1.本发明涉及食品包装领域,特别是高阻隔、绿色印刷、环保膜。
背景技术:
2.膨化食品是六十年代末出现的一种新型食品,国外又称挤压食品、喷爆食品、轻便食品等。它以含水分较少的谷类、薯类、豆类等作为主要原料,它们经过加压、加热处理后使原料本身的体积膨胀,内部的组织结构亦发生了变化,经加工、成型后而制成。由于这类食品的组织结构多孔蓬松,口感香脆、速甜,具有一定的营养价值很惹孩子们的喜爱。膨化食品易氧化、怕光,一般习惯采用塑料复合枕式袋作为产品的包装。塑料复合包有很好的产品保护效果。塑料复合包装材料品种繁多,可以有很多种复合组合,包括塑-塑复合,纸-塑复合,铝塑复合等。用于食品包装的复合材料要求有三层。内层要求无毒、无味、耐油、耐化学性能好,具有热封性。外层要求光学性能好、印刷性好、耐磨耐热,具有强度和刚性。中层要求具有阻隔性(阻气、阻香、防潮和遮光)。一般膨化食品的包装材料是opp/镀铝/cpp,其中opp保证材料的强度和包装的印刷效果,镀铝材料有很好的阻气、阻光等效果,cpp层起热封的作用。复合工艺方法主要有涂布法、层合法和共挤法3种,可单独应用,也可复合应用。包装膨化休闲食品的立式包装机属于多功能包装机,机器采用成卷片膜为包装材料,单机能完成制袋、充填物料、充氮气、封口、切断及打印日期等一系列功能。
3.在人们对生态环境极大关注的今天,食品的绿色环保包装也成为一种必需。世界各国都把减量、复用回收及可降解作为生态环保包装的目标和手段。很多国家出台了包装材料需回收的规定。膨化食品包装材料也要做到环保。现有技术中的镀铝膜是mpet,不能做到回收,而只是简单的把mpet替换成mopp,对包装的走机性能又有很大的影响。
技术实现要素:
4.为了解决上述技术问题,本发明提供了一种可回收高阻隔膨化食品包装膜及其制备方法,实现了高阻隔、可回收,且适应高速立式包装机等优点。
5.为了实现本发明的目的之一,本发明提供一种可回收高阻隔膨化食品包装膜,该包装膜由印刷层、阻隔层、热封层三层结构复合形成,所述的印刷层为sopp(双向拉伸热封聚丙烯薄膜),阻隔层为mopp(双向拉伸镀铝聚丙烯薄膜),所述的热封层为超低温热封cpp(超低温热封流延聚丙烯薄膜);所述印刷层与阻隔层之间通过挤复中间层复合,所述阻隔层与热封层通过无溶剂复合工艺复合。
6.优选地,所述挤复中间层的配料质量比为ldpe:mlldpe:emaa=2:2:1。
7.优选地,所述的印刷层厚度为15~20μm,所述挤复中间层厚度为8~15μm,所述的阻隔层厚度为13~18μm,所述的热封层厚度为18~30μm。
8.优选地,所述印刷层中,热封面和电晕面做在一面用于印刷,从而提高油墨和挤复中间层剥离强度。
9.本发明的另一目的在于提供一种上述可回收高阻隔膨化食品包装膜的制备方法,
其包括如下步骤:
10.(1)利用印刷机的印刷装置对sopp进行印刷,烘干后得到sopp/ink层;
11.(2)采用挤复工艺将sopp/ink层和mopp挤复在一起形成复合层一;
12.(3)采用无溶剂复合设备将复合层一与超低温热封cpp复合形成复合层二。
13.优选地,所述步骤(1)中,生产sopp(双向拉伸热封聚丙烯薄膜)时,将热封面和电晕面做在一面用于印刷,提高层间剥离强度。
14.优选地,所述步骤(2)中,将步骤(1)中得到的sopp/ink层为第一放卷基材,然后使第一放卷基材在一定的张力条件下,经过横向纠偏后平行展平地进入涂布系统,涂布辊通过压胶辊施加压力,使得ac剂均匀地转移到sopp/ink层的印刷面上;第二放卷基材mopp在一定张力条件下平行展平,通过挤出机将pe树脂熔融并利用熔融树脂作为粘合层或涂布层,使sopp/ink层和mopp结合在一起。
15.优选地,所述步骤(3)中,将低温cpp材料为第一放卷基材,然后使第一放卷基材在一定张力条件下,经过5辊上胶系统将100%固含的聚氨酯胶粘剂涂布在基材上;将步骤(2)中得到的复合层一在一定张力条件下平行展平,通过复合压辊将材料粘合在一起;在此过程中,开启二放电晕机对mopp膜的内侧粘合面进行电晕。
16.优选地,所述步骤(2)中,当材料宽度为550-750mm时,设定一放卷张力为10.0
±
3.0kgf、二放卷张力为7.0
±
2.0kgf、烘箱张力为5.0
±
1.0kgf、收卷张力为11.0
±
3.0kgf;当材料宽度为750-1050mm时,设定一放卷张力为10.0
±
