用于制造或包装消费品的自动机器的预测性维护的方法
1.相关申请的交叉引用
2.本专利申请要求于2020年6月23日提交的意大利专利申请第102020000014944号的优先权,其全部内容通过引用纳入本文。
技术领域
3.本发明涉及一种用于制造或包装消费品的自动机器的预测性维护的方法。
4.本发明在制造香烟盒的自动包装机器的预测性维护中找到了有利但非排他性的应用,下面的公开内容将明确地涉及该应用但不丧失一般性。
背景技术:
5.在用于加工消费品的制造厂中,最近提出了引入用于预测性维护的各种系统,即,能够提前一段时间确定何时需要对自动机器执行维护干预(例如调整、清洁或更换部件)的系统。
6.通过提前预测需要执行维护干预的时间,可以以协调和合理的方式对维护干预进行编程;以这种方式,优化了维护干预、机器停机时间和废弃产品的数量,即,减少到最低限度。
7.通常,这些预测是用在时间和设计方面特别昂贵的系统。特别地,在自动机器的建造期间,通常在根据经验或经过先进模拟后最有风险的机器部件上安装特殊的传感器。
8.在某些情况下,特别是为了检测部件的磨损,这些传感器被嵌入部件内部,并且一旦磨损变得明显就产生警告或警报。在其它情况下,加速计、摄像机和/或温度计被安装在要被监控的部件附近,以便检测单个被分析特征中的任何过度变化。
9.然而,局部变量的上述变化可能取决于多种因素,这些因素并不总是能够借助适当的传感器检测到。例如,刀片的快速消耗可能是由于切割区域中存在污垢、螺钉松动、振动、附近区域过热、切割或材料进入的倾斜度变化等,或者由这些特征中的一些组合造成。
10.在传统的系统中,仅仅集中于检测局部的一维特征并且基于后者定义部件相对于参考值(通常是标量)的当前状态,可能由于一个以上因素的组合而忽略了部件故障的增加的风险。根据这些系统中的一些,将预定信号的振荡与由适当的传感器检测到的振荡进行比较,建立一维阈值(在一个或两个端点),超过该阈值,产生必要维护的警告。
11.由于要实时管理和传输的数据量巨大,一些已知的系统通常不能执行高频采样。在其它已知的系统中,已经尝试通过对高频检测到的数值进行局部平均并仅将平均值发送到中央数据处理单元来解决该问题,这显著地减少了要管理的数据量,但也降低了数据的准确性,因为中央处理单元不考虑单个数值,因此不能考虑任何可能表明故障接近的峰值数值。
12.此外,经常发生的是,通过将预定参考信号的振荡与由相应传感器检测到的电流信号的振荡进行比较,不可能有效地执行维护预测,因为电流信号可能具有指示故障的振荡,但不超过从参考信号开始设置的上阈值或下阈值。
13.执行有效和高效的预测性维护所需的所有传感器的存在决定了自动机器的制造成本的巨大增加;此外,通常使用所述传感器不允许预测由几个因素协同造成的一些故障。
14.专利us 5852351描述了一种本地单元,用于从机器的传感器获取数据以对机器本身进行预测性维护。本地获取单元安装在机器上以检测来自传感器的信号并周期性地将所述信号的值存储在存储器中。在预定的时间,配备有便携式电子设备(例如便携式计算机)的操作者靠近机器,以将本地获取单元的存储器的内容传输(优选地通过红外传输)到便携式电子设备的存储器。在专利us 5852351中描述的采集方法实现起来简单且便宜,但是另一方面具有较高的管理成本,因为它经常需要操作者的干预,该操作者读取存储在本地获取单元的存储器中的数据;此外,如果不以较高的时间频率执行对存储在本地获取单元的存储器中的数据的读取,则预测性维护系统不能以良好的余量预先预测何时需要执行维护干预。
