1.本实用新型涉及自动化机械制造技术领域,具体涉及一种皮壳封面机。
背景技术:
2.现有技术中的皮壳封面机在生产过程中需要人工辅助,从而造成工作效率下降;其次,整机功能单一,各机构工序之间不连贯,只能完成某整个组装的一个工序;再者,产品单一化,只能做一类产品。
3.综合上述,成为本领域技术人员亟待要解决的技术问题。
技术实现要素:
4.为了克服上述缺陷,本实用新型的目的在于提供一种皮壳封面机,功能全面,集合多个工序,可自动生产组装多类型的皮壳,提高工作效率。
5.为实现上述目的,本实用新型采用的技术方案是:
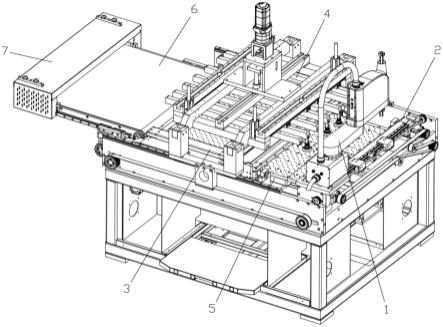
6.一种皮壳封面机,包括设置在机架上的入料转移装置、长边包边成型装置、宽边包边成型装置、上模机构、下模机构、出料传输带,与出料传输带配合使用的压轮机构。
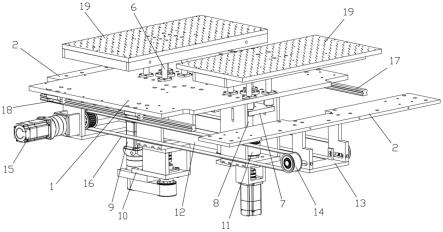
7.进一步的,包括两组长边包边成型装置,每组长边包边成型装置均采用独立伺服电机控制运行,两组长边包边成型装置能够同时运行或单独运行;每组长边包边成型装置包括长刀组连接座,长刀组连接座连接在导轨机构ⅰ,导轨机构ⅰ连接在支撑座,长刀组连接座连接有长刀板,长刀板连接有打角刀挟角导轨机构ⅱ,打角刀挟角导轨机构ⅱ连接有打角刀固定块,打角刀固定块连接有打角刀;长边包边成型装置还包括与导轨机构ⅰ配合的丝杆ⅰ,与打角刀挟角导轨机构ⅱ配合的丝杆ⅱ,丝杆ⅰ连接丝杆固定座ⅰ和长刀组连接座,丝杆ⅱ连接丝杆固定座ⅱ和打角刀固定块。
8.进一步的,包括两组宽边包边成型装置,每组宽边包边成型装置均采用独立伺服电机控制运行,两组宽边包边成型装置能够同时运行或单独运行;每组宽边包边成型装置包括短刀组连接座,短刀组连接座连接有短边成型刀板,短刀组连接座连接在导轨机构ⅲ,导轨机构ⅲ连接在导轨机构支撑板;宽边包边成型装置还包括与导轨机构ⅲ配合的丝杆ⅲ,丝杆ⅲ连接短刀组连接座和丝杆固定座ⅲ,丝杆固定座ⅲ,连接在导轨机构支撑板。
9.进一步的,上模机构包括机械手伺服支撑块ⅰ、机械手伺服支撑块ⅱ和机械手上下支撑块,机械手伺服支撑块ⅱ上设置有移动导轨,设置在移动导轨上的导轨滑块,每组导轨滑块上连接吸盘架,吸盘架上设置有吸盘;机械手上下支撑块上设置有上模连接板,上模连接板上设置有丝杆导向棒,丝杆导向棒连接丝杆固定板和上丝杆固定板,丝杆固定板上设置有上模丝杆,上模丝杆连接上丝杆固定板和伺服电机,丝杆固定板连接机械手支撑连接架,机械手支撑连接架两端设置有机械手支撑座,机械手支撑连接架设置有直线轨固定座,以及连接在机械手伺服支撑块ⅰ和直线轨固定座的线轨导向棒。
10.进一步的,吸盘架开设有t型凹槽,于该t型凹槽内设置有t形螺母,吸盘通过吸盘连接杆与t形螺母连接,吸盘连接杆圆周面开设有吸风孔。机械手支撑座设置在导轨移动板
上,导轨移动板设置在同步连接块。
11.进一步的,下模机构包括上模板和机架联接板,上模板上设置有两组模具,模具面板上开设有若干吸风孔,模具底部连接有导杆固定板,导杆固定板上还连接有导杆,导杆组合轴承和上模板连接到丝杆固定板,丝杆固定板上还连接有下模丝杆,两组模具下模丝杆均套设有同步轮ⅰ,两同步轮ⅰ之间连接有皮带;两个机架联接板上均设置有固定架,固定架上设置两组同步轮ⅱ,伺服电机连接轴穿设连接同步轮ⅱ,两同步轮ⅱ之间连接有皮带。
12.模具连接有吸风盖板和横梁拉筋,导杆固定板与横梁拉筋和模具连接;上模板底板设置有导轨,及活动连接在导轨的滑块。
13.进一步的,压轮机构采用单边旋钮控制压轮与出料传输带出料口大小。
14.进一步的,机架还设置有自动伸缩式的脚踏板,脚踏板其作用垫高,便于操作人员对设备进行操作调试。
15.本实用新型的有益效果:
16.1、本实用新型皮壳封面机,功能全面,集合多个工序,自动化生产多类型的皮壳,提高工作效率。