3.0kgf、二放卷张力为9.0
±
2.0kgf、烘箱张力为5.0
±
1.0kgf、收卷张力为11.0
±
3.0kgf。
17.优选地,所述步骤(2)中,压胶辊施加压力为3.0
±
1.0bar,ac剂的上胶量为0.1~0.4g/m2;所述挤复工艺过程中螺杆和模头温度为210-335℃,复合压力为3.0
±
1.0bar,剥离压力为0-4.0bar;所述步骤(2)中的挤出复合机使用300目滤网对pe进行过滤,控制晶点;所述步骤(2)中冷却光辊的冷却温度控制在22.0
±
2.0℃。
18.在挤复工艺中,由于挤复中间层选用特定的配料质量比ldpe:mlldpe:emaa=2:2:1,同时配合上述特定的张力和温度,增强了与mopp的结合强度。
19.优选地,所述步骤(3)中,一放卷张力为25~35n,二放卷张力为80-120n;所述复合压辊在50度,2.0~3.0bar的压力下将材料粘合在一起;所述二放电晕机的电晕值为2.5-3.0kw,收卷张力为100-80n,收卷锥度为双曲线模式20%。
20.本发明相比现有技术的有益效果在于:
21.本发明包装膜结构中含有sopp、mopp和cpp,能够获得良好的拉伸强度、冲击强度和韧性,且透明性好,同时,三款材料本身也是一种很好的环保材料。
22.本发明选用挤出复合-无溶剂复合法获得多层包装膜,可以减少胶黏剂的使用,同时使用无溶剂聚氨酯胶黏剂,减少有机溶剂的危害,降低生产过程中voc的排放,具有环保效果。
23.本发明在超低温cpp热封层中添加一定比例的聚烯烃弹性体,能够提高热封层的强度及降低热封温度。
附图说明
24.图1是本发明的可回收高阻隔膨化食品包装膜结构图;
25.图2是本发明可回收高阻隔膨化食品包装膜的制作工艺流程图。
26.图中:1、印刷层;2、阻隔层、3、热封层;4、挤复中间层。
具体实施方式
27.为了使本发明的目的、技术方案及优点更加清楚明白,以下实施例,对本发明进行进一步详细说明,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.本发明采用如下缩写:
29.sopp:双向拉伸热封聚丙烯薄膜;
30.mopp:双向拉伸镀铝聚丙烯薄膜;
31.cpp:流延聚丙烯薄膜;
32.bopp:双向拉伸聚丙烯薄膜;
33.pe:聚乙烯;
34.pet:聚对苯二甲酸乙二醇酯;
35.ldpe:低密度聚乙烯;
36.mlldpe:茂金属聚乙烯;
37.emaa:乙烯-甲基丙烯酸共聚物。
38.如图1所示,本发明的可回收高阻隔膨化食品包装膜由印刷层1、阻隔层2、热封层3三层结构复合形成,所述的印刷层1为sopp(双向拉伸热封聚丙烯薄膜),阻隔层2为mopp(双向拉伸镀铝聚丙烯薄膜),所述的热封层3为超低温热封cpp(超低温热封流延聚丙烯薄膜);所述印刷层1与阻隔层2之间通过挤复中间层4复合,所述阻隔层2与热封层3通过无溶剂复合工艺复合。
39.如图2所示,本发明的可回收高阻隔膨化食品包装膜的制备方法,包括如下步骤:(1)利用印刷机的印刷装置对sopp进行印刷,烘干后得到sopp/ink层;(2)采用挤复工艺将sopp/ink层和mopp挤复在一起形成复合层一;(3)采用无溶剂复合设备将复合层一与超低温热封cpp复合形成复合层二。
40.以下通过实施例与对比例来进一步说明包装膜的具体制备与技术效果。
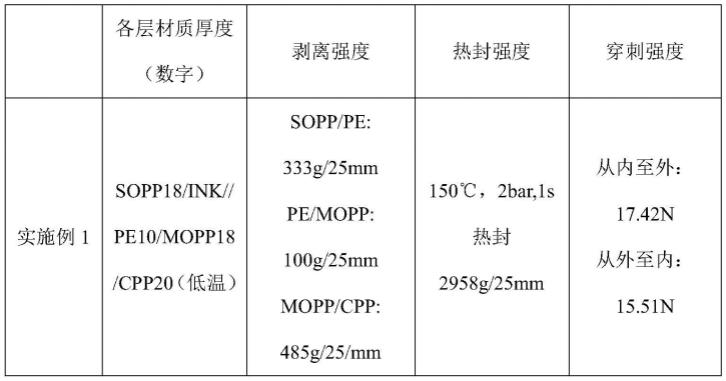
41.实施例1
42.采用如下步骤制备高阻隔膨化食品包装膜:
43.(1)、利用印刷机的印刷装置对sopp膜进行印刷,烘干后得到sopp/ink层;生产sopp(双向拉伸热封聚丙烯薄膜)时,将热封面和电晕面做在一面用于印刷,提高层间剥离强度。
44.(2)、采用挤复工艺将sopp/ink层和mopp挤复在一起形成复合层一;所述步骤(2)中,将步骤(1)中得到的sopp/ink层为第一放卷基材,然后使第一放卷基材在一定的张力条件下,经过横向纠偏后平行展平地进入涂布系统,涂布辊通过压胶辊施加压力,使得ac剂均匀地转移到sopp/ink层的印刷面上;第二放卷基材mopp在一定张力条件下平行展平,通过挤出机将pe树脂熔融并利用熔融树脂作为粘合层或涂布层,使sopp/ink层和mopp结合在一起。pe树脂的配料质量比为ldpe:mlldpe:emaa=2:2:1;所述步骤(2)中,材料宽度为550mm,设定一放卷张力为10.0kgf、二放卷张力为7.0kgf、烘箱张力为5.0kgf、收卷张力为
