1.本实用新型涉及管状产品水口加工技术领域,尤其涉及一种自动切削管子产品的定位装置。
背景技术:
2.现有技术中,高玻纤含量注塑成型的管状产品会在管口处产生环形水口,一般情况下是通过人工锯除水口,之后再用打磨设备比如砂轮等对管口处进行磨平,加工过程中产品总长尺寸极难控制,不仅人工成本大,失去产品价格优势;而且人工锯除水口易致产品弄伤,增加不良率,残留水口易附着于产品表面;同时因为水口玻纤含量高,水口硬度高,锯片极易断裂。申请号为202021099836.9的中国专利《一种环形水口车削设备》当中公开了一种针对上述问题的加工设备,通过机械手/人工将工件穿过第一通孔放置于旋转卡盘上,触动光电感应器,定位机构定位并返回,旋转卡盘将工件固定并带动工件旋转,车削机构车削加工时工件的水口与工件分离,旋转卡盘松开更换或取出工件完成加工。实现了对产品环形水口的自动加工,极大提升效率和产品良率。当中的定位机构主要用于辅助产品定位的功能,如果定位机构与管状产品之间的接触面设计为平面会因为太大的接触面积导致间隙不稳定,如果接触面设计成很小的面比如刀口状侧会因为局部压强过大导致切深影响加工精度,上述专利中并没有公开定位机构的具体结构。针对上述问题,本发明提供了一种切削管子产品的定位装置。
技术实现要素:
3.本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种定位接触面为曲面,从而增强产品最终加工精度并有效减小产品间隙带来的精度公差的一种自动切削管子产品的定位装置。
4.本实用新型所采用的技术方案是:本实用新型包括机架、控制面板、旋转卡盘、升降机构以及车削机构,所述机架上表面设有通孔,所述旋转卡盘和所述升降机构冲上往下依次设置于所述通孔下方,所述车削机构设置在所述机架上表面并位于所述通孔一侧,在所述机架上表面位于所述通孔周侧位置上还设置有定位机构,所述定位机构包括定位气缸、设置在所述定位气缸输出端的定位头支架以及定位杆,所述定位杆穿透所述定位头支架左右两侧壁设置于所述定位头支架内并与其沿垂直方向滑动配合,在所述定位头支架左右两侧壁外侧设置有复位弹簧,所述复位弹簧上下两端分别与所述定位杆以及所述定位头支架相连接。
5.进一步地,在所述定位头支架左右两侧壁上均设置有竖向滑槽,位于所述竖向滑槽下方位置还设置有弹簧拉杆,所述定位杆左右两端位于所述竖向滑槽内并与其滑动配合,所述复位弹簧下端与所述弹簧拉杆固定连接。
6.进一步地,在所述机架上表面对应所述定位机构的位置上还设置有两侧方定位架,两所述侧方定位架之间相隔距离与所述定位头支架的宽度相适配,其中任意一侧所述
侧方定位架上设置有光纤传感器。
7.进一步地,所述旋转卡盘包括设置于所述机架上的第一电机、通过传动皮带与所述第一电机驱动连接的转动轴以及设置在所述转动轴顶部的三抓卡盘,所述转动轴和所述三抓卡盘均与所述通孔同轴设置,且所述转动轴和所述三抓卡盘的轴心均为与产品相适配的空心设计。
8.进一步地,在所述机架上设置有至少一组与所述转动轴相适配的转动轴承,在所述转动轴承上架设有包覆所述三抓卡盘的环形罩,所述机架上与所述定位机构相对应的位置上还设置有用于卡定所述环形罩的锁定模块。
9.进一步地,所述锁定模块包括锁定气缸、与所述锁定气缸输出端相连接的锁定头以及设置在所述三抓卡盘上的连接柱,在所述转动轴承上还设置有第二光纤传感器,所述环形罩上设置有与所述锁定头相适配的半圆槽,所述锁定头、所述第二光纤传感器以及所述半圆槽位于同一垂直平面上。
