技术特征:
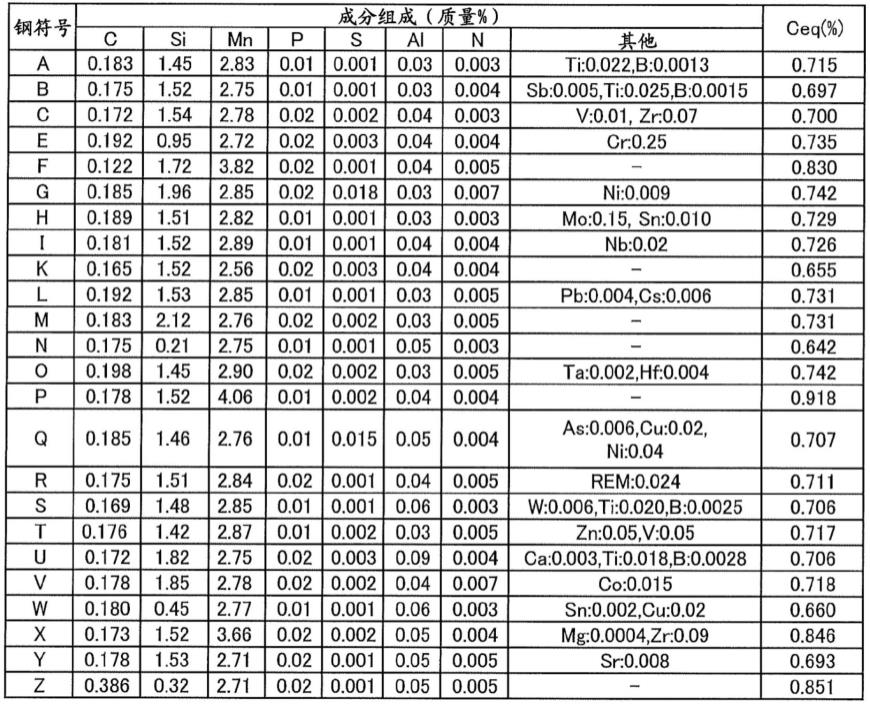
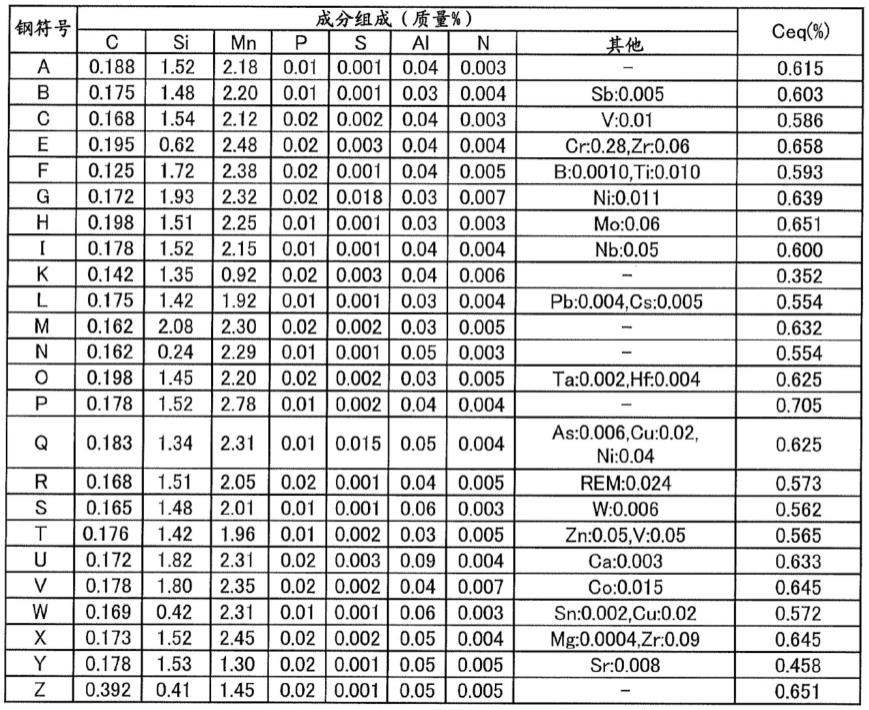
1.钢板,其具有:以质量%计含有si:0.3%以上2.0%以下、mn:2.70%以上且低于4.0%的成分组成;和贝氏体与回火马氏体的合计面积率为50~75%、初生马氏体的面积率为5~15%、残余奥氏体的面积率为8~20%、铁素体的面积率为3~20%的钢组织,在所述初生马氏体及所述残余奥氏体的面积率的合计之中,与铁素体邻接的所述初生马氏体及所述残余奥氏体的比例合计为90%以下,自钢板表面起在板厚方向上为4.9μm以内的区域中的包含si和/或mn的氧化物的晶粒的平均粒径为3~10μm,自钢板表面起在板厚方向上为4.9μm以内的区域中的最小si浓度l
si
及最小mn浓度l
mn
、与钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
满足下述式(1):l
si
l
mn
≤(t
si
t
mn
)/5
……
(1),所述钢板的拉伸强度(ts)为1180mpa以上。2.根据权利要求1所述的钢板,其中,所述成分组成以质量%计进一步含有:c:0.12%以上0.40%以下、p:0.05%以下、s:0.02%以下、al:0.01%以上2.0%以下、n:0.01%以下,余量为fe及不可避免的杂质。3.根据权利要求2所述的钢板,其中,所述成分组成以质量%计进一步含有nb:0.50%以下、cr:1.0%以下、mo:0.50%以下、b:0.005%以下及ti:0.05%以下中的至少1种。4.根据权利要求2或3所述的钢板,其中,所述成分组成以质量%计进一步含有合计为0.1%以下的cu、ni、sn、as、sb、ca、mg、pb、co、ta、w、rem、zn、v、sr、cs、hf、zr中的至少1种。5.根据权利要求1~4中任一项所述的钢板,其中,在将硬度相对于自钢板表面起板厚1/4位置处的硬度而言为65%以下的区域设为软质层时,所述钢板具有自钢板表面起在板厚方向上厚度为1.0μm以上50.0μm以下的所述软质层。6.根据权利要求1~5中任一项所述的钢板,其在钢板表面具有熔融镀锌层或合金化熔融镀锌层。7.根据权利要求1~6中任一项所述的钢板,其中,所述成分组成的碳当量ceq为0.659%以上。8.部件,其是对权利要求1~7中任一项所述的钢板实施成型加工及焊接中的至少一者而成的。9.钢板的制造方法,其具有下述工序:热轧工序,其中,在对具有权利要求1~4中任一项中记载的成分组成的钢坯实施最终2段的轧制中的累积应变为0.10~0.80的热轧后,于470~800℃的卷取温度进行卷取;冷轧工序,其中,对在所述热轧工序中得到的热轧钢板实施冷轧;退火工序,其中,将在所述冷轧工序中得到的冷轧钢板以-50~0℃的露点且750~900℃的退火温度的条件保持后冷却至150~340℃的冷却停止温度,在自该退火温度起至冷却
