1.本实用新型涉及量具技术领域,具体涉及一种用于锤钻壳体加工后的检测量具。
背景技术:
2.锤钻是我们生活中常用的工具,锤钻在工作的过程中会将电机的旋转运动转换为对钻头的锤击和旋转运动,这时就要在壳体中安装摆动球头部件进行运动方式转换。
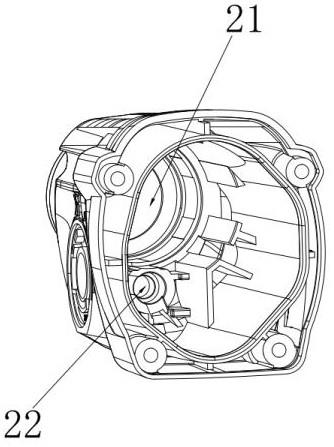
3.如图1所示,在锤钻壳体上有安装孔一21、安装孔二22,安装孔二22是对传动轴的端部安装定位,其中摆动球头部件就是安装在传动轴上,而安装孔一21是用来对转动、锤击组件进行安装定位的,安装孔二22处的传动轴端部与安装孔一21处的转动组件齿轮传动连接,通过传动轴上的摆动球头部件与锤击组件进行连接;因此安装孔一21、安装孔二22与壳体其他部位要保持精准的设计位置,这样才能保证后期的装配安装以及使用,而现有的加工生产中没有针对锤钻壳体加工过程中、进行精度抽查检测的工具,都是在装配过程中发现直接进行报废处理,这样不能及时发现加工存在的问题,造成很大的损失,因此解决这一问题非常有必要。
技术实现要素:
4.本实用新型的目的为解决上述背景技术中提出的问题,提供一种用于锤钻壳体加工后的检测量具。
5.为实现上述目的,本实用新型的技术方案为:一种用于锤钻壳体加工后的检测量具,包括测量棒一、测量棒二、测量座;所述测量座上分别设有测量孔一、测量孔二,测量孔一、测量孔二设计的位置与锤钻壳体上装配的轴组件中心轴线一致,测量座可在测量使用时定位卡扣在锤钻壳体中,同时使得测量孔一与锤钻壳体上的安装孔一、测量孔二与锤钻壳体上的安装孔二的中心轴线在同一条直线上;所述测量棒一上设有孔一定位端,测量棒二上设有孔二定位端,若锤钻壳体上的安装孔一、安装孔二加工位置合格,测量棒一的孔一定位端处于锤钻壳体上的安装孔一中、并穿过测量座上的测量孔一,测量棒二的孔二定位端处于锤钻壳体上的安装孔二中、并穿过测量座上的测量孔二。
6.在上述的一种用于锤钻壳体加工后的检测量具中,所述测量座的后端部设有后定位凸台、前端部设有前定位凸台,测量座可在测量使用时、后定位凸台和前定位凸台卡扣处于锤钻壳体中,从而使得测量座与锤钻壳体形成测量定位卡扣。
7.在上述的一种用于锤钻壳体加工后的检测量具中,所述测量座的后端部上设有多个螺柱,测量座与锤钻壳体形成测量定位卡扣、螺柱使其与锤钻壳体后端部侧面之间形成取拆间隙。
8.在上述的一种用于锤钻壳体加工后的检测量具中,所述孔二定位端与测量棒二之间形成定位抵靠台阶,在测量使用时,孔二定位端处于安装孔二中、并通过定位抵靠台阶抵靠定位在安装孔二端侧面。
9.在上述的一种用于锤钻壳体加工后的检测量具中,所述测量棒二上设有定位标
记,孔二定位端处于安装孔二中形成抵靠时、定位标记与测量座的后端部侧面保持对齐。
10.在上述的一种用于锤钻壳体加工后的检测量具中,所述测量孔一、测量孔二的端部设有扩口斜面。
11.采用以上所述技术方案,本实用新型具有以下有益效果:
12.本实用新型中的检测量具可用于锤钻壳体加工后的抽查检测,可以在加工的过程中进行不同频率或者定批次的抽检,这样一旦在检测时发现加工的精度存在问题,就能很快的发现批次问题、并及时的发现处理加工问题,非常有效的避免很大的损失。
附图说明
13.图1是锤钻壳体的立体图;
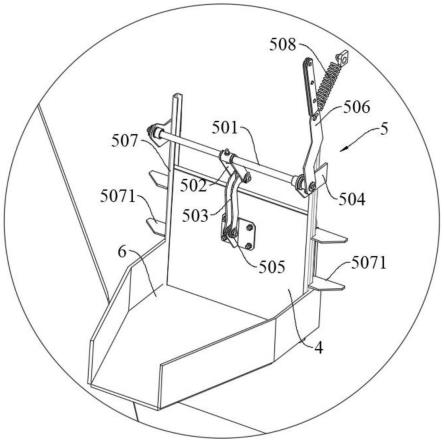