11.0kgf;所述步骤(2)中,压胶辊施加压力为3.0bar,ac剂的上胶量为0.2g/m2;所述挤复工艺过程中螺杆和模头温度为300℃,复合压力为3.0bar,剥离压力为3.0bar;所述步骤(2)中的挤出复合机使用300目滤网对pe进行过滤,控制晶点;所述步骤(2)中冷却光辊的冷却温度控制在22.0
±
2.0℃。
45.(3)、采用无溶剂复合设备将复合层一与超低温热封cpp复合形成复合层二。所述步骤(3)中,将超低温cpp材料为第一放卷基材,然后使第一放卷基材在一定张力条件下,经过5辊上胶系统将100%固含的聚氨酯胶粘剂涂布在基材上;将步骤(2)中得到的sopp/pe/mopp复合层一在一定张力条件下平行展平,通过复合压辊将材料粘合在一起;在此过程中,开启二放电晕机对mopp膜的内侧粘合面进行电晕。所述步骤(3)中,一放卷张力为30n,二放卷张力为100n;所述复合压辊在50度,2.5bar的压力下将材料粘合在一起;所述二放电晕机的电晕值为3.0kw,收卷张力为100n,收卷锥度为双曲线模式20%。
46.(4)、熟化:将步骤(3)得到的复合层二sopp/pe/mopp/cpp复合膜卷送入熟化室内熟化,熟化温度40℃、熟化时间24-36h。
47.(5)、分切:将熟化的sopp/pe/mopp/cpp复合膜切割成所需的宽度。
48.(6)、检验合格,包装入库。
49.其中,所得复合膜的sopp层厚度为18μm,pe层厚度为10μm,mopp层厚度为18μm,超低温热封cpp层厚度18μm。
50.实施例2
51.与实施例1相比,实施例2中所述步骤(2)中,材料宽度为750mm,一放卷张力为10.0kgf、二放卷张力为9.0kgf、烘箱张力为5.0kgf、收卷张力为11.0kgf。
52.其中,所得复合膜的sopp层厚度为18μm,pe层厚度为10μm,mopp层厚度为18μm,超低温热封cpp层厚度30μm。
53.实施例3
54.与实施例1相比,实施例3中所述步骤(2)中,材料宽度为1050mm,一放卷张力为10.0kgf、二放卷张力为9.0kgf、烘箱张力为5.0kgf、收卷张力为11.0kgf。
55.其中,所得复合膜的sopp层厚度为18μm,pe层厚度为10μm,mopp层厚度为18μm,超低温热封cpp层厚度25μm。
56.对比例1
57.与实施例3相比,对比例1采用普通cpp替换超低温热封cpp。
58.对比例2
59.与实施例3相比,对比例2采用bopp替换sopp。
60.对比例3
61.与实施例3相比,对比例3采用普通cpp替换超低温热封cpp,采用bopp替换sopp。
62.表1实施例及对比例性能测试
63.[0064][0065]
[0066]
由上表中测试结果可知,实施例中环保结构sopp//pe/mopp/cpp的产品剥离强度、热封强度以及穿刺强度均达到现有产品bopp//pe//pet/cpp的性能要求,而且所有的材料都是可回收的。另外两次复合过程均无溶剂排放、产品残留溶剂低,更环保更卫生安全。
[0067]
与对比例1相比,实施例3采用低温cpp替换普通cpp,对比例热封强度在150℃,2bar,1s的热封条件下,热封强度2876g/25mm,而实施例3的热封强度为4045g/25mm,热封强度有较大的提升,满足产品热封强度大于3000g/25mm的性能要求。与对比例2相比,实施例3采用sopp替换bopp。对比例2的sopp/pe层剥离强度为66g/25mm,实施例3的sopp/pe层剥离强度为321g/25mm,满足产品sopp/pe剥离强度大于75g/25mm的性能要求。与对比例3相比,实施例3采用低温cpp替换普通cpp,采用sopp替换bopp,热封强度和剥离强度均得到较大提升。本发明中的实施例通过选用环保材料的组合,特别是印刷层和热封层材料的选择,在使用性能和环保要求上得到兼顾,相比于传统的包装材料取得了较大的进步。
[0068]
综上所述,虽然本发明已以优选实施例揭露如上,但上述优选实施例并非用以限制本发明,本领域的普通技术人员,在不脱离本发明的精神和范围内,均可作各种更动与润饰,因此本发明的保护范围以权利要求界定的范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。