1.本实用新型涉及盖板技术领域,特别涉及一种盖板以及电子设备。
背景技术:
2.曲面屏是目前使用较多的一种采用柔性塑料的显示屏。曲面屏目前已经逐步应用于手机、电视机、智能手表、头戴式智能眼镜等新兴技术产品。
3.相关技术中,一般在移动设备的机体上设置有曲面屏,曲面屏上有玻璃盖板,玻璃盖板的厚度均匀,玻璃盖板一般分为屏幕可触摸区域和屏幕非可触摸区域,在屏幕可触摸区域边缘到玻璃盖板边缘位置,通常被称为显示屏幕黑边宽度,即由显示aa位区分的屏幕非可视区域。目前受限于屏幕封装及加工工艺,相关技术中的屏幕的黑边宽度会受到一定限制,因此如何突破相关技术的方案实现更窄的显示黑边宽度,显得尤为重要。
技术实现要素:
4.本实用新型提供了一种盖板以及电子设备,通过在该盖板上采用局部加厚的方式,基于光的折射原理,在第一区域能够实现盖板正面的黑边宽度减小的视觉效果,可以用于解决电子设备的盖板的黑边宽度受到一定限制的问题。
5.根据本实用新型的一个方面,提供了一种盖板,该盖板包括:第一区域和第二区域,第一区域呈曲面结构且围绕第二区域的至少一侧设置,第一区域至少一个部分的厚度大于第二区域的厚度。
6.在本实用新型一些可能的设计中,盖板包括第一层和第二层;第一层与第二层层叠设置,第二层设置于第一区域的至少部分上。
7.在本实用新型一些可能的设计中,第二层设置于第一区域的至少部分以及第二区域的至少部分处,第二层在第一区域的厚度大于第二层在第二区域的厚度。
8.在本实用新型一些可能的设计中,第二层设置于第一区域的至少部分,第二层位于第一层的厚度方向的至少一侧。
9.在本实用新型一些可能的设计中,第二层至少一个部分的厚度大于第一层的第一区域的厚度。
10.在本实用新型一些可能的设计中,第二层的硬度小于第一层的硬度。
11.在本实用新型一些可能的设计中,第二层包括胶水层、树脂层、塑料层中的至少一种。
12.在本实用新型一些可能的设计中,第一层和第二层的折射率相同,或,第一层和第二层的折射率的差值在阈值范围内。
13.在本实用新型一些可能的设计中,第一层和第二层粘接;或者,第一层和第二层通过注塑连接。
14.在本实用新型一些可能的设计中,提供了一种电子设备,该电子设备包括:机体和设置在机体上的盖板,盖板覆盖于机体表面。
15.在本实用新型一些可能的设计中,电子设备的盖板的第一区域与机体的中框相接,或,盖板的第一区域覆盖机体的中框。
16.本实用新型实施例提供的技术方案带来的有益效果至少包括:
17.通过制造和使用一种盖板,在第一区域采用局部加厚的方式,基于光的折射原理,使得第一区域的折射率与不采用局部加厚的折射率不同,实现盖板正面黑边宽度减小。
附图说明
18.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本实用新型的实施例,并与说明书一起用于解释本实用新型的原理。
19.图1是相关技术提供的一种盖板的结构示意图;
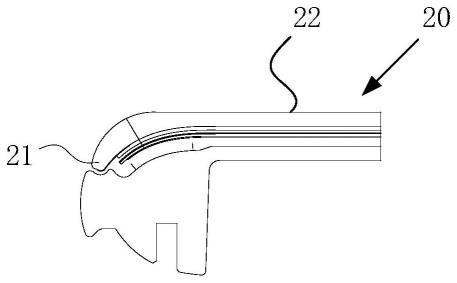
20.图2是本实用新型另一个示例性实施例提供的盖板结构示意图;
21.图3是本实用新型另一个示例性实施例提供的盖板的制备方法的流程图;
22.图4是本实用新型另一个示例性实施例提供的盖板的结构示意图;
23.图5是本实用新型另一个示例性实施例提供的盖板的制备方法的流程图;
24.图6是本实用新型另一个示例性实施例提供的盖板的结构示意图;
25.图7是本实用新型另一个示例性实施例提供的盖板的制备方法的流程图;
26.图8是本实用新型另一个示例性实施例提供的盖板的制备方法的流程图;
27.图9是本实用新型另一个示例性实施例提供的电子设备的结构示意图。
具体实施方式
28.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本实用新型相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本实用新型的一些方面相一致的装置和方法的例子。
29.图1示出了相关技术提供的一种盖板的结构示意图。相关技术中,电子设备包括机体和覆盖在机体表面的盖板,盖板包括第一区域和第二区域。
