1.本实用新型属于机械加工技术领域,具体涉及一种阀芯打磨设备。
背景技术:
2.插装阀在生产过程中需要对其上的阀芯的各个边角处进行加工打磨,阀芯共有三处边角需要进行打磨加工,而现有技术中的打磨设备只能一次针对一处的边角进行打磨,加工一个阀芯需要分别对三处边角进行打磨,且阀芯较小,不易拿取阀芯使用打磨设备打磨,易误伤操作人员的手部,安全性较低,工作效率低下。
3.因此,针对上述技术问题,有必要提供一种阀芯打磨设备。
技术实现要素:
4.本实用新型的目的在于提供一种阀芯打磨设备,以解决上述的问题。
5.为了实现上述目的,本实用新型一实施例提供的技术方案如下:
6.一种阀芯打磨设备,包括第一固定柱和第二固定柱,所述第一固定柱下端面固定连接有一对第一限位板,所述第一固定柱下端面开设有一对第一滑动槽,一对所述第一滑动槽内均连接有第一长度调节板,所述第一长度调节板的一侧端面固定连接有第三固定柱;
7.所述第三固定柱固定连接有一对第三限位板,所述第三固定柱上开设有一对第三滑动槽,一对所述第三滑动槽内均连接有第二长度调节板,所述第二长度调节板的一侧端面固定连接有第一打磨组件,所述第一打磨组件连接有第一打磨块,所述第二固定柱上开设有一对第二滑动槽,一对所述第二滑动槽内均连接有第三长度调节板,所述第三长度调节板的一侧端面固定连接有第三打磨组件,所述第二固定柱一侧端面固定连接有一对第二限位板,所述第三打磨组件连接有第三打磨块,所述第一固定柱的一侧端面固定连接有第二打磨组件,所述第二打磨组件连接有第二打磨块,所述第一固定柱的一侧端面固定连接有操作扶手。
8.作为本实用新型的进一步改进,一对所述第二限位板上均开设有第一螺丝孔,一对所述第三长度调节板上均开设有多个第六螺丝孔,一对所述第六螺丝孔均螺纹连接有第二螺栓。
9.作为本实用新型的进一步改进,一对所述第三限位板上均开设有多个第二螺丝孔,一对所述第二长度调节板上均开设有多个第三螺丝孔,一对所述第二螺丝孔均螺纹连接有第三螺栓。
10.作为本实用新型的进一步改进,一对所述第一长度调节板上均开设有多个第五螺丝孔,一对所述第一限位板上均开设有第四螺丝孔,一对所述第五螺丝孔均螺纹连接有第四螺栓。
11.作为本实用新型的进一步改进,所述第二限位板上套接有第五固定柱,所述第一限位板上套接有第六固定柱,所述第三限位板上套接有第四固定柱。
12.作为本实用新型的进一步改进,所述第三打磨块上固定连接有一对第三磁铁块,所述第三打磨组件上均开设有与一对第三磁铁块相匹配的第三限位孔,所述第三限位孔内固定连接有多个铁片。
13.作为本实用新型的进一步改进,所述第一打磨块上固定连接有一对第一磁铁块,所述第一打磨组件上均开设有与一对第一磁铁块相匹配的第一限位孔,所述第一限位孔内固定连接有多个铁片。
14.作为本实用新型的进一步改进,所述第二打磨块上固定连接有一对第二磁铁块,所述第二打磨组件上均开设有与一对第二磁铁块相匹配的第二限位孔,所述第二限位孔内固定连接有多个铁片。
15.作为本实用新型的进一步改进,所述第三固定柱底部端面固定连接有第二固定板,所述第二固定板下端面连接有第一固定板。
16.作为本实用新型的进一步改进,所述第二固定板上开设有第八螺丝孔,所述第一固定板上开设有第七螺丝孔,所述第七螺丝孔螺纹连接有第一螺栓。
17.与现有技术相比,本实用新型具有以下优点:
18.本实用新型实现同时对阀芯的三处边角进行打磨,工作效率高,且与阀芯想匹配,拿取阀芯加工时,不易发生误伤操作人员手部的情况,安全性高。
附图说明
19.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
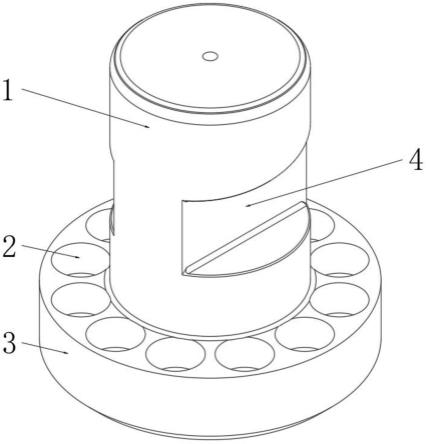
20.图1为本实用新型一实施例中一种阀芯打磨设备的结构示意图;
21.图2为本实用新型一实施例中一种阀芯打磨设备的剖视图;
22.图3为本实用新型一实施例中一种阀芯打磨设备的第一使用状态示意图;
23.图4为本实用新型一实施例中一种阀芯打磨设备的第二使用状态示意图;
24.图5为本实用新型一实施例中一种阀芯打磨设备的第三使用状态示意图;