15.专利申请us 2003046382描述了一种用于自动机器的远程诊断的方法,根据该方法,本地获取和控制单元耦接到自动机器,该自动机器连接到被设置在自动机器上的一系列传感器。本地获取和控制单元周期性地读取由传感器提供的信号,并将这些信号与存储在本地获取和控制单元中的自动机器的模型进行比较;如果本地获取和控制单元检测到传感器提供的信号和自动机器的模型之间的显著异常,则本地获取和控制单元将与该异常有关的信息传输到远程诊断系统,该远程诊断系统对该异常制定诊断,然后将技术干预请求发送到服务中心,该服务中心可以对自动机器执行维护操作。根据专利申请us 2003046382中描述的优选实施方式,远程诊断系统包括第一远程诊断站(计算机或计算机网络),以制定第一诊断,进一步的第二远程诊断站,如果第一远程诊断站不能制定诊断则第二远程诊断站(计算机或计算机网络)制定第二诊断,并且如果甚至第二远程诊断站也不能制定诊断,则需要技术人员团队指定第三诊断。
技术实现要素:
16.本发明的目的是提供一种用于制造或包装消费品的自动机器的预测性维护的方法,该方法至少部分地没有上述缺点,并且同时实施起来简单且便宜。
17.根据本发明,根据所附权利要求中要求的内容,提供了一种用于制造或包装消费品的自动机器的预测性维护的方法。还提供了一种用于制造或包装消费品的自动机器,其被配置为执行上述方法。
18.权利要求描述了本发明的优选实施方式,其形成本说明书的主要部分。
附图说明
19.现在将参考附图描述本发明,附图说明了本发明的一些非限制性实施方式,其中:
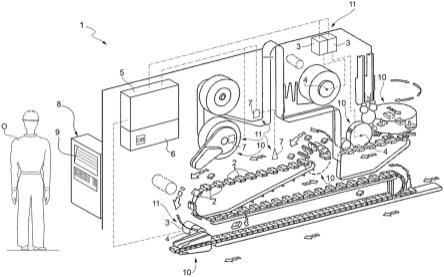
20.图1是用于制造烟草工业制品的自动机器的透视示意图;
21.图2示出了具有作为机动化度量的功能的两个统计特征作为维度的异常矩阵;
22.图3示出了与该方法的一般步骤有关的可能图示,以及它们如何相互连接;
23.图4是示出了正确的度量与确定必要的后续维护警告的度量之间的比较的曲线图;以及
24.图5是示出了在合适的配置中的一系列统计特征与在不合适的配置中的同一系列
统计特征之间的比较的曲线图,该不合适的配置导致随后的维护警告。
具体实施方式
25.图1示出了用于制造烟草工业制品的自动机器1,特别是用于将透明外包装应用到香烟盒上的自动包装机器1。
26.自动机器1包括设计成对物品(图1所示实施方式中的香烟盒2)进行加工的各种元件。特别地,自动机器1包括一个或多个电驱动器3,该电驱动器3被配置为控制至少一个电致动器4。
27.根据一些优选但非限制性的实施方式,电致动器4包括电动机(特别是无刷型的电动机)。根据未示出的其它实施方式,致动器4还包括不同于电动机的驱动器类型(例如电致动气缸等)。
28.在一些非限制性情况下,电驱动器3被分组在自动机器1的专用区域(例如通用或专用电气面板)中。替代地或附加地,一些电驱动器3被设置在相应的电致动器4处。例如,在电动机的情况下,相应的驱动器也可以设置在电动机本身的定子上。换句话说,在一些非限制性的情况下,电驱动器3被设置在机器控制柜(其可以与数据处理单元5也位于其中的控制柜相同或不同)上。替代地或附加地,一些电驱动器3可以被设置在它们所连接的相应的电致动器4上。
29.特别地,电驱动器3还被配置为以采样频率sf周期性地检测和记录(例如在每个电驱动器3内的本地存储单元中)与至少一个电致动器4的至少一个机动化度量mm相关的采样序列ss(例如图4所示的曲线图的每个点)。在一些非限制性情况下,机动化度量mm包括(是)电致动器4的速度误差。在其它非限制性情况下,例如图4所示的情况,机动化度量mm包括(是)电致动器的转矩(或所需电流)误差。在未示出的其它非限制性情况下,机动化度量mm包括参考值和(与电致动器4相关的并且由相应电驱动器3检测到的)实际值之间的任何差。显然,相同的电驱动器3可以检测和记录与相同的电致动器4相关的不同度量,和/或不同的电驱动器3可以记录与不同的电致动器4相关的相互不同的度量。