停止温度为止的冷却时用半径100mm以上1000mm以下的辊进行合计3次以上8次以下的弯曲及弯曲恢复;和再加热工序,其中,将退火工序后的钢板再加热至350~600℃的温度范围并进行保持。10.根据权利要求9所述的钢板的制造方法,其具有对所述再加热工序后的钢板实施熔融镀锌或合金化熔融镀锌的镀覆工序。11.钢板的制造方法,其具有下述工序:热轧工序,其中,在对具有权利要求1~4中任一项所述的成分组成的钢坯实施最终2段的轧制中的累积应变为0.10~0.80的热轧后,于470~800℃的卷取温度进行卷取;冷轧工序,其中,对在所述热轧工序中得到的热轧钢板实施冷轧;退火工序,其中,将在所述冷轧工序中得到的冷轧钢板以-50~0℃的露点且750~900℃的退火温度的条件保持后冷却至350~500℃的冷却停止温度,在自该退火温度起至冷却停止温度为止的冷却时用半径100mm以上1000mm以下的辊进行合计3次以上8次以下的弯曲及弯曲恢复;镀覆工序,其中,对所述退火工序后的钢板实施熔融镀锌或合金化熔融镀锌;和再加热工序,其中,将所述镀覆工序后的钢板在冷却至50℃以上350℃以下的冷却停止温度后、再加热至超过该冷却停止温度且为300℃以上500℃以下的温度并进行保持。12.根据权利要求9~11中任一项所述的钢板的制造方法,其中,所述成分组成的碳当量ceq为0.659%以上。13.部件的制造方法,其具有对利用权利要求9~12中任一项所述的钢板的制造方法制造的钢板实施成型加工及焊接中的至少一者的工序。14.钢板,其具有:以质量%计含有si:0.3%以上2.0%以下、mn:2.70%以上且低于4.0%的成分组成;和贝氏体与回火马氏体的合计面积率为50~75%、初生马氏体的面积率为5~15%、残余奥氏体的面积率为8~20%、铁素体的面积率为3~20%的钢组织,在所述初生马氏体及所述残余奥氏体的面积率的合计之中,与铁素体邻接的所述初生马氏体及所述残余奥氏体的比例合计为90%以下,自钢板表面起在板厚方向上为15.0μm以内的区域中的包含si和/或mn的氧化物的晶粒的平均粒径为3~10μm,自钢板表面起在板厚方向上为15.0μm以内的区域中的最小si浓度l
si
及最小mn浓度l
mn
、与钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
满足下述式(1):l
si
l
mn
≤(t
si
t
mn
)/5
……
(1)所述钢板的拉伸强度(ts)为1180mpa以上。15.根据权利要求14所述的钢板,其中,所述成分组成以质量%计进一步含有:c:0.12%以上0.40%以下、p:0.05%以下、s:0.02%以下、al:0.01%以上2.0%以下、n:0.01%以下,余量为fe及不可避免的杂质。
16.根据权利要求15所述的钢板,其中,所述成分组成以质量%计进一步含有nb:0.50%以下、cr:1.0%以下、mo:0.50%以下、b:0.005%以下及ti:0.05%以下中的至少1种。17.根据权利要求15或16所述的钢板,其中,所述成分组成以质量%计进一步含有合计为0.1%以下的cu、ni、sn、as、sb、ca、mg、pb、co、ta、w、rem、zn、v、sr、cs、hf、zr中的至少1种。18.根据权利要求14~17中任一项所述的钢板,其中,在将硬度相对于自钢板表面起板厚1/4位置处的硬度而言为65%以下的区域设为软质层时,所述钢板具有自钢板表面起在板厚方向上厚度为1.0μm以上50.0μm以下的所述软质层。