17.2、本实用新型提供皮壳封面机包边机构,实现了调试更方便快捷,省掉不必要的结构,减少整体结构复杂性,提高应用范围,提升运转效率,提高生产效率。长边包边成型装置和宽边包边成型装置可根据产品长宽尺寸,随意调节合适的长宽尺寸,实现了不用换上下模。长边包边成型装置和宽边包边成型装置均采用伺服电机和丝杠控制,每组刀板都有单独的伺服电机控制,可以更精准的控制产品折边深度位置,保证包边成型稳定性,每组刀板可以单独移动、可同时移动。
18.3、本实用新型下模机构,采用双模具工位设计对产品进行横向成型和纵向成型,模具上设计吸风孔,防止工作过程中产品移位,以保证生产平稳性,减少产品报废。模具具有横梁拉筋、吸风盖板,横梁拉筋防止模具变形,吸风盖板防止漏气;做各种尺寸、各形状产品模具均无需拆装,减少调试时间,增加稳定性,延长使用寿命,提高生产效率。
19.下模机构在上模板设计有导轨,及活动连接在导轨的滑块,以及伺服电机和同步轮结构,调试时根据产品尺寸大小,上模板移动产品成型所需位置,与本实用新型配合的上模具机构同时移动,伺服电机控制移动产品成型所需位置,让位置精准,到位平稳,便于调试,减少机械手入料行程,提高入料速度,缩短取料机械手移动行程,提高入料取料速度,缩短运动时间,提高生产效率。
20.4、本实用新型上模机构,整个上模机构取料精准,平稳。另外,本上模机构采用了伺服电机驱动,在丝杆、轴承导向配合下进行整机构上下移动,以保证取料位置的精准,平稳,提高取放料速度,稳定性。设置的机械手伺服支撑块ⅱ上设计了有移动导轨和导轨滑块,每组导轨滑块连接吸盘架,吸盘架上设计有吸盘;吸盘架设计了t型凹槽,于该t型凹槽内设计有能够在t型凹槽活动移动的t形螺母,吸盘通过吸盘连接杆与t形螺母连接。通过上述设计,能够根据实际产品尺寸调节吸盘位置,便于快速找到吸盘吸料的合适位置,调试无需拆装,调试简单快捷,节省调试时间,吸料的稳定性。
21.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
附图说明
22.图1所示为本实用新型皮壳封面机结构示意图;
23.图2所示为本实用新型皮壳封面机结构示意图;
24.图3所示为本实用新型封面机包边机构结构示意图;
25.图4所示为本实用新型封面机包边机构结构示意图;
26.图5所示为本实用新型封面机上模机构结构示意图;
27.图6所示为本实用新型封面机上模机构结构示意图;
28.图7所示为本实用新型封面机上模机构结构示意图;
29.图8所示为本实用新型封面机下模机构结构示意图;
30.图9所示为本实用新型封面机下模机构结构示意图;
31.图10所示为本实用新型封面机下模机构结构示意图。
具体实施方式
32.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
33.参阅附图1-10,本实施例提供一种皮壳封面机,包括设置在机架上的入料转移装置1、长边包边成型装置2、宽边包边成型装置3、上模机构4、下模机构5、出料传输带6,与出料传输带6配合使用的压轮机构7。本实施例皮壳封面机机架还设置有自动伸缩式的脚踏板8,脚踏板8其作用垫高,便于操作人员对设备进行操作调试。
34.本实施例皮壳封面机包括两组长边包边成型装置2,每组长边包边成型装置2均采用独立伺服电机控制运行,两组长边包边成型装置2能够同时运行或单独运行;每组长边包边成型装置2包括长刀组连接座20,长刀组连接座20连接在导轨机构ⅰ21,导轨机构ⅰ21连接在支撑座22,长刀组连接座20连接有长刀板23,长刀板23连接有打角刀挟角导轨机构ⅱ24,打角刀挟角导轨机构ⅱ24连接有打角刀固定块25,打角刀固定块25连接有打角刀26;长边包边成型装置2还包括与导轨机构ⅰ21配合的丝杆ⅰ28,与打角刀挟角导轨机构ⅱ24配合的丝杆ⅱ29,丝杆ⅰ28连接丝杆固定座ⅰ27和长刀组连接座20,丝杆ⅱ29连接丝杆固定座ⅱ210和打角刀固定块25。
