1.本发明涉及船舶柴油机技术领域,具体是一种船舶柴油机修理用排气阀研磨设备。
背景技术:
2.船舶用柴油机的热效率高、经济性好、起动容易、对各类船舶有很大适应性,问世以后很快就被用作船舶推进动力,至20世纪50年代,在新建造的船舶中,柴油机几乎完全取代了蒸汽机,船用柴油机已是民用船舶、中小型舰艇和常规潜艇的主要动力,柴油机排气阀是柴油机的重要零部件,安装在气缸盖上与气缸盖、气缸套、活塞组成柴油机燃烧室,排气阀工作性能影响着柴油机工作的稳定性、可靠性、动力性、经济性及排放气体指标。
3.船舶柴油机工作时,排气阀座处于高温高压的恶劣环境中,还要承受气阀的冲击载荷,由此产生交变机械应力和变形,引起气阀和阀座接触面发生相对位移,同时在气阀及阀座表面还会出现磨损、麻点、凹痕和裂痕等缺陷,这些缺陷破坏了气阀和阀座的密封性,影响了柴油机的正常运转,因此在对大型柴油机检修时,排气阀及阀座的修复是一项非常重要的工作,为了保证气阀与阀座的密封性,要对气阀与阀座的配合面进行研磨,
4.但是,由于市场小,无专业厂家生产该类型的专业设备,大多是由人工手动打磨,人工手动打磨效率低、工人劳动强度大,人工成本高。
技术实现要素:
5.本发明的目的在于提供一种船舶柴油机修理用排气阀研磨设备,以解决上述背景技术中提出的目前市场无成熟产品可用于大型柴油机修理的排气阀研磨,人工操作效率低的问题。
6.为实现上述目的,本发明提供如下技术方案:
7.一种船舶柴油机修理用排气阀研磨设备,包括底座、立柱套管、立柱丝杆和凸轮,所述底座上安装有四个座板法兰,四个所述座板法兰上安装有法兰,所述法兰上安装有立柱套管,所述立柱套管内部设置有立柱丝杆,所述立柱套管顶端半嵌入式安装有导套,所述导套上固定安装有支撑环,所述立柱丝杆上安装有螺母,所述螺母设置在支撑环上方,所述螺母上安装有手柄,所述立柱丝杆的顶端安装有面板,所述面板的中间安装有加强套管,所述加强套管中间贯穿式设置有排气阀,所述底座上设置有凸轮,所述凸轮中间安装有凸轮轴,所述凸轮轴与安装在底座上的两个轴承座转动连接,所述凸轮轴的一侧连接有减速箱,所述减速箱另一端连接有皮带传动组件,所述皮带传动组件的另一端连接有电机。
8.作为本发明进一步的方案:所述面板的底部两侧安装有第一筋板,所述第一筋板的底端安装有第二筋板。
9.作为本发明再进一步的方案:所述凸轮轴和减速箱之间设置有联轴器,且凸轮轴和减速箱输入轴之间通过联轴器传动连接。
10.作为本发明再进一步的方案:所述皮带传动组件包括大皮带轮、三角带和小皮带
轮,所述大皮带轮安装在减速箱的输出轴上,所述小皮带轮安装在电机输出轴上,所述小皮带轮和大皮带轮之间通过三角带传动连接。
11.作为本发明再进一步的方案:所述凸轮偏向排气阀正下方一侧设置。
12.作为本发明再进一步的方案:所述底座上位于凸轮的正下方开设有滑油槽。
13.作为本发明再进一步的方案:所述电机的底部安装有电机调节座。
14.作为本发明再进一步的方案:所述凸轮朝向逆时针方向转动。
15.作为本发明再进一步的方案:所述面板和四个立柱丝杆之间均设置有固定法兰和固定座板,所述固定法兰安装在立柱丝杆顶端,所述固定座板安装在面板的底面,所述固定法兰与固定座板通过螺栓固定连接。
16.与现有技术相比,本发明的有益效果是:
17.1、本发明通过设置采用凸轮驱动排气阀做上下运动从而实现半自动化研磨,以机械运动的设备替代人工操作,降低工人劳动强度,提高工作效率,实现专业修理工程的设备专业化。
18.2、本发明工作台支撑腿采用调节丝杆结构可调整工装平台高度从而适用于不同规格的排气阀,使得本发明的适用范围更广。
19.3、本发明顶轮位置的偏角设计可实现研磨时排气阀自动旋转提高研磨质量。
20.4、本发明通过蜗轮蜗杆减速箱的速度调整可以实现需要的研磨频率。
附图说明
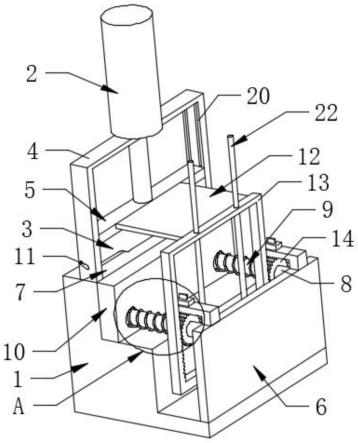
21.图1为一种船舶柴油机修理用排气阀研磨设备的结构剖开图。
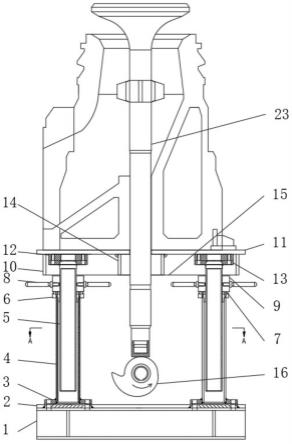
22.图2为一种船舶柴油机修理用排气阀研磨设备图1中a-a方向的结构示意图。