30.在一些实施例中,盖板是一个整体,且采用的均匀等厚的玻璃,整体屏幕区分为可触摸区域和非可触摸区域,二者之间存在一个界限被称作显示aa位1,即屏幕的显示黑边宽度12一般是从显示aa位1到盖板11的边缘位置。
31.图2示出了本实用新型另一个示例性实施例提供的盖板20的结构示意图。该盖板20分为第一区域21和第二区域22,盖板20整体表面平滑,第一区域21呈曲面结构且围绕第二区域22的至少一侧设置,第一区域21局部加厚,使得第一区域21至少一个部分的厚度大于第二区域22的厚度。
32.在一些实施例中,盖板20是一种透明盖板,或者是半透明盖板,能够透过盖板20进行视觉观察。
33.在一些实施例中,盖板20的应用场景广泛,包括但不限于可以适用于电子设备显示屏、玻璃后盖、透明保护膜、ai眼镜镜片、全景天窗等场景中的至少一种。
34.以下实施例均以本实用新型提供的盖板20适用于电子设备显示屏为例进行说明。
35.综上所述,通过对第一区域21进行局部增厚处理,利用光的折射原理,视觉上能够
形成透明盖板的可视化区域增大,非可视化区域减小,即从显示aa位到盖板边缘的距离减小,由此达到盖板20正面的显示黑边宽度减小的视觉效果。
36.在一些实施例中,第二层32可以设置于第一区域21的部分位置。
37.在一些实施例中,第二层32可以设置于第一区域21的全部位置。
38.在一些实施例中,第二层32可以设置于第二区域22的部分位置。
39.在一些实施例中,第二层32可以设置于第一区域21的部分位置以及第二区域22的部分位置。
40.在一些实施例中,第二层32可以设置于第一区域21和第二区域22的全部位置。
41.在一些实施例中,该盖板20应用于电子设备当中,盖板20的第一区域21在显示aa位处的厚度大于第一区域21的其他部分和第二区域22的厚度,以在所述显示aa位处形成凸透镜结构。
42.图3是本实用新型另一个示例性实施例提供的制备方法的流程图,对于图2所示的盖板20,可以采用一整块玻璃盖板进行制备。
43.步骤301:选用一整块玻璃,切割得到盖板大小的玻璃块;
44.在一些实施例中,制备图2所示的盖板20,可以选用一整块玻璃进行切割制造,首先需要将选用的一整块玻璃经过切割获得多个所需盖板大小的玻璃块。
45.步骤302:利用热弯工艺和cnc切割技术,制备得到不等厚的玻璃盖板。
46.在一些实施例中,可以是先经过热弯工艺将玻璃块热弯成盖板20所需形状,再经过cnc技术切割,针对盖板20的第一区域21和第二区域22所需的不同厚度,对其进行切割处理;或,可以先采用cnc技术对玻璃块进行切割处理,根据所需形状对玻璃块的大小和厚度进行打磨,再通过热弯工艺将切割处理后的盖板20的第一区域21进行热弯处理,可以对盖板20整体同时进行热弯处理,或,对盖板20对称的第一区域21分别进行热弯处理。
47.综上所述,在此种制备方法之下,需要采用一整块的玻璃,同时需要利用cnc切割技术,一方面,此种制备方法是能够实现视觉上形成透明盖板的可视化区域增大,非可视化区域减小,由此达到盖板20正面的显示黑边宽度减小的视觉效果;但另一方面,此种制备方法的玻璃加工成本会非常高,在切割打磨时对于精度要求也较高。
48.图4示出了本实用新型另一个示例性实施例提供的盖板20的结构示意图。
49.在一些实施例中,盖板20包括第一层31和第二层32,第一层31和第二层32在盖板20中表现为上下层。
50.在一些实施例中,第一层31与第二层32贴合,第一层31和第二层32构成一个整体的盖板20。
51.在一些实施例中,第一层31的可以是厚度均匀的,也可以是厚度不均的。
52.在一些实施例中,第二层32的第一区域21的至少一个部分的厚度大于第二区域22的厚度,以在显示aa位处形成凸透镜结构。
53.在一些实施例中,第二层32的硬度小于第一层31的硬度,第一层31作为用户可触摸层,保证盖板20的耐磨性和用户的使用感。第二层32用软材料是为了简化工艺,尽量避免使用cnc这类成本较高且费时的工艺。
54.在一些实施例中,第一层31和第二层32的折射率相同,或,第一层31和第二层32的折射率的差值在阈值范围内,为保证盖板正面的显示黑边宽度减小的视觉效果,即使采用
第一层31和第二层32叠加的方式制成图2所示盖板20,应当保证二者折射率一致或差值在阈值范围内。
55.在一些实施例中,第一层31为玻璃层,该玻璃层采用一整块平面玻璃,厚度均匀,其第一区域可以通过热弯工艺折弯而成。