30.此外,自动机器1包括数据处理单元5(特别是处理器或专用工业pc),其被配置为以等于或低于采样频率sf的传输频率tf周期性地接收先前以采样频率sf检测到的采样序列ss。
31.此外,如图1的非限制性实施方式所示,自动机器1包括本地存储单元6,其被配置为包含(即,在其内部存储用于读取和/或写入)异常矩阵am(例如,如图2所示的)。特别地,异常矩阵am具有至少两个基于检测到的机动化度量mm的统计特征stf作为维度。更准确地,存储单元6包括专用于数据库db的区域,该数据库db由数据处理单元5用于处理和更新自动机器1的模型。
32.术语“统计特征stf”指的是可应用于一组数据的所有功能(功能性),其可以通过统计分析来定义和计算,特别是可以通过对与(至少)机动化度量mm相关的采样序列ss执行统计运算来定义的任何标量值。统计特征的示例可以是:平均数、中位数、众数、形状系数和形状指数(峰度和偏度)。信号度量的示例可以是:余隙(或清除)系数、峰值系数、脉冲因子、峰值、均方根或rms值、信噪比和失真比sinad、信噪比snr、标准偏差std、总谐波失真thd。
33.有利地但非必要地,自动机器1包括至少一个本地获取单元7,其连接到(或确定)
双向、数字和本地工业网络(例如i/o型)的节点。在图1的非限制性实施方式中,为了允许高速和高质量的数据传输,该工业网络是自动机器1上的本地有线网络(即,具有电缆连接)。
34.在图1的非限制性实施方式中,提供了具有不同特征的多个本地获取单元7。特别地,获取单元7可以是被配置为检测诸如温度、振动等的本地状态度量lsm的值(优选地模拟值)的任何类型的传感器。本地获取单元7还被配置为将检测到的本地状态度量lsm传输到数据处理单元5。
35.有利地但非必要地,本地获取单元7各自被设置在安装在自动机器1上的不同机械组10上。以这种方式,可以监控每个机械组的状态,并且可以仅停止与待维护的组10相关的机器的一个部分的制造。
36.详细地,至少一个本地获取单元7包括智能标签和/或iot(物联网)传感器。以这种方式,可以向数据处理单元5通知经由由相应的智能标签、或由安装在组10上的iot传感器、或从自动机器1的单个部件发送的信息识别的单个机械组10(包括移动机械组,例如在直接驱动系统上移动的一组单元)的状态。
37.有利地但非必要地,自动机器1还包括通信接口8(图1),该通信接口8被配置为连接到数据处理单元5并允许将维护程序9传输到维护资源,例如图1所示的操作员o(或维护机器人)。在图1的非限制性实施方式中,通信接口8是(触觉)屏幕,其被配置为警告操作员o关于即将进行的待处理的维护操作。在将维护程序9传输到相应的维护资源之后,资源(或在图1的情况下的操作员o)以维护程序9中指示的顺序和时间阶段执行维护操作。
38.根据本发明的另一方面,提供一种用于制造或包装消费品的自动机器1的预测性维护的方法。
39.该方法包括以下步骤:借助于相应的本地控制单元11周期性地并且以采样频率sf检测和记录与至少一个电致动器4的机动化度量mm相关的(至少)一个采样序列ss。特别地,本地控制单元11包括至少一个电驱动器3或本地获取单元7,该至少一个电驱动器3被配置为驱动自动机器1的至少一个电动机,该本地获取单元7被配置为周期性地采集本地状态度量lsm的采样序列ss(即,值)并周期性地将它们传输到数据处理单元5。
40.有利地,该方法还包括以下步骤:以等于或低于(优选地低于)采样频率sf的传输频率tf周期性地传输在数据处理单元5处记录的采样序列ss。详细地,采样频率sf与传输频率ts相比是特别高的频率,因为检测到的准确性也取决于采样速度,采样速度由频率sf精确定义。另一方面,传输频率tf确定数据处理单元5可以更新数据库db并因此更新自动机器1的模型的速度。