19.根据权利要求14~18中任一项所述的钢板,其在钢板表面具有熔融镀锌层或合金化熔融镀锌层。20.根据权利要求14~19中任一项所述的钢板,其中,所述成分组成的碳当量ceq为0.659%以上。21.部件,其是对权利要求14~20中任一项所述的钢板实施成型加工及焊接中的至少一者而成的。22.钢板的制造方法,其具有下述工序:热轧工序,其中,在对具有权利要求14~17中任一项中记载的成分组成的钢坯实施最终2段的轧制中的累积应变为0.10~0.80的热轧后,于470~800℃的卷取温度进行卷取;冷轧工序,其中,对在所述热轧工序中得到的热轧钢板实施冷轧;退火工序,其中,将在所述冷轧工序中得到的冷轧钢板以-50~20℃的露点且750~900℃的退火温度的条件下保持后冷却至150~340℃的冷却停止温度,在自该退火温度至冷却停止温度为止的冷却时用半径100mm以上1000mm以下的辊进行合计3次以上8次以下的弯曲及弯曲恢复;和再加热工序,其中,将退火工序后的钢板再加热至350~600℃的温度范围并进行保持。23.根据权利要求22所述的钢板的制造方法,其具有对所述再加热工序后的钢板实施熔融镀锌或合金化熔融镀锌的镀覆工序。24.钢板的制造方法,其具有下述工序:热轧工序,其中,在对具有权利要求14~17中任一项中记载的成分组成的钢坯实施最终2段的轧制中的累积应变为0.10~0.80的热轧后,于470~800℃的卷取温度进行卷取;冷轧工序,其中,对在所述热轧工序中得到的热轧钢板实施冷轧;退火工序,其中,将在所述冷轧工序中得到的冷轧钢板在-50~20℃的露点且750~900℃的退火温度的条件下保持后冷却至350~500℃的冷却停止温度,在自该退火温度至冷却停止温度为止的冷却时用半径100mm以上1000mm以下的辊进行合计3次以上8次以下的弯曲及弯曲恢复;镀覆工序,其中,对所述退火工序后的钢板实施熔融镀锌或合金化熔融镀锌;和再加热工序,其中,将所述镀覆工序后的钢板冷却至50℃以上350℃以下的冷却停止温度后、再加热至超过该冷却停止温度且为300℃以上500℃以下的温度并进行保持。25.根据权利要求22~24中任一项所述的钢板的制造方法,其中,所述成分组成的碳当量ceq为0.659%以上。
26.部件的制造方法,其具有对利用权利要求22~25中任一项所述的钢板的制造方法制造的钢板实施成型加工及焊接中的至少一者的工序。
技术总结
本发明目的是提供拉伸强度(TS)为1180MPa以上、具有优异的耐LME特性及焊接部疲劳特性的钢板、部件及其制造方法。本发明的钢板具有特定的成分组成和钢组织,自钢板表面起在板厚方向上为4.9μm以内的区域中的包含Si和/或Mn的氧化物的晶粒的平均粒径为3~10μm,自钢板表面起在板厚方向上为4.9μm以内的区域中的最小Si浓度L
技术研发人员:杨灵玲 川崎由康 中垣内达也 寺嶋圣太郎 山本俊佑 星野克弥 竹田裕纪
受保护的技术使用者:杰富意钢铁株式会社
技术研发日:2021.03.25
技术公布日:2022/11/18
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。