56.在一些实施例中,第二层32可以是透明树脂。通过将热弯好的第一层31放置到预定模具内,该预定模具根据所需盖板的尺寸需求等比例制造,第一层31固定于模具内的固定位置处,在第一层31的内表面附上一层光学透明胶,该光学透明胶可以牢固的将第一层31和将要制成的第二层32粘接成一体,将透明树脂注射到模具内,并对模具进行真空处理,保证模具内空气被排除,这样能够使得透明树脂在注塑后第一层31和第二层32之间没有气泡,完成注塑并对模具进行保压处置,最后取出注塑成型的盖板,对该盖板的内外表面进行打磨抛光。
57.在一些实施例中,第二层32为材料层,该材料层包括胶水、树脂、塑料等易于成型的材料中的一种,如,胶水可以使用uv胶,所采用的材料无论哪种,都应当是透明可视的,应当保证制成的盖板应用于多种电子设备中时光感不受影响。
58.在一些实施例中,第二层32可以采用注塑工艺,或,淋涂工艺,或,3d打印技术等成型工艺制备实现;
59.如,第二层32采用注塑工艺,即将合适制备第二层32的材料通过加压、注入、冷却、脱离等操作制作一定形状,采用注塑工艺一般需要进过制模、填充、保压、冷却、开模、脱模等6个步骤阶段,与上述实施例中采用透明树脂制备第二层32基本一致;
60.如,第二层32采用淋涂工艺,即将合适制备第二层32的涂料贮存于高位槽中,通过喷嘴或窄缝从上方淋下,呈帘幕状淋在由传送装置带动的被涂物上,形成均匀涂膜,多余的涂料流回容器,通过泵送到高位槽循环使用。采用来淋涂工艺制备第二层32同样需要制模,根据所需盖板的尺寸需求等比例制造淋涂物,再经过固化、烘干、脱模等步骤,有些产品可能还需要进行加硫,增加涂膜在产品上的附着力,根据所需盖板的尺寸和厚度,可能还需要对产品进行一次或是几次的淋涂和加硫,此步骤不是必须实现,需要根据实际产品需要。
61.在一些实施例中,第二层32采用3d打印技术,即将合适制备第二层32的可粘合材料,通过逐层堆叠累积的方式进行构造。
62.在一些实施例中,第二层32可以采用吹塑、吸塑工艺,吹塑工艺和吸塑工艺都是一种塑料加工工艺,吹塑工艺是趁热或将加热至软化的塑料型坯置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,再经冷却脱模;吸塑则是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,再等冷却后成型。
63.综上所述,上述第二层32可以采用多种成型工艺制备而成,根据材料的种类不同,生产实际产品的需求不同,可以采用不同的方案,能够达到一方面降低盖板的制备成本,另一方面能够实现盖板减重。
64.图5是本实用新型另一个示例性实施例提供的制备方法的流程图,对于图2所示的盖板,可以采用一整块玻璃盖板进行制备。
65.步骤501:获取盖板20第一层31的第一区域21大小的玻璃块;
66.在一些实施例中,制备图2所示的盖板20,可以将第二层32设置于盖板20第一层31的第一区域21的曲面内侧或外侧,首先需要获取盖板20第一层31的第一区域21大小的玻璃
块,可以选用一整块玻璃进行切割获取,也可以直接选用多个小玻璃块进行打磨。
67.步骤502:利用热弯工艺和cnc切割技术,制备得到不等厚的盖板第二层32。
68.在一些实施例中,可以是先经过热弯工艺将玻璃块热弯成盖板所需形状,再经过cnc技术切割,针对盖板20的第二层32所需的厚度,对其进行切割处理;或,可以先采用cnc技术对玻璃块进行切割处理,根据所需形状对玻璃块的大小和厚度进行打磨,再通过热弯工艺将切割处理后的第二层32进行热弯处理。
69.综上所述,在此种制备方法之下,不是一定需要采用一整块的玻璃,可以利用小玻璃块,一方面,此种制备方法同样能够实现视觉上形成透明盖板的可视化区域增大,非可视化区域减小,由此达到盖板20正面的显示黑边宽度减小的视觉效果;另一方面在一定程度上能够减少损失。
70.图6示出了本实用新型另一个示例性实施例提供的盖板的结构示意图。
71.在一些实施例中,盖板20包括第一层31和第二层32,第二层32设置于第一区域21的至少部分以及第二区域22的至少部分处,第二层32至少一个部分的厚度大于第一层31的第一区域21的厚度。