41.有利地但非必要地,采样频率sf大于或等于2khz(即,相应的采样时间小于或等于500微秒),等于或大于4khz(即,采样时间小于或等于250微秒)。通过这种方式,可以进行密集采样,从而大大降低丢失某些指示未来出现异常的信息的风险,从而降低了维护的需要。
42.特别地,采样频率sf对应于控制单元11的所谓的周期时间,即,在本地获取单元的情况下传感器的刷新时间或借助于电驱动器3的速度回路的闭合时间。
43.有利地但非必要地,传输频率tf低于或等于0.2hz(即,采样序列ss的一次发送与下一次发送之间的时间大于或等于5秒),特别是小于或等于0.1hz(即,采样序列ss的一次传输与下一次传输之间的时间大于或等于10秒),更具体地,小于或等于0.067hz(即,传输
时间大于或等于15秒)。以这种方式,可以避免实时地将所有检测到的数据连续地发送到控制单元5,并且因此减少了信息的连续通信量,因为相同的数据(采样序列ss)是分组发送的。
44.有利地但不是必须地,在记录机动化度量mm和/或本地状态度量lsm期间,多个控制单元11(即,电驱动器3和本地获取单元7)以同步频率scf从数据处理单元5接收将要被包括在采样序列ss的记录中的同步信号ms。特别地,同步信号ms被包括用于每“n”个记录的采样序列ss。更准确地说,同步频率scf低于采样频率sf,但高于传输频率tf。
45.特别地,同步频率scf对应于数据处理单元5的所谓周期时间。详细地,数据处理单元5是plc或工业pc,并且同步频率scf大于或等于200hz,特别地大于或等于500hz,更特别地大于或等于1khz(千赫兹)。
46.有利地但非必要地,同步信号ms是模拟信号(即,不是数字的,具有采用多个不同值的可能性)。以这种方式,即使在传输之后(在数据组中,鉴于传输频率tf显著低于采样频率sf),也可以同步每个采样序列ss。换句话说,知道同步信号ms的数字(模拟)值和传输发生的时刻,就有可能随时间对采样序列ss重新定相,尽管它们是以块(组)的形式传输的。
47.根据一些非限制性实施方式,同步信号ms(例如从plc——单元5——到驱动器3)是自动机器1的物理主轴或虚拟主轴的位置。特别地,自动机器1的(虚拟)主轴的所谓锯齿波的瞬时值被认为是同步信号ms。以这种方式,主轴的位置用作从控制单元11传输到数据处理单元5的采样序列ss随时间的重新定相的参考。由于借助于同步信号ms的重新定相,要发送的数据量被极大地减少,相反,不是发送数据和相应的记录时刻(如在现有技术的系统中发生的),而是仅发送采样ss的值,以及对于所有“n”个采样,发送用于所发送的采样序列ss的下一个同步的主轴位置的值。
48.在其它非限制性的情况下,同步信号ms是一个合适的计数器(递增或递减),它被用作根据前面所述的内容中的主参考。
49.有利地但非必要地,该方法包括进一步的步骤:使用同步信号ms作为参考来同步发送到数据处理单元5的样本ss,以了解哪个样本ss对应于自动机器1的给定时刻或给定定相。特别地,数据处理单元5通过随时间同步所发送的采样序列ss的每个序列来预处理它们。
50.特别地,该方法还包括进一步的步骤:基于至少一个所检测的采样序列ss并且涉及至少所检测的机动化度量mm(和/或本地状态度量lsm),定义(至少)在异常矩阵am(图2)内的多维容差范围th(特别是通过借助于无监督分类器训练模型,如下所述),异常矩阵am具有至少两个统计特征stf作为维度(例如,从由先前描述的那些形成的组中选择)。换句话说,定义异常矩阵am的维度的统计特征stf根据所检测的机动化度量mm来计算。
51.有利地但非必要地,特别地,除了机动化度量mm之外,所记录的样本ss的序列还涉及本地状态度量lsm,其涉及一个或多个机械组10(包括至少一个元件)的状况,特别地,通过至少一个本地获取单元7检测本地状态度量的值,连接到双向、数字和本地、点对点和有线(或无线)工业网络的节点)。
