1.本实用新型属于水平连续铸造技术领域,具体涉及一种水平连铸石墨结晶器。
背景技术:
2.水平连铸是生产合金板坯的重要工序,金属液由铸造炉进入结晶器内发生凝固、结晶成为铸坯,而铸坯质量的好坏关键在于结晶器内冷却强度是否均匀、适宜。目前结晶器结构主要包括冷却水套和石墨模具,其中石墨模具由上下两块石墨板及左右两块石墨边条组成,两块石墨板一侧通过螺栓连接与水套壁面紧密贴合,可保证为上下模具表面提供大面积区域冷却。
3.然而通常在实际生产过程中铸坯表面温度波动较大,分布不均匀,结晶线形状不规则。一方面板坯边部受到上下表面石墨板及边部石墨边条的二维冷却,导致边部冷却强度高于中部。这使得边部结晶位置领先于心部,且边部凝固速度过快容易形成铸造应力,反映在铸坯组织分布上表现为结晶线弯曲,组织不均匀、元素偏析严重及边部开裂等问题;另一方面由于冷却水套结构不合理,内部流槽结垢堵塞等问题可导致传热不均匀,金属液结晶位置存在前后差异,引起铸坯表面温度场分布不均匀、结晶线形状不规则等。上述问题及所致铸坯缺陷会降低产品成材率并影响成品板带材的表面质量。针对上述问题,现有技术中通过在石墨板上开槽来改变石墨结构及冷却方式,从而改善了铸坯的结晶顺序,提高了组织均匀性,提高了铸坯质量。但是在石墨板上开槽会降低石墨板的结构强度,影响其使用寿命。
技术实现要素:
4.因此,本实用新型提供一种水平连铸石墨结晶器,能够克服现有技术中通过在石墨板上开槽来改变石墨结构及冷却方式,虽然提高了铸坯质量,但开槽会降低石墨板的结构强度,影响其使用寿命的不足。
5.为了解决上述问题,本实用新型提供一种水平连铸石墨结晶器,包括:两个石墨板体和两个石墨条体,两个所述石墨条体被夹持于两个所述石墨板体之间,两个所述石墨板体和两个所述石墨条体共同围合形成结晶通道,至少一个所述石墨板体上构造有缓冷槽,所述缓冷槽处于所述石墨板体背离所述结晶通道的一侧,所述缓冷槽内填充有第一填充层,所述第一填充层的热传导率低于石墨的热传导率,所述石墨板体构造有缓冷槽的侧面上还装配有冷却水套。
6.在一些实施方式中,所述结晶通道具有入口,所述缓冷槽包括第一凹槽和两个第二凹槽,所述第一凹槽自一个所述石墨条体至另一个所述石墨条体的方向上延伸,且所述第一凹槽靠近所述入口,所述第二凹槽的延伸方向与所述石墨条体的延伸方向相同,且两个所述第二凹槽分别靠近两个所述石墨条体。
7.在一些实施方式中,所述第一凹槽具有自一个所述石墨条体至另一个所述石墨条体的方向上延伸的两个第一侧壁,两个所述第一侧壁平行。
8.在一些实施方式中,所述石墨板体具有处于所述入口侧的第一边,所述第一侧壁与所述第一边平行。
9.在一些实施方式中,靠近所述第一边的所述第一侧壁和所述第一边之间的距离为60-70mm。
10.在一些实施方式中,所述第一凹槽的深度为0.5-2mm。
11.在一些实施方式中,所述第二凹槽具有与所述石墨条体的延伸方向相同的两个第二侧壁,两个所述第二侧壁平行。
12.在一些实施方式中,所述石墨板体具有与所述石墨条体的延伸方向相同的第二边,所述第二侧壁与所述第二边平行。
