技术特征:
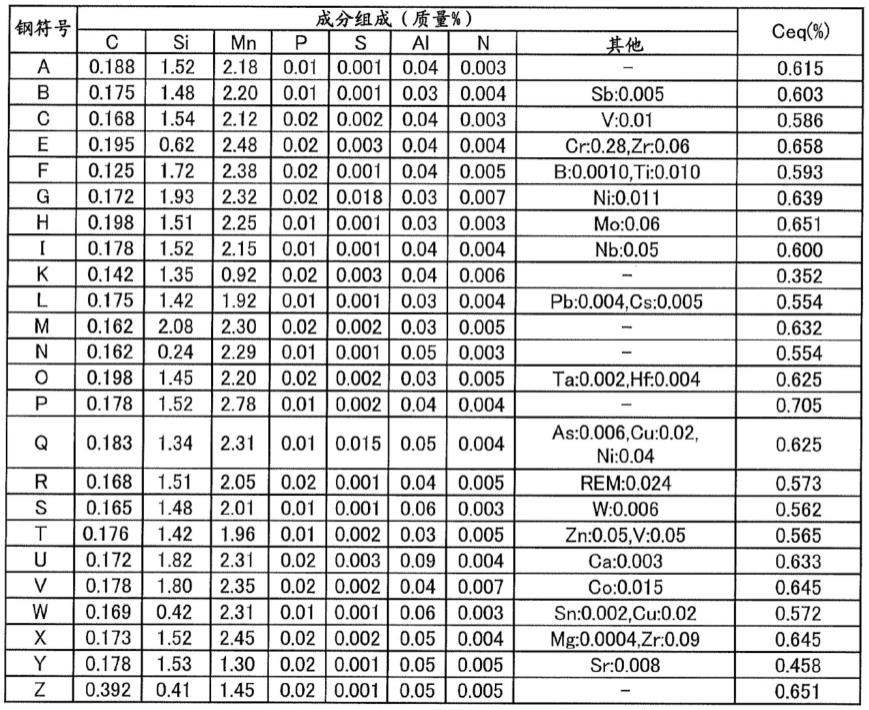
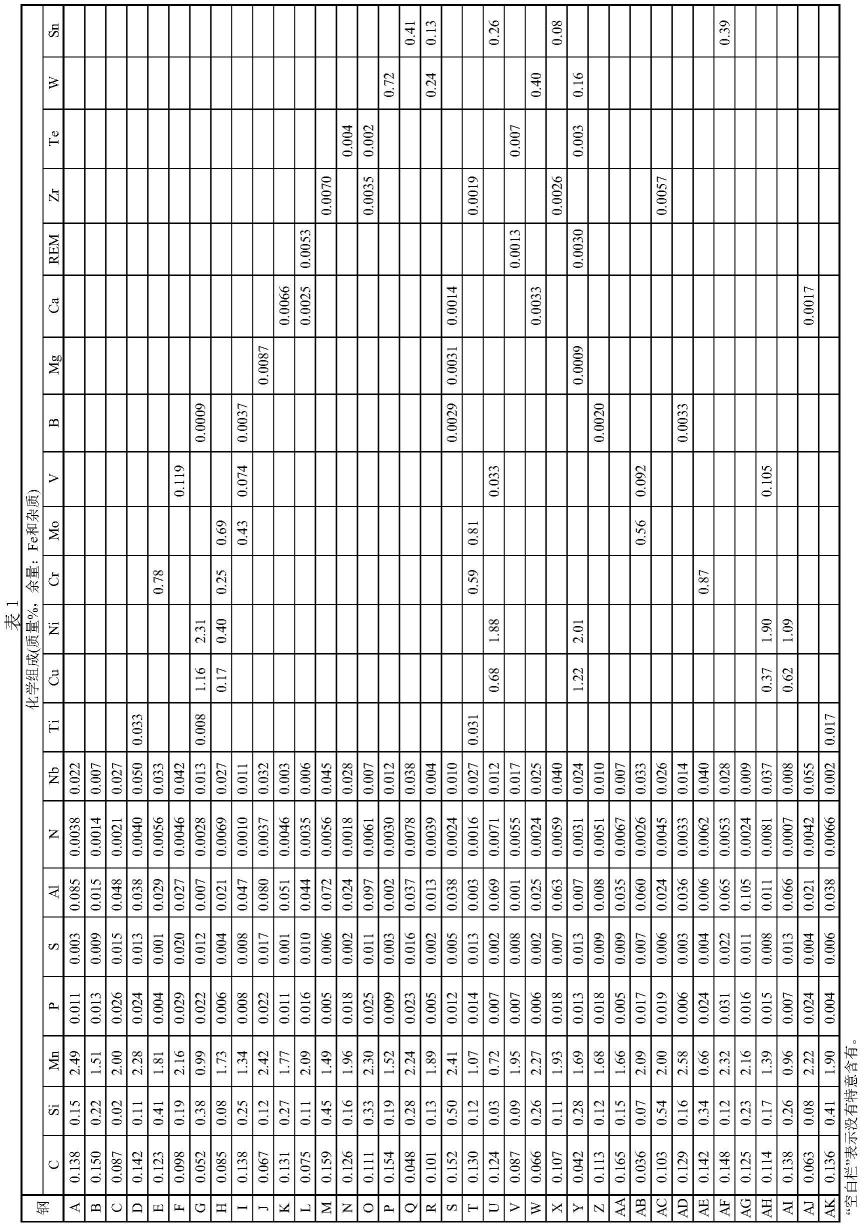
1.一种钢板,其中,钢板的化学组成以质量%计为c:0.040~0.160%、si:0.01~0.50%、mn:0.70~2.50%、p:0.030%以下、s:0.020%以下、al:0.001~0.100%、n:0.0010~0.0080%、nb:0.003~0.050%、余量:fe和杂质,在所述钢板的与轧制方向垂直的截面,将所述钢板的厚度设为t时,距离所述钢板的表面的距离为1/4t的位置处的金相组织以面积%计含有80%以上的贝氏体,并且构成所述贝氏体的贝氏体铁素体的长轴方向的平均长度为10μm以下,在所述钢板的与轧制方向和厚度方向平行的截面,距离所述钢板的表面的距离为1/4t的位置处的原奥氏体晶粒的厚度方向的平均长度为20μm以下,长宽比平均为2.5以上,作为所述钢板的相对于轧制方向垂直的面的垂直面的距离所述表面的距离为1/10t的位置处,{110}面相对于所述垂直面形成15
°
以内的角度的区域的面积率为30~60%,所述垂直面的距离所述表面的距离为1/4t的位置处,{100}面相对于所述垂直面形成15
°
以内的角度的区域的面积率为10~40%,所述垂直面的距离所述表面的距离为1/2t的位置处,{110}面相对于所述垂直面形成15
°
以内的角度的区域的面积率为40~70%。2.根据权利要求1所述的钢板,其中,所述化学组成替代所述fe的一部分而以质量%计含有选自由ti:0.050%以下、cu:1.50%以下、ni:2.50%以下、cr:1.00%以下、mo:1.00%以下、v:0.150%以下、和b:0.0050%以下组成的组中的至少一种以上。3.根据权利要求1或权利要求2所述的钢板,其中,所述化学组成替代所述fe的一部分而以质量%计含有选自由mg:0.0100%以下、ca:0.0100%以下、和rem:0.0100%以下组成的组中的至少一种以上。4.根据权利要求1~权利要求3中任一项所述的钢板,其中,所述化学组成替代所述fe的一部分而以质量%计含有选自由zr:0.0100%以下、和te:0.0100%以下组成的组中的至少一种以上。