52.特别地,本地状态度量lsm包括在多个维度中更精确地检测到的振动,和/或温度和/或加速度。
53.在图2的非限制性实施方式中,异常矩阵am包括由相对于机动化度量mm计算的两
个相应统计特征stf和stf'定义的两个维度(同样可以用本地状态度量lsm来完成);特别地,横坐标表示被称为峰度的统计特征stf(机动化度量mm的函数),而纵坐标表示统计特征stf'(也是同一机动化度量mm的函数)。在该非限制性情况下,机动化度量mm是转矩误差。
54.根据一些优选但非限制性的实施方式,机动化度量mm是电动机(例如无刷)的速度误差,并且具体地由相应的驱动器检测。详细地,令人惊讶地是,通过使用该机动化度量mm,可以更容易地检测电动机的行为中的异常。特别地,发现使用速度误差作为机动化度量mm允许突出由摩擦引起的行为。在特定情况下,运动学运动中的摩擦变化允许改进对自动机器1的部件的磨损的评估,从而改进对预测性维护的估计。
55.有利地,该方法包括进一步的步骤:对于所检测的每个采样序列ss,计算至少两个统计特征stf(以定义至少一个多维矩阵),以便定义异常矩阵am内的实际状况ac的位置。
56.在一些非限制性情况下,状况ac对应于单个样本ss。特别地,为采样序列ss定义连续的实际状况ac的云。
57.在其它非限制性情况下,实际状况ac的位置根据多个样本ss来计算。在其它非限制性的情况下,根据在本地控制单元11和数据处理单元5之间的一次传输和另一次传输之间检测到的整个采样序列ss来确定实际状态ac在异常矩阵am内的位置。
58.有利地但非必要地,如图2的非限制性实施方式所示,多维容差范围th、th'、th”经由无监督分类器(特别是,k均值(k-means)算法)来定义。
59.在图2的非限制性实施方式中,用于计算(定义)容差范围th、th'、th”的无监督分类器是用于组的分区分析的所谓的k均值算法。特别地,使用该算法,首先可以计算出组的(即,由数据处理单元接收的采样序列ss的)中心c、c'、c”,随后,基于实际状况ac(即,样本ss)的分布,确定范围th、th'、th”。详细地,在图2的中心部分,示出了上述方法的3次重复,其涉及根据三个不同(连续)采样序列ss而确定的正确操作状况。
60.此外,该方法包括以下步骤:根据实际状况ac(图2)在异常矩阵am中的位置和多维容差范围th确定必要维护的紧迫性,特别是通过验证在容差范围th附近或之外存在危险状况dc。
61.根据图2的非限制性实施方式,容差范围th、th'、th”被配置为具有非线性形状,特别是椭圆形或圆形。
62.在一些未示出的非限制性情况下,基于要检测到的异常的类型,容差范围th具有不同的(复杂的)形状。
63.根据一些未示出的非限制性实施方式,用于计算统计特征stf、stf'的度量mm、lsm根据待检测到的异常而变化。
64.有利地但非必要地,容差范围th被周期性地更新(参见图2中范围th'和th”的存在),包括检测到的最近采样序列ss的值。
65.在一些非限制性情况下,仅基于检测到的最近采样序列ss的值来更新容差范围th。
66.在其它非限制性情况下,基于检测到的最近采样序列ss的值和检测到的一些(或全部)先前采样序列ss的值来更新容差范围th。
67.根据一些优选的非限制性实施方式,该方法包括进一步的步骤:通过无监督分类器,特别是k均值算法,使用由已知故障产生的多个统计特征stf、stf'(例如上面列出的统
计特征中的一些)作为输入来训练自动机器的模型。
68.根据一些非限制性情况,异常矩阵ma包括多个组gr,每个组对应于自动机器1的不同机械元件的状态或具有同类结构特征的机械元件(或组10)的状态。