10.进一步地,所述升降机构包括固定设置在所述机架下端的丝杆电机、通过连接板与所述丝杆电机驱动连接的升降杆以及同样设置在所述机架下端并与所述连接板滑动配合的竖向滑轨,所述升降杆与所述通孔同轴设计并可在所述转动轴和所述三抓卡盘的空心设计内垂直移动。
11.进一步地,所述车削机构位于所述通孔周侧并与所述定位机构垂直设计,包括车削丝杆、与所述车削丝杆相适配的车削滑块以及固定设置在所述车削滑块上的车刀,所述车刀的延长线过所述通孔圆心。
12.进一步地,在所述机架上表面相对所述定位机构的位置上还设置有除削机构,包括与外部风机相连接的吸削管以及设置于所述吸削管入削口左右两侧的防削板,所述防削板为弧形设计且弧度与所述通孔相适配。
13.最后,在所述机架上表面还设置有挡板,所述控制面板固定设置在所述挡板上,在所述挡板上还设置有警示灯。
14.与现有技术相比,本实用新型的有益效果是:通过设置在所述定位头支架内的所述定位杆,承担管状产品放入到所述通孔后再向上定位的功能,由于管状产品顶端存在水口,可能因毛边等因素对定位产生不确定性,通过表面光滑的所述定位杆与管状产品顶部进行接触,一方面能有效增强产品加工的精度,同时随着产品不断往上移动,管状产品的顶部克服所述复位弹簧的拉力并逐步消除所述定位杆与产品顶部之前的间隙,直至管状产品顶部的毛边被压低消除,最后在所述升降机构的作用下带动产品升至预设高度,即需要切削的位置对准所述车削机构,完成定位工作。因此,本实用新型提供了一种定位接触面为曲面,从而增强产品最终加工精度并有效减小产品间隙带来的精度公差的一种自动切削管子产品的定位装置。
附图说明
15.图1是本实用新型的结构示意图;
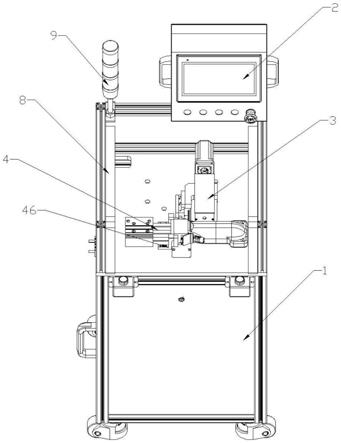
16.图2是本实用新型的内部结构示意图;
17.图3是所述定位机构的结构示意图;
18.图4是所述旋转卡盘的结构示意图;
19.图5是所述升降机构的结构示意图;
20.图6是所述车削机构的结构示意图;
21.图7是所述除削机构的结构示意图。
具体实施方式
22.如图1、图2、图3、图4、图5、图6和图7所示,本实用新型包括机架1、控制面板2、旋转卡盘、升降机构以及车削机构3,所述机架1上表面设有通孔,所述旋转卡盘和所述升降机构冲上往下依次设置于所述通孔下方,所述车削机构3设置在所述机架1上表面并位于所述通孔一侧,在所述机架 1上表面位于所述通孔周侧位置上还设置有定位机构4,所述定位机构4包括定位气缸40、设置在所述定位气缸40输出端的定位头支架41以及定位杆42,所述定位杆42穿透所述定位头支架41左右两侧壁设置于所述定位头支架41 内并与其沿垂直方向滑动配合,在所述定位头支架41左右两侧壁外侧设置有复位弹簧43,所述复位弹簧43上下两端分别与所述定位杆42以及所述定位头支架41相连接。
23.本实用新型的工作流程是:人工将管状产品放入至所述通孔内;点击所述控制面板2上的启动按钮发动设备;所述升降机构带动产品下降至最底部;所述定位气缸40启动并将所述定位头支架41向所述通孔的位置推动,并将所述定位杆42推至管状产品顶部的中心;所述升降机构带动管状产品上升并且上升速度随着管状产品与所述定位杆42的距离缩短而变慢;产品顶部克服两端的所述复位弹簧43的拉力不断往上升直至所述定位杆42与管状产品顶部之间没有间隙,从而达致将管状产品顶部的毛边完全压低至消除;所述升降机构再次下降并将管状产品调整至预先设定的位置(即管状产品设定的总尺寸长度的边界对准所述车削机构3);所述旋转卡盘将管状产品夹住,所述升降机构下降至最低位置,离开管状产品;所述定位气缸40复位,带动所述定位杆42离开管状产品顶部,完成定位动作并开始车削。上述过程中每个机构的运行动作均由plc编程控制,确保每个步骤在可控的范围内进行连续稳定的循环运作。