23.1、底座;2、座板法兰;3、法兰;4、立柱套管;5、立柱丝杆;6、导套;7、支撑环;8、手柄;9、螺母;10、第一筋板;11、面板;12、固定座板;13、固定法兰;14、加强套管;15、第二筋板;16、凸轮;17、凸轮轴;18、轴承座;19、联轴器;20、减速箱;21、皮带传动组件;2101、大皮带轮;2102、三角带;2103、小皮带轮;22、排气阀;23、滑油槽;24、电机;25、电机调节座。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.请参阅图1~2,本发明实施例中,一种船舶柴油机修理用排气阀研磨设备,包括底座1、立柱套管4、立柱丝杆5和凸轮16,底座1上安装有四个座板法兰2,四个座板法兰2上安装有法兰3,法兰3上安装有立柱套管4,立柱套管4内部设置有立柱丝杆5,立柱套管4顶端半嵌入式安装有导套6,导套6上固定安装有支撑环7,立柱丝杆5上安装有螺母9,螺母9设置在支撑环7上方,螺母9上安装有手柄8,立柱丝杆5的顶端安装有面板11,面板11的中间安装有加强套管14,加强套管14中间贯穿式设置有排气阀22,工作台支撑腿采用立柱丝杆5结构可调整工装平台高度从而适用于不同规格的排气阀22,底座1上设置有凸轮16,采用凸轮16驱动排气阀22做上下运动从而实现半自动化研磨,凸轮16中间安装有凸轮轴17,凸轮轴17与
安装在底座1上的两个轴承座18转动连接,凸轮轴17的一侧连接有减速箱20,通过蜗轮蜗杆式的减速箱20的速度调整可以实现需要的研磨频率,减速箱20另一端连接有皮带传动组件21,皮带传动组件21的另一端连接有电机24。
26.面板11的底部两侧安装有第一筋板10,第一筋板10的底端安装有第二筋板15,第一筋板10和第二筋板15的设置能够提高面板11的结构强度,使其承受重量更大。
27.凸轮轴17和减速箱20之间设置有联轴器19,且凸轮轴17和减速箱20输入轴之间通过联轴器19传动连接。
28.皮带传动组件21包括大皮带轮2101、三角带2102和小皮带轮2103,大皮带轮2101安装在减速箱20的输出轴上,小皮带轮2103安装在电机24输出轴上,小皮带轮2103和大皮带轮2101之间通过三角带2102传动连接。
29.凸轮16偏向排气阀22正下方一侧设置,这样设计可实现研磨时排气阀自动旋转提高研磨质量。
30.底座1上位于凸轮16的正下方开设有滑油槽23,滑油槽23内设置有润滑油,凸轮16转动时润滑油粘附其表面,滑油槽23的设置能够使得凸轮16表面摩擦力更小,减小凸轮16与阀座之间的摩擦,降低阀座的磨损程度。
31.电机24的底部安装有电机调节座25,电机调节座25用于固定电机24并调节电机24的安装位置。
32.凸轮16朝向逆时针方向转动,这样设计可以使得凸轮16更好的将排气阀22往复顶升。
33.面板11和四个立柱丝杆5之间均设置有固定法兰13和固定座板12,固定法兰13安装在立柱丝杆5顶端,固定座板12安装在面板11的底面,固定法兰13与固定座板12通过螺栓固定连接,这样设计可使得面板11与立柱丝杆5可进行拆卸更换维修,能够降低维修成本。
34.当前纯人工操作成本:研磨一只排气阀22二工时0.5工;
35.使用设备预计研磨一只排气阀22用时二小时;使用人工0.125工;
36.每个排气阀22研磨可平均节约人工成本0.375工。
37.全年维修工程完成600只排气阀22研磨作业,共可节约0.375*600=225工,
38.全年可合计节约人工成本:225工*300元/工=67500元。
39.本发明使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中,常规的型号,加上电路连接采用现有技术中常规的连接方式,在此不再详述,本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
40.本发明的工作原理是:
41.使用时,人员转动手柄8,手柄8带动螺母9相对立柱丝杆5转动,从而带动立柱丝杆5相对立柱套管4升高或降低,实现平台与底座1上凸轮16间距离调整到排气阀22适宜的高度,然后电机24通过皮带传动组件21和减速箱20驱动凸轮16逆时针转动,使得排气阀22直线运动,排气阀22的顶升为均速直线运动,排气阀22下落时为自由落体运动,安装时调节顶升距离大小决定阀头下落速度产生的撞击力大小,同时利用凸轮16安装的偏心量实现阀头往复运动的同时产生固定角位移的周向旋转,模拟柴油机工作状态时的运动及旋转,通过
在阀座接触面涂研磨膏并往复撞击工作面实现阀头阀座工作面的研磨。
42.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。