5.根据权利要求1~权利要求4中任一项所述的钢板,其中,所述化学组成替代所述fe的一部分而以质量%计含有选自由w:1.00%以下、和sn:0.50%以下组成的组中的至少一种以上。6.一种钢板的制造方法,其为权利要求1~权利要求5中任一项所述的钢板的制造方法,所述制造方法对具有权利要求1~权利要求5中任一项所述的化学组成的钢坯依次实施加热工序、粗轧工序、一次加速冷却工序、精轧工序和二次加速冷却工序,其中,在所述加热工序中,将所述钢坯加热至950~1080℃的加热温度,所述粗轧工序在所述钢坯的表面温度为t
rex
以上且1050℃以下的范围实施,将所述粗轧工序中的累积压下率设为10~75%,在所述一次加速冷却工序中,在所述钢坯的表面温度为ar3以上的范围开始冷却,在500℃以上且ar
3-30℃以下的范围停止冷却,并且在期间的平均冷却速度成为35~100℃/秒的条件下水冷,所述精轧工序在所述钢坯的表面温度低于t
rex
的范围并且所述钢坯的厚度中央部的温度为ar3以上且低于t
rex
的范围实施,将所述精轧工序中的轧制道次数n设为4~15道次、将利用下述(i)式求出的轧制形状比m
j
的平均值设为0.5~1.0、将累积压下率设为65~90%、并且将道次间时间设为15秒以下,将从所述精轧工序完成起直至所述二次加速冷却工序中的冷却开始为止的时间设为50秒以下,在所述二次加速冷却工序中,在将冷却开始温度设为t
rex-10℃以下、并且从冷却开始起直至冷却结束为止的平均冷却速度成为5~50℃/秒的条件下,水冷至0~550℃的冷却停止温度,m
j
=2(r(h
j-1-h
j
))
1/2
/(h
j-1
h
j
)
ꢀꢀ
(i)在此,上述式中的j表示1~n的自然数、m
j
表示第j道次的轧制形状比、r表示辊半径、h
j-1
表示j-1道次后的板厚、h
j
表示j道次后的板厚,其中,n为轧制道次数,所述辊半径的单位为mm,所述j-1道次后的板厚的单位为mm,所述j道次后的板厚的单位为mm,另外,ar3通过下述(ii)式求出,t