24.在本实施例中,在所述定位头支架41左右两侧壁上均设置有竖向滑槽 44,位于所述竖向滑槽44下方位置还设置有弹簧拉杆45,所述定位杆42左右两端位于所述竖向滑槽44内并与其滑动配合,所述复位弹簧43下端与所述弹簧拉杆45固定连接。在所述机架1上表面对应所述定位机构4的位置上还设置有两侧方定位架46,两所述侧方定位架46之间相隔距离与所述定位头支架41的宽度相适配,其中任意一侧所述侧方定位架46上设置有光纤传感器。在所述机架1上表面还设置有挡板8,所述控制面板2固定设置在所述挡板8上,在所述挡板8上还设置有警示灯9。
25.在本实用新型中,所述旋转卡盘包括设置于所述机架1上的第一电机5、通过传动皮带50与所述第一电机5驱动连接的转动轴51以及设置在所述转动轴51顶部的三抓卡盘52,所述转动轴51和所述三抓卡盘52均与所述通孔同轴设置,且所述转动轴51和所述三抓卡盘52的轴心均为与产品相适配的空心设计。在所述机架1上设置有至少一组与所述转动轴51相适配的转动轴承53,在所述转动轴承53上架设有包覆所述三抓卡盘52的环形罩54,所述机架1上与所述定位机构4相对应的位置上还设置有用于卡定所述环形罩 54的锁定模块。所述锁定模块包括锁定气缸55、与所述锁定气缸55输出端相连接的锁定头56以及设置在所述三抓卡盘52上的连接柱57,在所述转动轴承53上还设置有第二光纤传感器58,所述
环形罩54上设置有与所述锁定头56相适配的半圆槽59,所述锁定头56、所述第二光纤传感器58以及所述半圆槽59位于同一垂直平面上。所述第二光纤传感器58检测到连接柱57随着所述三抓卡盘52转动至与所述半圆槽59对准时,控制所述第一电机5停止转动,此时所述锁定气缸55启动并将所述锁定头56向外推出,直至所述锁定头56穿过所述半圆槽59与所述连接柱57相连接,实现将所述三抓卡盘 52卡定的功能,避免在定位过程中所述三抓卡盘52发生转动,造成加工误差。
26.在本实用新型中,所述升降机构包括固定设置在所述机架1下端的丝杆电机6、通过连接板60与所述丝杆电机6驱动连接的升降杆61以及同样设置在所述机架1下端并与所述连接板60滑动配合的竖向滑轨62,所述升降杆61与所述通孔同轴设计并可在所述转动轴51和所述三抓卡盘52的空心设计内垂直移动。由于所述转动轴51和所述三抓卡盘52均为空心设计,当需要将管状产品在垂直方向上调整位置时,可通过所述丝杆电机6带动所述升降杆61的升降来实现,当所述三抓卡盘52将产品夹住后并准备进行车削时,所述升降杆61回退至最低位置并离开产品,避免所述升降杆61跟随产品一起转动,对所述升降机构造成损坏。
27.在本实施例中,所述车削机构3位于所述通孔周侧并与所述定位机构4 垂直设计,包括车削丝杆30、与所述车削丝杆30相适配的车削滑块31以及固定设置在所述车削滑块31上的车刀32,所述车刀32的延长线过所述通孔圆心。
28.在本实施例中,在所述机架1上表面相对所述定位机构4的位置上还设置有除削机构,包括与外部风机相连接的吸削管7以及设置于所述吸削管7 入削口70左右两侧的防削板71,所述防削板71为弧形设计且弧度与所述通孔相适配。
29.最后需要强调的是,以上所述仅为本实用新型的优选实施例,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种变化和更改,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。