14.图2是本实用新型的分解图;
15.图3是本实用新型进行检测使用的剖面图;
16.图4是本实用新型进行检测使用的立体图。
具体实施方式
17.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
18.结合附图对本实用新型在作进一步的阐述。
19.请参阅图1至图4,本实用新型提供一种用于锤钻壳体加工后的检测量具,包括测量棒一1、测量棒二2、测量座3;所述测量座3上分别设有测量孔一4、测量孔二5,测量孔一4、测量孔二5设计的位置与锤钻壳体20上装配的轴组件中心轴线一致,测量座3可在测量使用时定位卡扣在锤钻壳体20中,同时使得测量孔一4与锤钻壳体20上的安装孔一21、测量孔二5与锤钻壳体20上的安装孔二22的中心轴线在同一条直线上;所述测量座3的后端部设有后定位凸台8、前端部设有前定位凸台9,测量座3可在测量使用时、后定位凸台8和前定位凸台9卡扣处于锤钻壳体20中,从而使得测量座3与锤钻壳体20形成测量定位卡扣。
20.所述测量棒一1上设有孔一定位端6,测量棒二2上设有孔二定位端7,在进行检测时,测量棒一1从锤钻壳体20上的安装孔一21穿过去,而测量棒二2从测量座3上的测量孔二5中穿过去;如图3所述,若锤钻壳体20上的安装孔一21、安装孔二22加工位置合格,测量棒一1的孔一定位端6处于锤钻壳体20上的安装孔一21中、并穿过测量座3上的测量孔一4,测量棒二2的孔二定位端7处于锤钻壳体20上的安装孔二22中、并穿过测量座3上的测量孔二5;若是锤钻壳体20上的安装孔一21、安装孔二22加工位置不合格则很难将测量棒一1、测量棒二2对应放入进去,测量非常的方便实用。
21.所述测量棒二2上设有定位标记13,孔二定位端7处于安装孔二22中形成抵靠时、定位标记与测量座3的后端部侧面保持对齐,清楚的得知测量棒二2是否放入到位;这里需要说明的是:测量棒一1之所以没有设置这个标记,是因为测量棒一1只要穿过测量孔一4、孔一定位端6部分或全部处于锤钻壳体20上的安装孔一21中都不影响检测结果。
22.进一步地,所述孔二定位端7与测量棒二2之间形成定位抵靠台阶12,在测量使用
时,孔二定位端7处于安装孔二22中、并通过定位抵靠台阶12抵靠定位在安装孔二22端侧面,加上配合测量棒二2上设有定位标记,可以避免测量棒二2穿过的力过大、端部对锤钻壳体20上的安装孔二22处造成损坏。
23.进一步地,所述测量孔一4、测量孔二5的端部设有扩口斜面,这样便于测量棒一1、测量棒二2端部刚开始从测量孔一4、测量孔二5中对接穿过。
24.进一步地,所述测量座3的后端部上设有多个螺柱10,测量座3与锤钻壳体20形成测量定位卡扣、螺柱10使其与锤钻壳体20后端部侧面之间形成取拆间隙11,通过取拆间隙11便于在检测结束后、便于手部放置施力将测量座3取下。
25.所述以上对本实用新型实施例所提供的一种用于锤钻壳体加工后的检测量具进行了详细介绍,本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型所揭示的技术方案;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为本实用新型的限制。
技术特征:
1.一种用于锤钻壳体加工后的检测量具,其特征在于:包括测量棒一(1)、测量棒二(2)、测量座(3);所述测量座(3)上分别设有测量孔一(4)、测量孔二(5),测量孔一(4)、测量孔二(5)设计的位置与锤钻壳体(20)上装配的轴组件中心轴线一致,测量座(3)可在测量使用时定位卡扣在锤钻壳体(20)中,同时使得测量孔一(4)与锤钻壳体(20)上的安装孔一(21)、测量孔二(5)与锤钻壳体(20)上的安装孔二(22)的中心轴线在同一条直线上;所述测量棒一(1)上设有孔一定位端(6),测量棒二(2)上设有孔二定位端(7),若锤钻壳体(20)上的安装孔一(21)、安装孔二(22)加工位置合格,测量棒一(1)的孔一定位端(6)处于锤钻壳体(20)上的安装孔一(21)中、并穿过测量座(3)上的测量孔一(4),测量棒二(2)的孔二定位端(7)处于锤钻壳体(20)上的安装孔二(22)中、并穿过测量座(3)上的测量孔二(5)。2.根据权利要求1所述的一种用于锤钻壳体加工后的检测量具,其特征在于:所述测量座(3)的后端部设有后定位凸台(8)、前端部设有前定位凸台(9),测量座(3)可在测量使用时、后定位凸台(8)和前定位凸台(9)卡扣处于锤钻壳体(20)中,从而使得测量座(3)与锤钻壳体(20)形成测量定位卡扣。3.根据权利要求2所述的一种用于锤钻壳体加工后的检测量具,其特征在于:所述测量座(3)的后端部上设有多个螺柱(10),测量座(3)与锤钻壳体(20)形成测量定位卡扣、螺柱(10)使其与锤钻壳体(20)后端部侧面之间形成取拆间隙(11)。4.根据权利要求1所述的一种用于锤钻壳体加工后的检测量具,其特征在于:所述孔二定位端(7)与测量棒二(2)之间形成定位抵靠台阶(12),在测量使用时,孔二定位端(7)处于安装孔二(22)中、并通过定位抵靠台阶(12)抵靠定位在安装孔二(22)端侧面。5.根据权利要求1或4所述的一种用于锤钻壳体加工后的检测量具,其特征在于:所述测量棒二(2)上设有定位标记(13),孔二定位端(7)处于安装孔二(22)中形成抵靠时、定位标记与测量座(3)的后端部侧面保持对齐。6.根据权利要求1所述的一种用于锤钻壳体加工后的检测量具,其特征在于:所述测量孔一(4)、测量孔二(5)的端部设有扩口斜面(15)。
技术总结
本实用新型公开了一种用于锤钻壳体加工后的检测量具,包括测量棒一、测量棒二、测量座;测量座上分别设有测量孔一、测量孔二;所述测量棒一上设有孔一定位端,测量棒二上设有孔二定位端,若锤钻壳体上的安装孔一、安装孔二加工位置合格,测量棒一的孔一定位端处于锤钻壳体上的安装孔一中、并穿过测量座上的测量孔一,测量棒二的孔二定位端处于锤钻壳体上的安装孔二中、并穿过测量座上的测量孔二。本实用新型中可用于锤钻壳体加工后的抽查检测,可以在加工的过程中进行不同频率或者定批次的抽检,一旦在检测时发现加工的精度存在问题,就能很快的发现批次问题、并及时的发现处理加工问题,有效的避免很大的损失。有效的避免很大的损失。有效的避免很大的损失。
技术研发人员:尚才平
受保护的技术使用者:浙江杭博电动工具有限公司
技术研发日:2022.09.19
技术公布日:2022/12/6
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。