25.图6为本实用新型一实施例中一种阀芯打磨设备的第四使用状态示意图;
26.图7为本实用新型一实施例中一种阀芯打磨设备的第五使用状态示意图。
27.图中:1.第一固定柱、101.第一限位板、2.第二固定柱、201.第二限位板、202.第一螺丝孔、203.第一限位槽、3.第三固定柱、301.第一长度调节板、302.第三限位板、303.第二螺丝孔、304.第三螺丝孔、305.第二限位槽、306.第五螺丝孔、4.第一打磨组件、401.第二长度调节板、402.第一打磨块、403.第一磁铁块、404.第一限位孔、405.第三限位槽、5.第二打磨组件、501.第二打磨块、502.第二限位孔、503.第二磁铁块、6.第三打磨组件、601.第三长度调节板、602.第三打磨块、603.第三磁铁块、604.第三限位孔、605.第六螺丝孔、7.操作扶手、8.第一固定板、801.第七螺丝孔、9.第二固定板、901.第八螺丝孔、10.第一螺栓、11.第四固定柱、12.第五固定柱、13.第六固定柱、14.第二螺栓、15.第三螺栓、16.第四螺栓、20.第一滑动槽、21.第二滑动槽、22.第三滑动槽、23.阀芯。
具体实施方式
28.以下将结合附图所示的各实施方式对本实用新型进行详细描述。但该等实施方式并不限制本实用新型,本领域的普通技术人员根据该等实施方式所做出的结构、方法、或功能上的变换均包含在本实用新型的保护范围内。
29.本实用新型一实施例公开的一种阀芯打磨设备,参图1~图2所示,包括第一固定柱1和第二固定柱2,第二固定柱2上开设有一对第二滑动槽21,一对第二滑动槽21内均连接有第三长度调节板601,第三长度调节板601的一侧端面固定连接有第三打磨组件6,第二固定柱2接触第三打磨组件6的端面固定连接有一对第二限位板201,换言之,第二固定柱2接触第三打磨组件6的端面固定连接有一对第二限位板201,第三打磨组件6接触第二固定柱2的端面固定连接有一对第三长度调节板601,第二固定柱2接触一对第三长度调节板601的端面开均设有第二滑动槽21,第三长度调节板601在第二滑动槽21内滑动,第三长度调节板601大于第二限位板201在水平面上的投影。
30.参图1~图6所示,第三打磨组件6一侧端面连接有第三打磨块602,第三打磨块602与阀芯23顶部端面的边角相匹配,实现对阀芯23顶部端面的边角进行打磨,第三打磨块602、第二打磨块501和第一打磨块402材质可以为打磨块、金刚砂纸等,打磨效果强,且使用便捷的材质。
31.参图1~图6所示,第三打磨块602上固定连接有一对第三磁铁块603,第三打磨组件6上均开设有与一对第三磁铁块603相匹配的第三限位孔604,第三限位孔604内固定连接有多个铁片,第三磁铁块603磁吸连接第三限位孔604内的铁片,实现对第三打磨块602的拆卸和固定。
32.具体的,当第三打磨块602损坏或需要更换时,通过向下移动第三打磨块602,将第三打磨块602移动至第三打磨块602上的第三磁铁块603离开第三打磨组件6上的第三限位孔604,将第三打磨块602取下,换取新的第三打磨块602后,将第三打磨块602移动至第三打磨块602上的第三磁铁块603磁吸连接第三打磨组件6上的第三限位孔604内的铁片,实现将第三打磨块602固定在第三打磨组件6上。
33.参图2~图4所示,一对第二限位板201上均开设有第一螺丝孔202,一对第三长度调节板601上均开设有多个第六螺丝孔605,一对第六螺丝孔605均螺纹连接有第二螺栓14,一对第二螺栓14分别贯穿第一螺丝孔202和第六螺丝孔605,实现将第三打磨组件6固定在第二固定柱2上,同时具有调节第二固定柱2和第三打磨组件6之间长度的作用。
34.其中多个第六螺丝孔605之间的距离与阀芯23顶部端面的大小相匹配,适用于多种阀芯23的上部端面外径大小。