72.在一些实施例中,第一层31与第二层32贴合,第一层31和第二层32构成一个整体的盖板20。
73.在一些实施例中,第一层31的可以是厚度均匀的,也可以是厚度不均的。
74.在一些实施例中,第二层32的硬度小于第一层31的硬度,第一层31一般作为用户可触摸层,保证盖板20的耐磨性和用户的使用感。第二层32用软材料是为了简化工艺,尽量避免使用cnc这类成本较高且费时的工艺。
75.在一些实施例中,第一层31和第二层32的折射率相同,或,第一层31和第二层32的折射率的差值在阈值范围内。
76.在一些实施例中,第一层31为玻璃层,该玻璃层采用一整块平面玻璃,厚度均匀,其第一区域可以通过热弯工艺折弯而成。
77.在一些实施例中,第二层32可以是透明树脂。
78.通过将热弯好的第一层31放置到预定模具内,该预定模具根据所需盖板的尺寸需求等比例制造,第一层31固定于模具内的固定位置处,在第一层31的第一区域21的内表面或外表面附上一层光学透明胶,该光学透明胶可以牢固的将第一层31的第一区域21和将要制成的第二层32粘接成一体,将透明树脂注射到模具内,并对模具进行真空处理,保证模具内空气被排除,这样能够使得透明树脂在注塑后第一层31的第一区域21和第二层32之间没有气泡,完成注塑并对模具进行保压处置,最后取出注塑成型的盖板,对该盖板的内外表面进行打磨抛光。
79.在一些实施例中,第二层32为材料层,该材料层包括胶水、树脂、塑料等易于成型的材料中的一种,如,胶水可以使用uv胶,所采用的材料无论哪种,都应当是透明可视的,应当保证制成的盖板应用于多种电子设备中时光感不受影响。
80.在一些实施例中,第二层32可以采用注塑工艺,或,淋涂工艺,或,3d打印技术等成型工艺制备实现;
81.如,第二层32采用注塑工艺,即将合适制备第二层32的材料通过加压、注入、冷却、脱离等操作制作一定形状,采用注塑工艺一般需要进过制模、填充、保压、冷却、开模、脱模
等6个步骤阶段,与上述实施例中采用透明树脂制备第二层32基本一致;
82.如,第二层32采用淋涂工艺,即将合适制备第二层32的涂料贮存于高位槽中,通过喷嘴或窄缝从上方淋下,呈帘幕状淋在由传送装置带动的被涂物上,形成均匀涂膜,多余的涂料流回容器,通过泵送到高位槽循环使用。采用来淋涂工艺制备第二层32同样需要制模,根据所需盖板的尺寸需求等比例制造淋涂物,再经过固化、烘干、脱模等步骤,有些产品可能还需要进行加硫,增加涂膜在产品上的附着力,根据所需盖板的尺寸和厚度,可能还需要对产品进行一次或是几次的淋涂和加硫,此步骤不是必须实现,需要根据实际产品需要。
83.在一些实施例中,第二层32采用3d打印技术,即将合适制备第二层32的可粘合材料,通过逐层堆叠累积的方式进行构造。
84.在一些实施例中,第二层32可以采用吹塑、吸塑工艺,吹塑工艺和吸塑工艺都是一种塑料加工工艺,吹塑工艺是趁热或将加热至软化的塑料型坯置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,再经冷却脱模;吸塑则是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,再等冷却后成型。
85.综上所述,上述第二层32可以采用多种成型工艺制备而成,根据材料的种类不同,生产实际产品的需求不同,可以采用不同的方案,能够达到一方面降低盖板的制备成本,另一方面能够实现盖板减重。
86.图7示出了本实用新型另一个示例性实施例提供的制备方法的流程图。本实施例以采用注塑工艺制备第二层32来举例说明。该方法包括:
87.步骤701:热弯工艺制成第一层31,并放置到模具内;
88.在一些实施例中,第一层31使用一种厚度均匀的玻璃材质,该玻璃层采用一整块平面玻璃,厚度均匀,其第一区域21可以通过热弯工艺折弯而成。
89.在一些实施例中,第一层31可以是不均匀的。
90.在一些实施例中,第一层31需要放置到预定模具内,该预定模具根据所需盖板的尺寸需求等比例制造,第一层31固定于模具内的固定位置处。
91.步骤702:在第一层31的内表面附上一层光学透明胶;
92.在一些实施例中,第一层31固定于模具内的固定位置处之后,光学透明胶可以采用刷涂、喷涂等方式,需要保证于第一层31之间的气泡数达到光学标准。