69.在图2的非限制性实施方式中,组gr被示出为在可能的已知异常状况期间被处理并且被模拟或经验测试,以理解统计特征stf、stf'(或先前列出的统计特征中的一些)如何确定实际状况ac的异常矩阵am上的偏差。特别地,异常f1、f2和f3通过改变(增加/减少)特定机械组10中的运动摩擦并且通过基于由相应驱动器检测到的转矩误差(度量mm)计算统计特征stf、stf'来确定。另一方面,异常f4是通过模拟同一机械组10中间隙的增加而产生的。在这前四个异常中,特征stf(在这种情况下为峰度)方面的变化是明显的。此外,异常f5和f6是通过模拟来自外部的对上述机械组10的已知转矩干扰而产生的。此外,异常f7和f8指示具有不同质量的组10的加权。最后,实际状况ac的云hs指示正确操作的模拟忽略(从虚拟实验室)环境状况,例如湿度、温度、一些摩擦等。这些状况和所有其它已知的潜在异常可用于改进自动机器1的模型,并定义根据不同统计特征stf(例如前面列出的统计特征中的一些)的多个异常矩阵am,以便有效地检测不同类型的可能异常。
70.根据其他非限制性情况,或者此外,对于每个机械元件,或者对于每个组,定义一个特定的异常矩阵am,具有统计特征stf作为维度,最能检测出特定元件或组10的期望值的偏差。
71.有利地但非必要地,自动机器1的模型被周期性地更新以包括检测到的最近采样序列ss。特别地,在意外异常(或意外故障)的情况下也更新模型,在异常矩阵am上定义故障区域da(图2)。
72.有利地但非必要地,该方法包括进一步的步骤:计算连续的实际状况ac在异常矩阵am内移动的速度,特别是最近的实际状况向容差范围th移动的速度的。所述速度越高,就需要越快进行预防性维护。
73.有利地但非必要地,该方法包括进一步的步骤:基于异常矩阵am内的最近的实际状况ac的位置或速度,周期性地调度维护程序9。特别地,维护程序9通过通信接口8(除了hmi之外,该通信接口8可以是移动设备,例如pc、平板电脑或智能手机)传输到维护资源(操作员o)。
74.根据一些优选的非限制性实施方式,该方法还包括以下步骤:周期性地向维护资源发送(并且以等于或低于传输频率的频率更新)更新的维护程序9,例如,到图1所示的操作者o,其按照在由维护程序9详述的(周期性)调度中确定的顺序来执行预防性维护操作。
75.有利地但非必要地,机动化度量mm包括由电动机提供的转矩/电流和/或电动机跟随误差和/或负载百分比和/或rms和/或转矩误差。所有这些机动化度量mm特别地借助于电驱动器3内部的示波器来检测。
76.有利地但非必要地,到目前为止所描述的方法可以本地地应用于自动机器1,即,不需要使用分布式数据共享系统(云)和/或不需要必要的因特网连接。
77.在图3的非限制性实施方式中,说明所述方法的一些一般步骤之间的可能连接。特别地,在该非限制性实施方式中,一个或多个电驱动器3和/或一个或多个本地获取单元与数据处理单元5双向通信,它们发送所记录和检测到的采样序列ss的序列并且它们周期性地接收(以同步频率)同步信号ms。在数据处理单元5内提供两个单独的子步骤20和30。在步
骤20中,数据处理单元5处理数据到数据库db的传输。特别地,在框21中,收集接收的样本ss,在框22中,预处理接收的样本ss,以便使用同步信号ms使其同步。随后,在框23中,提取(处理/计算)评估任何异常的存在所需的统计特征stf。提取的统计特征stf(即,异常矩阵am内的实际状况ac)随后存储在数据库db中(特别是以单向方式,如箭头19所示)。然而,在步骤30中,数据处理单元5处理任何异常的检测。在框31中,通过确定容差范围th(在中心c之后)并验证危险状况dc的可能存在,对实际状况ac的云(例如图2中所示的那些)进行分类(特别是通过k均值算法或任何类型的无监督分类器)。在任何情况下,在对接收到的信息进行分类之后,在框32中,执行数据库的训练,包括在自动机器1的模型中刚刚分类的信息。在这种情况下,通信18是双向的,因为在分类期间从数据库db接收数据,并且在训练期间将所述数据发送到数据库db。数据库db和通信接口8之间的通信17也是双向的,因为维护资源除了接收维护程序9之外还可以传输所执行的任何维护,从而允许数据处理单元5更新所述程序9。