35.具体的,当需要调节第二固定柱2与第三打磨组件6之间的长度适配与阀芯23,对阀芯23顶部端面的边角进行打磨,通过借助工具转动第二螺栓14将第二螺栓14取出,然后移动第三打磨组件6,第三打磨组件6上的第三长度调节板601也随之移动至合适的位置,此时将第二螺栓14贯穿合适位置的第一螺丝孔202和第六螺丝孔605,通过借助工具转动拧紧第二螺栓14至第二螺栓14与第二限位板201和第三长度调节板601紧密贴合无缝隙,达到将第三长度调节板601与第二限位板201固定,实现将第三打磨组件6固定在第二固定柱2上,不易移动,开始对阀芯23顶部端面的边角进行打磨,不易发生误伤操作人员手部的情况,安全性高。
36.参图1所示,第二限位板201上套接有第五固定柱12,实现对一对第三长度调节板601和一对第二限位板201固定的作用,加强第三长度调节板601与第二限位板201的固定的稳定性,使用第三打磨块602打磨时,不易出现第二固定柱2与第三打磨组件6之间连接晃动的情况。
37.参图2所示,第三打磨组件6接触第二限位板201的端面开设有与第二限位板201相匹配的第一限位槽203,实现第二限位板201与第三打磨组件6接触时第二限位板201插接在第一限位槽203内,具有对第二限位板201限位的作用,增强第二固定柱2与第三打磨组件6之间连接的稳定性。
38.参图1~图2所示,第一固定柱1的一侧端面固定连接有第二打磨组件5,第二打磨组件5连接有第二打磨块501,第二打磨块501与阀芯23的顶部下端面的边角相匹配,实现对阀芯23顶部下端面的边角进行打磨。
39.参图6所示,第二打磨块501上固定连接有一对第二磁铁块503,第二打磨组件5上均开设有与一对第二磁铁块503相匹配的第二限位孔502,第二限位孔502内固定连接有多个铁片,第二磁铁块503磁吸连接第二限位孔502内的铁片,实现对第二打磨块501的拆卸和固定。
40.具体的,当第二打磨块501损坏或需要更换时,通过向下移动第二打磨块501,将第二打磨块501移动至第二打磨块501上的第二磁铁块503离开第二打磨组件5上的第二限位孔502,将第二打磨块501取下,换取新的第二打磨块501后,将第二打磨块501移动至第二打磨块501上的第二磁铁块503磁吸连接第二打磨组件5上的第二限位孔502内的铁片,实现将第二打磨块501固定在第二打磨组件5上。
41.参图1~图2所示,第三固定柱3固定连接有一对第三限位板302,第三固定柱3上开设有一对第三滑动槽22,一对第三滑动槽22内均连接有第二长度调节板401,第二长度调节板401的一侧端面固定连接有第一打磨组件4,换言之,第三固定柱3接触第一打磨组件4的端面固定连接有一对第三限位板302,第一打磨组件4接触第三固定柱3的端面固定连接有一对第二长度调节板401,第三固定柱3接触一对第二长度调节板401的端面开均设有第三滑动槽22,第二长度调节板401在第三滑动槽22内滑动,第二长度调节板401大于第三限位板302在水平面上的投影。
42.参图1~图2所示,第一打磨组件4一侧端面连接有第一打磨块402,第一打磨块402与阀芯23底部端面的边角相匹配,实现对阀芯23底部端面的边角进行打磨。
43.参图6所示,第一打磨块402上固定连接有一对第一磁铁块403,第一打磨组件4上均开设有与一对第一磁铁块403相匹配的第一限位孔404,第一限位孔404内固定连接有多个铁片,第一磁铁块403磁吸连接第一限位孔404内的铁片,实现对第一打磨块402的拆卸和固定。
44.具体的,当第一打磨块402损坏或需要更换时,通过向下移动第一打磨块402,将第一打磨块402移动至第一打磨块402上的第一磁铁块403离开第一打磨组件4上的第一限位孔404,将第一打磨块402取下,换取新的第一打磨块402后,将第一打磨块402移动至第一打磨块402上的第一磁铁块403磁吸连接第一打磨组件4上的第一限位孔404内的铁片,实现将第一打磨块402固定在第一打磨组件4上。
45.参图1~图2所示,一对第三限位板302上均开设有多个第二螺丝孔303,一对第二
长度调节板401上均开设有多个第三螺丝孔304,一对第二螺丝孔303均螺纹连接有第三螺栓15,一对第三螺栓15分别贯穿第二螺丝孔303和第三螺丝孔304,实现将第一打磨组件4固定在第三固定柱3上,同时具有调节第三固定柱3和第一打磨组件4之间长度的作用。
46.其中多个第二螺丝孔303和多个第三螺丝孔304之间的距离与阀芯23底部端面的大小相匹配,适用于多种外径大小的阀芯23。