93.该光学透明胶可以牢固的将第一层31玻璃盖板与将要注塑制成的第二层32粘接成一体。
94.步骤703:向模具内完成注塑,制成第二层32。
95.将胶水、树脂、塑料等能够通过注塑成型的材料注射到模具内,并对模具同时进行真空处理,排除模具内的空气,保证胶水、树脂、塑料等能够通过注塑成型的材料注塑后在模具内与第一层31之间没有气泡,之后完成注塑并需要对模具进行保压处置,最后取出注塑成型的盖板20,对盖板20的内外表面进行打磨抛光。
96.图8示出了本实用新型另一个示例性实施例提供的制备方法的流程图。本实施例以采用成型工艺制备第二层32来举例说明。该方法包括:
97.步骤801:热弯工艺制成第一层31;
98.在一些实施例中,第一层31使用一种厚度均匀的玻璃材质,该玻璃层采用一整块平面玻璃,厚度均匀,其第一区域21可以通过热弯工艺折弯而成。
99.在一些实施例中,第一层31可以是不均匀的。
100.步骤802:成型工艺制成第二层32;
101.在一些实施例中,第二层32使用的材料不指定,可以是胶水、树脂、塑料中的任一种,或,其他可以通过成型工艺实现盖板需求形状的材料。第二层32使用的材料是透明可视的。
102.比如,第二层32可以采用3d打印技术制备,将合适制备第二层32的可粘合材料,通过逐层堆叠累积的方式进行构造。
103.比如,第二层32可以采用淋涂工艺制备,将合适制备第二层32的涂料贮存于高位槽中,通过喷嘴或窄缝从上方淋下,呈帘幕状淋在由传送装置带动的被涂物上,形成均匀涂膜,多余的涂料流回容器,通过泵送到高位槽循环使用。采用来淋涂工艺制备第二层32同样需要制模,根据所需盖板20的尺寸需求等比例制造淋涂物,再经过固化、烘干、脱模等步骤,有些产品可能还需要进行加硫,增加涂膜在产品上的附着力,根据所需盖板20的尺寸和厚度,可能还需要对产品进行一次或是几次的淋涂和加硫,此步骤不是必须实现,需要根据实际产品需要。
104.比如,第二层32可以采用吹塑、吸塑工艺制备,吹塑工艺和吸塑工艺都是一种塑料加工工艺,吹塑工艺是趁热或将加热至软化的塑料型坯置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,再经冷却脱模;吸塑则是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,再等冷却后成型。
105.步骤803:通过光学透明胶粘接第一层31和第二层32;
106.在一些实施例中,采用热弯工艺制成的第一层31和采用成型工艺制成的第二层32是分开制备的,因此第一层31和第二层32之间需要通过光学透明胶进行粘接,光学透明胶可以采用刷涂、喷涂等方式,需要保证于第一层31之间的气泡数达到光学标准;
107.该光学透明胶可以牢固的将第一层31玻璃盖板与将要注塑制成的第二层32粘接成一体。
108.图9是本实用新型另一个示例性实施例提供的电子设备9的结构示意图。
109.本实用新型一示例性实施例还提供了一种电子设备9,包括:机体901和设置在机体901上的盖板20,该盖板20覆盖于机体901表面,盖板20的第一区域21与机体901的中框相接,或,盖板20的第一区域21覆盖机体的中框。
110.应当理解的是,在本文中提及的“多个”是指两个或两个以上。“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。字符“/”一般表示前后关联对象是一种“或”的关系。
111.本领域技术人员在考虑说明书及实践这里公开的实用新型后,将容易想到本实用新型的其它实施方案。本实用新型旨在涵盖本实用新型的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本实用新型的一般性原理并包括本实用新型未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本实用新型的真正范围和精神由权利要求指出。
112.应当理解的是,本实用新型并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本实用新型的范围仅由所附的权利要求来限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。