rex
通过下述(iii)式求出,需要说明的是,下述式中的元素符号表示钢板中含有的各元素的质量%含量,不含有的情况下代入0,ar3=910-310
×
c 65
×
si-80
×
mn-20
×
cu-55
×
ni-15
×
cr-80
×
mo
ꢀꢀ
(ii)t
rex
=-91900[nb*]2 9400[nb*] 770
ꢀꢀ
(iii)其中,将通过下述(iv)式求出的以质量%计的固溶nb量设为sol.nb时,在nb≥sol.nb的情况下,[nb*]=sol.nb,在nb<sol.nb的情况下,[nb*]=nb,sol.nb=(10
(-6770/(t 273) 2.26)
)/(c 12/14
×
n)
ꢀꢀꢀ
(iv)需要说明的是,上述式中的t表示加热工序中的钢坯的加热温度,所述加热温度的单位为℃。7.根据权利要求6所述的钢板的制造方法,其中,在所述二次加速冷却工序之后,还实
施加热至350~650℃的温度范围的回火工序。
技术总结
一种钢板,其化学组成以质量%计为C:0.040~0.160%、Si:0.01~0.50%、Mn:0.70~2.50%、P:0.030%以下、S:0.020%以下、Al:0.001~0.100%、N:0.0010~0.0080%、Nb:0.003~0.050%、余量:Fe和杂质,在C截面,1/4t位置的金相组织含有80面积%以上的贝氏体,构成贝氏体的贝氏体铁素体的长轴方向的平均长度为10μm以下,在L截面,1/4t位置的原奥氏体晶粒的厚度方向的平均长度为20μm以下,长宽比平均为2.5以上,1/10t位置处的{110}的面积率为30~60%,1/4t位置处的{100}的面积率为10~40%,1/2t位置处的{110}的面积率为40~70%。70%。
技术研发人员:中井启介 今城大贵 中村真吾 新宅祥晃 中岛清孝
受保护的技术使用者:日本制铁株式会社
技术研发日:2021.08.31
技术公布日:2022/11/18
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。