47.具体的,当需要调节第三固定柱3与第一打磨组件4之间的长度适配与阀芯23,对阀芯23底部端面的边角进行打磨,通过借助工具转动第三螺栓15将第三螺栓15取出,然后移动第一打磨组件4,第一打磨组件4上的第二长度调节板401也随之移动至合适的位置,此时将第三螺栓15贯穿合适位置的第二螺丝孔303和第三螺丝孔304,通过借助工具转动拧紧第三螺栓15至第三螺栓15与第三限位板302和第二长度调节板401紧密贴合无缝隙,达到将第三限位板302与第二长度调节板401固定,实现将第一打磨组件4固定在第三固定柱3上,不易移动,开始对阀芯23底部端面的边角进行打磨,不易发生误伤操作人员手部的情况,安全性高。
48.参图1所示,第三限位板302上套接有第四固定柱11,实现对一对第三限位板302和一对第二长度调节板401固定的作用,加强第三限位板302与第二长度调节板401的固定的稳定性,使用第一打磨块402打磨时,不易出现第三固定柱3与第一打磨组件4之间连接晃动的情况。
49.参图2所示,第一打磨组件4接触第三限位板302的端面开设有与第三限位板302相匹配的第三限位槽405,实现第三限位板302与第一打磨组件4接触时第三限位板302插接在第三限位槽405内,具有对第三限位板302限位的作用,增强第三固定柱3与第一打磨组件4之间连接的稳定性。
50.参图1~图2所示,第一固定柱1下端面固定连接有一对第一限位板101,第一固定柱1下端面开设有一对第一滑动槽20,一对第一滑动槽20内均连接有第一长度调节板301,第一长度调节板301的一侧端面固定连接有第三固定柱3,换言之,第三固定柱3接触第一固定柱1的端面固定连接有一对第一长度调节板301,第一固定柱1接触第三固定柱3的端面固定连接有一对第一限位板101,第一固定柱1接触一对第一长度调节板301的端面开均设有第一滑动槽20,第一长度调节板301在第一滑动槽20内滑动,第一限位板101大于第一长度调节板301在水平面上的投影。
51.参图1~图2所示,一对第一长度调节板301上均开设有多个第五螺丝孔306,一对第一限位板101上均开设有第四螺丝孔,一对第五螺丝孔306均螺纹连接有第四螺栓16,一对第四螺栓16分别贯穿第五螺丝孔306和第四螺丝孔,实现将第三固定柱3固定在第一固定柱1上,同时具有调节第一固定柱1和第三固定柱3之间长度的作用。
52.其中多个第五螺丝孔306之间的距离与阀芯23高度匹配,适用于多种高度的阀芯23。
53.具体的,当需要调节第一固定柱1与第三固定柱3之间的高度适配与阀芯23,对阀芯23边角进行打磨,通过借助工具转动第四螺栓16将第四螺栓16取出,然后移动第三固定柱3,第三固定柱3上的第一长度调节板301也随之移动至合适的位置,此时将第四螺栓16贯穿合适位置的第五螺丝孔306和第四螺丝孔,通过借助工具转动拧紧第四螺栓16至第四螺栓16与第一限位板101和第一长度调节板301紧密贴合无缝隙,达到将第一限位板101与第
一长度调节板301之间连接固定,实现将第三固定柱3固定在第一固定柱1上,不易移动,开始对阀芯23的边角进行打磨,不易发生误伤操作人员手部的情况,安全性高。
54.参图1所示,第一限位板101上套接有第六固定柱13,实现对一对第一限位板101和一对第一长度调节板301固定的作用,加强第一限位板101与第一长度调节板301的固定的稳定性。
55.参图2所示,第三固定柱3接触第一限位板101的端面开设有与第一限位板101相匹配的第二限位槽305,实现第一限位板101与第三固定柱3接触时第一限位板101插接在第二限位槽305内,具有对第一限位板101限位的作用,增强第二固定柱2与第三固定柱3之间连接的稳定性。
56.参图1所示,第一固定柱1的一侧端面固定连接有操作扶手7,实现便于通过操作扶手7操作对阀芯23的边角进行打磨。
57.参图3所示,第三固定柱3底部端面固定连接有第二固定板9,第二固定板9下端面连接有第一固定板8,第二固定板9上开设有第八螺丝孔901,第一固定板8上开设有第七螺丝孔801,第七螺丝孔801螺纹连接有第一螺栓10,第一螺栓10贯穿第七螺丝孔801和第八螺丝孔901,实现对第一固定板8和第二固定板9之间的高度控制,便于将本发明固定在桌子上,不需要通过移动操作扶手7进行打磨。