13.在一些实施方式中,靠近所述第二边的所述第二侧壁和所述第二边之间的距离为20-30mm。
14.在一些实施方式中,所述第二凹槽的深度为0.5-2mm;和/或,所述第一凹槽同时与两个所述第二凹槽连通。
15.本实用新型提供一种水平连铸石墨结晶器,通过在石墨板体上构造缓冷槽,在缓冷槽内填充热传导率低于石墨的第一填充层,可使石墨板体在保持结构强度的同时,其对应位置处的热传导率降低,从而增加局部界面热阻,减缓冷却强度,改善铸坯凝固速率,提高组织均匀性,减少铸造应力,提高铸坯质量。最终在确保石墨板体结构强度的前提下,提高了铸坯质量,从而也延长了石墨板体的使用寿命。
附图说明
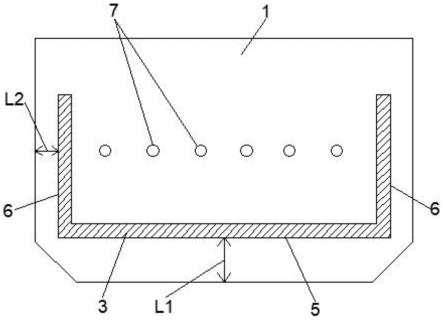
16.图1为本实用新型实施例的水平连铸石墨结晶器的石墨板体的结构示意图;
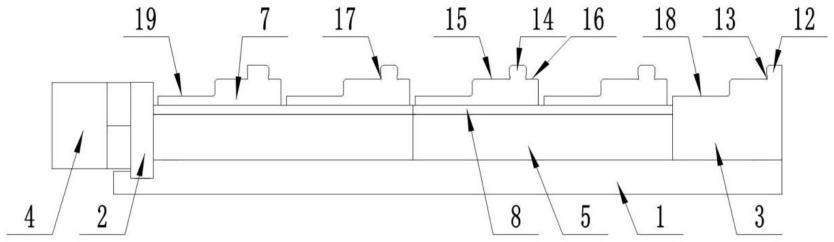
17.图2为本实用新型实施例的水平连铸石墨结晶器的石墨模具的结构示意图;
18.图3为本实用新型实施例的水平连铸石墨结晶器的结构示意图。
19.附图标记表示为:
20.1、石墨板体;2、石墨条体;3、第一填充层;4、冷却水套;5、第一凹槽;6、第二凹槽;7、螺纹孔。
具体实施方式
21.结合参见图1至图3所示,根据本实用新型的实施例,提供一种水平连铸石墨结晶器,包括:两个石墨板体1和两个石墨条体2,两个石墨条体2被夹持于两个石墨板体1之间,两个石墨板体1和两个石墨条体2共同围合形成结晶通道,至少一个石墨板体1上构造有缓冷槽,缓冷槽处于石墨板体1背离结晶通道的一侧,缓冷槽内填充有第一填充层3,所述第一填充层3的热传导率低于石墨的热传导率,石墨板体1构造有缓冷槽的侧面上还装配有冷却水套4。该技术方案中,通过在石墨板体1上构造缓冷槽,在缓冷槽内填充热传导率低于石墨的第一填充层3,可使石墨板体1在保持结构强度的同时,增加局部界面热阻,使对应位置处的热传导率降低,从而减缓该处冷却强度,改善铸坯凝固速率不一致问题,提高组织均匀性,减少铸造应力,提高铸坯质量。最终在确保石墨板体1结构强度的前提下,提高了铸坯质量,从而也延长了石墨板体1的使用寿命。其中,第一填充层3可以是石棉网、陶瓷片、玻璃纤维等。
22.作为一种具体的实施方式,结晶通道具有入口,缓冷槽包括第一凹槽5和两个第二凹槽6,第一凹槽5自一个石墨条体2至另一个石墨条体2的方向上延伸,且第一凹槽5靠近入口,第二凹槽6的延伸方向与石墨条体2的延伸方向相同,且两个第二凹槽6分别靠近两个石墨条体2。一方面由于铸坯边部分别和石墨条体2以及上下石墨板体1的表面接触,因此铸坯边部冷却较快,两个第二凹槽6能够延缓结晶通道内铸坯边部的冷却情况。另一方面由于冷却水套4结构不合理,内部流槽结垢堵塞等问题可导致传热不均匀,金属液结晶位置存在前后差异,引起铸坯表面温度场分布不均匀、结晶线形状不规则等。而第一凹槽5的构造能够降低铸坯表面边部与中部的温差,使边部冷却速率与中部接近一致,获得均匀适宜的温度场,进一步改善铸坯凝固速率,改善铸坯结晶顺序,降低边部偏析问题,使结晶线平直,铸坯造型良好。