35.本实施例皮壳封面机包括两组宽边包边成型装置3,每组宽边包边成型装置3均采用独立伺服电机控制运行,两组宽边包边成型装置3能够同时运行或单独运行;每组宽边包边成型装置3包括短刀组连接座30,短刀组连接座30连接有短边成型刀板31,短刀组连接座30连接在导轨机构ⅲ32,导轨机构ⅲ32连接在导轨机构支撑板33;宽边包边成型装置3还包括与导轨机构ⅲ32配合的丝杆ⅲ35,丝杆ⅲ35连接短刀组连接座30和丝杆固定座ⅲ34,丝杆固定座ⅲ34,连接在导轨机构支撑板33。
36.本实施例皮壳封面机上模机构4包括机械手伺服支撑块ⅰ41、机械手伺服支撑块ⅱ42和机械手上下支撑块43,机械手伺服支撑块ⅱ42上设置有移动导轨44,设置在移动导轨44上的导轨滑块45,每组导轨滑块45上连接吸盘架46,吸盘架46上设置有吸盘47;机械手上下支撑块43上设置有上模连接板48,上模连接板48上设置有丝杆导向棒49,丝杆导向棒9连
接丝杆固定板410和上丝杆固定板411,丝杆固定板410上设置有上模丝杆412,上模丝杆412连接上丝杆固定板411和伺服电机414,丝杆固定板410连接机械手支撑连接架415,机械手支撑连接架415两端设置有机械手支撑座416,机械手支撑连接架415设置有直线轨固定座417,以及连接在机械手伺服支撑块ⅰ41和直线轨固定座417的线轨导向棒418。
37.吸盘架46开设有t型凹槽,于该t型凹槽内设置有t形螺母419,吸盘47通过吸盘连接杆420与t形螺母419连接,吸盘连接杆420圆周面开设有吸风孔421。机械手支撑座416设置在导轨移动板422上,导轨移动板422设置在同步连接块423。
38.本实施例皮壳封面机下模机构5包括上模板51和机架联接板52,上模板51上设置有两组模具519,模具519面板上开设有若干吸风孔,模具519底部连接有导杆固定板55,导杆固定板55上还连接有导杆56,导杆56组合轴承和上模板1连接到丝杆固定板57,丝杆固定板57上还连接有下模丝杆58,两组模具519下模丝杆58均套设有同步轮ⅰ511,两同步轮ⅰ511之间连接有皮带512;两个机架联接板52上均设置有固定架513,固定架513上设置两组同步轮ⅱ514,伺服电机515连接轴穿设连接同步轮ⅱ514,两同步轮ⅱ514之间连接有皮带516。
39.模具519连接有吸风盖板53和横梁拉筋54,导杆固定板55与横梁拉筋54和模具519连接;上模板51底板设置有导轨517,及活动连接在导轨517的滑块518。
40.本实施例皮壳封面机压轮机构7采用单边旋钮控制压轮与出料传输带6之间出料口大小。
41.本实用新型皮壳封面机的成型过程:
42.皮壳通过入料转移装置1(为平行四轴scara机械手)从待料区转移到长边包边工位,通过长边包边成型装置2和下模机构5配合下,对皮壳长边进行挟角包边粘合工序,长边粘合完成,上模机构4机械手启动,由吸盘架46上的吸盘47对皮壳做抓取转移动作,将皮壳转移到皮壳宽边包边工位,再通过宽边包边成型装置3和下模机构5配合下,对皮壳宽边进行包边粘合工序,宽边粘合工序完成,上模机构4机械手再启动,吸盘架46上的吸盘47对已完成长边和宽边包边工序的皮壳做同步抓取转移动作,将其转移到出料传输带6,最后由出料传输带6输送到压轮机构7,由压轮机构7对皮壳进一步压合;在输送上一产品出料过程的同时,同步,入料转移装置1再次从待料区将未成型产品移到长边包边工位,长边成型的同时取放料至短边成型工位,各机构重复上述长边成型、宽边成型、出料步骤进入下一轮循环。
43.本上模机构4机械手上设置两个抓取区域,前区域为抓取皮壳转移到宽边包边工位,后区域为抓取皮壳转移到出料传输带6,本上模机构4机械手在抓取转移过程,前后两个抓取区域是同步将皮壳转移。
44.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围情况下,都可利用上述揭示的方法和技术内容对本实用新型技术方案作出许多可能的变动和修饰,或修改为等同变化的等效实施例。故凡是未脱离本实用新型技术方案的内容,依据本实用新型之形状、构造及原理所作的等效变化,均应涵盖于本实用新型的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。