58.具体的,当需要将本发明固定在桌子上,通过移动阀芯23,对阀芯23的边角进行打磨时,通过将第一螺栓10从第一固定板8和第二固定板9上取下,然后通过移动第一固定板8,移动至适合卡住桌子边角时,通过转动第一螺栓10将第一螺栓10贯穿第七螺丝孔801和第八螺丝孔901,对第一固定板8和第二固定板9之间的连接进行固定,实现将本发明固定在桌子上,不易发生误伤操作人员手部的情况,安全性高。
59.使用时,参图3所示,当需要将本发明固定在桌子上,通过移动阀芯23,对阀芯23的边角进行打磨时,通过将第一螺栓10从第一固定板8和第二固定板9上取下,然后通过移动第一固定板8,移动至适合卡住桌子边角时,通过转动第一螺栓10将第一螺栓10贯穿第七螺丝孔801和第八螺丝孔901,对第一固定板8和第二固定板9之间的连接进行固定,实现将本发明固定在桌子上,此为第一使用状态。
60.参图4所示,当需要调节第二固定柱2与第三打磨组件6之间的长度适配与阀芯23,对阀芯23顶部端面的边角进行打磨,通过借助工具转动第二螺栓14将第二螺栓14取出,然后移动第三打磨组件6,第三打磨组件6上的第三长度调节板601也随之移动至合适的位置,此时将第二螺栓14贯穿合适位置的第一螺丝孔202和第六螺丝孔605,通过借助工具转动拧紧第二螺栓14至第二螺栓14与第二限位板201和第三长度调节板601紧密贴合无缝隙,达到将第三长度调节板601与第二限位板201固定,实现将第三打磨组件6固定在第二固定柱2上,不易移动,开始对阀芯23顶部端面的边角进行打磨,此为第二使用状态。
61.参图5所示,当需要调节第三固定柱3与第一打磨组件4之间的长度适配与阀芯23,对阀芯23底部端面的边角进行打磨,通过借助工具转动第三螺栓15将第三螺栓15取出,然后移动第一打磨组件4,第一打磨组件4上的第二长度调节板401也随之移动至合适的位置,此时将第三螺栓15贯穿合适位置的第二螺丝孔303和第三螺丝孔304,通过借助工具转动拧紧第三螺栓15至第三螺栓15与第三限位板302和第二长度调节板401紧密贴合无缝隙,达到将第三限位板302与第二长度调节板401固定,实现将第一打磨组件4固定在第三固定柱3
上,不易移动,开始对阀芯23底部端面的边角进行打磨,此为第三使用状态。
62.参图6所示,当第三打磨块602、第二打磨块501和第一打磨块402损坏需要更换时,通过移动第三打磨块602、第二打磨块501和第一打磨块402,将第三打磨块602、第二打磨块501和第一打磨块402分别从第三打磨组件6、第二打磨组件5和第一打磨组件4上取下,换取新的第三打磨块602、第二打磨块501和第一打磨块402,此为第四使用状态。
63.参图7所示,当需要调节第一固定柱1与第三固定柱3之间的高度适配与阀芯23,对阀芯23边角进行打磨,通过借助工具转动第四螺栓16将第四螺栓16取出,然后移动第三固定柱3,第三固定柱3上的第一长度调节板301也随之移动至合适的位置,此时将第四螺栓16贯穿合适位置的第五螺丝孔306和第四螺丝孔,通过借助工具转动拧紧第四螺栓16至第四螺栓16与第一限位板101和第一长度调节板301紧密贴合无缝隙,达到将第一限位板101与第一长度调节板301之间连接固定,实现将第三固定柱3固定在第一固定柱1上,不易移动,开始对阀芯23的边角进行打磨,此为第五使用状态。
64.由以上技术方案可以看出,本实用新型具有以下有益效果:
65.本实用新型实现同时对阀芯的三处边角进行打磨,工作效率高,且与阀芯想匹配,拿取阀芯加工时,不易发生误伤操作人员手部的情况,安全性高。
66.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
67.此外,应当理解,虽然本说明书按照实施例加以描述,但并非每个实施例仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。