23.具体的,第一凹槽5具有自一个石墨条体2至另一个石墨条体2的方向上延伸的两个第一侧壁,两个第一侧壁平行。因此第一凹槽5为宽度恒定的一字槽,这样能够为铸坯的中部提供均匀的空气层,达到均匀的冷却效果。
24.在本实施例中,石墨板体1具有处于入口侧的第一边,第一侧壁与第一边平行,这样能够确保结晶通道内铸坯的中间各部位冷却效果一致,更进一步提高铸坯的结晶质量。
25.结合参见图1所示,两个石墨板体1和两个石墨条体2形成的石墨模具具有纵切面为梯形的部分和纵切面为矩形的另一部分。其中,纵切面为梯形的部分处于结晶通道入口侧,此处仍为铜液所在区域,纵切面为矩形的部分主要是铸坯的冷却区域,为了使第一凹槽5避开纵切面为梯形的这部分以发挥延缓冷却铸坯中部的作用,优选的,第一凹槽5靠近第一边的第一侧壁和第一边之间的距离l1为60-70mm。
26.作为一种具体的实施方式,当第一凹槽5较深时,对石墨板体1的结构强度影响较大;第一凹槽5较浅时,影响冷却效果,因此第一凹槽5的深度需要在一个合理的数值范围内。优选的,第一凹槽5的深度为0.5-2mm。
27.具体的,第二凹槽6具有与石墨条体2的延伸方向相同的两个第二侧壁,两个第二侧壁平行。则第二凹槽6为宽度恒定的一字槽,这样能够为铸坯的边部提供均匀的空气层,达到均匀的冷却效果。
28.在本实施例中,在石墨模具的纵切面为矩形的这部分结构内,石墨条体2为宽度恒定的条形体,石墨板体1为长方体结构,石墨条体2远离结晶通道的侧面和两个石墨板体1的侧面平齐。当第二凹槽6的两个第二侧壁与石墨板体1的第二边平行时,能够确保结晶通道内铸坯的边部各处的冷却效果一致,更进一步提高铸坯的结晶质量。
29.结合参见图1所示,靠近第二边的第二侧壁和第二边之间的距离为20-30mm。石墨条体2的宽度在25mm左右,当第二凹槽6靠近第二边的第二侧壁和第二边之间的距离l2为20-30mm时,可确保铸坯的边部处于第二凹槽6所在区域内,从而达到延缓冷却铸坯边部的目的。
30.在本实施例中,第二凹槽6较深时,对石墨板体1的结构强度影响较大;第二凹槽6较浅时,影响冷却效果,因此第二凹槽6的深度需要在一个合理的数值范围内。优选的,第二凹槽6的深度为0.5-2mm。同时,第一凹槽5和第二凹槽6的深度可以根据铸坯边部和中部的冷却情况不同进行单独调整,从而达到更好的冷却效果。
31.具体的,第一凹槽5同时与两个第二凹槽6连通,这样能够使整体冷却效果更好。石
墨板体1上还构造有多个螺纹孔7,各螺纹孔7均处于两个第二凹槽6之间,且螺纹孔7均匀分布在石墨板体1的中间位置。通过将水套上的螺栓螺纹连接在螺纹孔7内,使水套与石墨板体1固定贴合在一起。
32.本领域的技术人员容易理解的是,在不冲突的前提下,上述各有利方式可以自由地组合、叠加。
33.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。以上仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。