2
49.基于同样的发明构思,本实施例提供了一种摄像头模组,包括镜头组件和实施例1提供的线路板组件,镜头组件设于线路板组件上。该摄像头模组的其他未介绍结构比如支架、镜头组件的具体组成以及这些部件彼此之间的连接设置方式均可参考摄像头模组的常规设置的现有技术,此处不做赘述也不做具体限定。
50.比如,在一些实施方式中,镜头组件可以包括滤光片、镜头和马达,马达的内部设有镜头,镜头设置于滤光片上方,滤光片的作用是滤除不能被人眼观察到的紫外光和红外光,将不要的光反射出去,去掉杂质防止影响偏色,减少杂散光,其特性对于最终镜头的成像效果也有着至关重要的作用。
51.本实施例提供的摄像头模组,采用上述提供的线路板组件,自然必备上述的所有有益效果,在不改变路板组件上预留成型模具注塑成型的压模区域的基础上,既保证了注塑层200的成型质量,又在现有基础上缩小了摄像头模组中线路板组件单边的尺寸,解决了现有技术因摄像头模组中线路板组件单边尺寸扩大而导致的摄像头模组线路板组件整体组装困难的技术问题。
52.通过上述实施例,本实用新型具有以下有益效果或者优点:
53.本实用新型提供的一种线路板组件以及摄像头模组,离型膜300两侧分别与软板110和硬板120接触,且离型膜300与硬板120的切割断面140相交,可以通过将离型膜300由位于露出部111的一端开始撕下,在切割断面140预先将硬板120分为两段的前提下,离型膜300脱离软板110的同时,压模段131位置处附于离型膜300外侧的硬板120得以顺利从软板110上撕离,进而实现在不改变现有的moc工艺中注塑层200已成型固定的前提下,实现注塑模具在pcb板100上稳定进行注塑作业,同时,实现注塑层200成型后,通过撕去软板110上的离型膜300,去除压模段131位置处的至少部分硬板120,避免压模段131位置处的软板110的线路被切割损坏,保护线路,从而缩小注塑层200端面与硬板200端面之间的距离,即缩小线路板组件的单边尺寸,解决现有技术中摄像头模组存在单边尺寸扩大且组装困难的技术问题。
54.尽管已描述了本技术的优选实施例,但本领域内的普通技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本技术范围的所有变更和修改。
55.显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。