78.在图4和图5的非限制性实施方式中,示出了正确操作状况与异常操作状况之间的比较(其因此确定维护预测)。特别地,图4示出了正确操作状况的转矩误差(enm)随时间变化的值s1,而值s2表示异常操作状况的转矩误差(enm)随时间变化的值。使用上述方法,可以在确定异常矩阵am中的状况ac(即,作为样本ss的函数计算的特征stf、stf')的偏差时检测异常。在已知技术的解决方案中,这种类型的异常(其基本上遵循正确状况的趋势,在信号中具有一些轻微的不准确性和紧张)将难以检测。特别地,图5示出了与机动化度量mm相关的多个统计特征stf(例如上面列出的类型)的趋势,在图的左边部分(即,从40到51的特征)指示正确的操作状况,而在曲线图的右部(即,从40”到51”的特征)指示异常操作状况。使用到目前为止描述的方法,可以训练自动机器1的模型,使得数据处理单元5可以通过多因子评估(单个值的偏差不一定导致异常)来确定实际状况ac是在异常矩阵am的正确区域中还是在异常区域中。
79.有利地但非必要地,自动机器1被配置为执行上述方法。
80.在图1所示的优选且非限制性的实施方式中,由自动机器1加工的烟草工业制品是香烟盒2。根据未示出的不同实施方式,自动机器1是不同类型的(例如打包机、玻璃纸包装机器或包装机器、食品机、用于卫生吸收制品的机器等),并且因此所述制品是香烟、过滤片、烟草包、雪茄、尿布、巧克力等。
81.尽管上述本发明特别参考了非常精确的实施方式,但是不应认为本发明限于该实施方式,因为对于本领域技术人员来说显而易见的所有变化、修改或简化都落入本发明的范围内,例如:添加另外的致动器、在除了包装机器之外的烟草工业的另一类型的机器上的使用、除了所描述的那些之外的异常(但是其在任何情况下都可能影响生产,引起所谓的“警告”)、使用不同的数据传输系统或设备、除了所提及的那些之外的算法、除了所提及的那些之外的统计特征等。
82.本发明具有多个优点。
83.首先,它允许提高其所应用的自动机器的效率,因为它所确定的故障的预测性允许在时间方面显著地减少意外的和非优化的中断的数量(例如,没有相关的备件可用的情况下部件损坏)。所有这一切都涉及显著减少生产恢复时间,从而提高自动机器的生产力。
84.此外,这些时间的减少显然允许由于定期维护而成比例地降低成本,这与进行预
防性维护的情况不同(通过估计部件的平均磨损并且即使没有明显的故障迹象也更换部件),允许仅在真正需要的情况下更换部件,从而明显地节省了成本,使之不需要库存不必要的备件,或在任何情况下评估实际需要。
85.此外,由于同步信号和采样频率与传输频率之间的差异,本发明允许执行非常高频率的采样,从而有效地管理数据量,不必实时传输到数据处理单元。另外,本发明允许通过更新机器的模型来周期性地重新计算新的容差范围,从而连续地改进自动机器的知识和适应性。
86.本发明的另一优点在于定义多维控制,其允许还考虑那些通过单独地监视单个值将不可能检测到的异常。此外,本发明还确定了成本的降低,这是由于利用在任何情况下存在于机器上的部件(例如驱动器)已经检测到的内容的可能性,至少部分地消除了增加适当的传感器的需要,否则进行预测性维护就需要。
87.最后,通过连续地执行上述方法,可以执行自动机器的预测性维护,以减少(甚至取消)由于通常由于突然故障而导致的未完成的加工周期而被丢弃的半成品的数量。从经济和环境的角度来看,其结果是进一步提高生产力并显著减少浪费。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。