1.本实用新型属于模具技术领域,涉及一种桨叶热压成型模具。
背景技术:
2.桨叶是一种结构特殊的叶片,例如,桨叶面,常常称为桨叶剖面,是指桨叶的扁平部分,桨叶面呈翼型,和机翼末端部分类似,桨叶面由根到尖的五分之四部分。这种比价特殊的结构,使得桨叶加工制造较为困难;随着技术的不断发展,对于复合材料桨叶可采用闭合模具热压固化成型工艺,这样成批生产过程中的外形尺寸都可以很好保证。但是现有的热压模具存在以下缺陷:现有的模具虽然精细化程度要求高,满足桨叶的技术要求,但是导致制造成本增加;现有的模具桨叶成型质量和效率较低;现有的模具结构复杂,不易安装使用。
技术实现要素:
3.针对现有桨叶加工模具存在的成本高、效率低的技术问题,本实用新型提供一种桨叶热压成型模具,具有结构简单、成本低、成型效率质量好,效率高。
4.为了实现上述目的,本实用新型采用的技术方案是:
5.一种桨叶热压成型模具,包括上模本体、下模本体以及密封紧固单元;所述上模本体和下模本体结构相同;所述上模本体和下模本体镜像放置并卡接形成模具本体,所述模具本体内部形成桨叶成型腔,所述桨叶成型腔一端是与模具本体外部连通的开口,开口通过密封紧固单元密封并与模具本体紧固。
6.进一步的,所述密封紧固单元包括固定块以及端头密封件;所述端头密封件为u形槽结构,端头密封件底面与开口接触密封,端头密封件的u形槽口卡在固定块上。
7.进一步的,所述密封紧固单元还包括位于固定块正上方的上卡座;所述上卡座与固定块卡接,所述上卡座与上模本体连接。
8.进一步的,所述上卡座的下表面上设置卡槽,所述卡槽卡在固定块上;所述上卡座侧壁上设置上销孔和上沉孔;所述上卡座通过上销孔和上沉孔与上模本体连接。
9.进一步的,所述上销孔和上沉孔均为两个,均布于上卡座侧壁上。
10.进一步的,所述密封紧固单元还包括位于固定块正下方的下卡座;所述下卡座与上卡座结构相同,所述下卡座与固定块卡接,所述下卡座与下模本体连接。
11.进一步的,所述上模本体和下模本体均为l形结构,且相互卡扣形成长方形模具本体。
12.进一步的,所述上模本体上设置上固定孔;所述下模本体上设置下固定孔;所述上固定孔与下固定孔位置相对,并通过螺钉连接。
13.进一步的,所述上固定孔和下固定孔均为多个且数量相等,多个上固定孔与多个下固定孔位置一一对应。
14.进一步的,所述上模本体上设置上开模口;所述下模本体上设置下开模口。
15.本实用新型的有益效果是:
16.1、本实用新型中,通过卡扣方式将上模本体和下模本体连接形成桨叶成型腔,并通过螺栓紧固,结构简单,大大降低成本,且连接紧密,保证热压成型效果和桨叶成型质量。
17.2、本实用新型,通过密封紧固单元对桨叶成型腔进行密封,同时加固与上模本体和下模本体的连接固定,避免成型过程中材料溢出,提高成型质量以及成型率。进一步的,通过固定块、端头密封件、上卡座和下卡座联合,实现密封紧固,结构简单,操作方便,实用性强。
附图说明
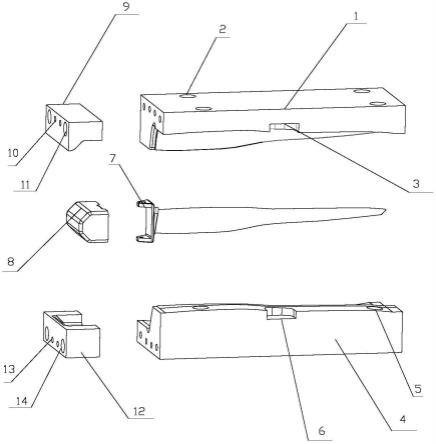
18.图1为本实用新型体提供的桨叶热压成型模具分解示意图;
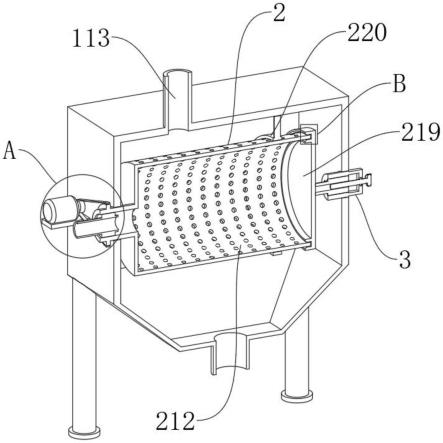
19.图2为本实用新型体提供的桨叶热压成型模具整体剖视示意图;
20.其中:
21.1—上模本体;2—上固定孔;3—上开模口;4—下模本体;5—下固定孔;6—下开模口;7—端头密封件;8—固定块;9—上卡座;10—上销孔;11—上沉孔;12—下卡座;13—下销孔;14—下沉孔;15—桨叶成型腔。
具体实施方式
22.现结合附图以及实施例对本实用新型做详细的说明。
23.实施例
24.参见图1和图2,一种桨叶热压成型模具,包括上模本体1、下模本体4以及密封紧固单元;上模本体1和下模本体4结构相同;上模本体1和下模本体4镜像放置并卡接形成模具本体,模具本体内部形成桨叶成型腔15,桨叶成型腔15一端是与模具本体外部连通的开口,开口通过密封紧固单元密封并与模具本体紧固。
25.上模本体1和下模本体4均为l形结构,上模本体1和下模本体4镜像放置,且相互卡扣形成长方形模具本体。
26.上模本体1上设置从上向下贯通上模本体1的上固定孔2,上固定孔2为多个,优选的为四个,呈矩阵式均布在上模本体1。
27.下模本体4上设置从上向下贯通下模本体4的下固定孔5;下固定孔5为多个,优选的,下固定孔5为四个,呈矩阵式均布在下模本体4上。
28.四个上固定孔2与四个下固定孔5位置相对,并通过螺钉连接,实现上模本体1和下模本体4的紧密连接。
29.上模本体1侧壁上设置上开模口3;下模本体4侧壁上设置下开模口6。且上开模口3和下开模口6在模具本体同侧,且关于模具本体轴向对称分布。通过上开模口3和下开模口6方便成型后脱模。
30.由于上模本体1的内壁型面为半个桨叶型面,下模本体4的内壁型面为半个桨叶型面,当上模本体1和下模本体4相互卡扣后,上模本体1内壁和下模本体4的内壁之间形成桨叶成型腔15,上模本体1和下模本体4外部形成长方形模具本体。桨叶成型腔15的形状与桨叶形状相同,一端为桨叶根部,另一端为桨叶尖部,根部与模具本体外连通的开口,尖部置于模具本体内,开口通过密封紧固单元密封并与模具本体紧固,便于热压成型。
31.本实施例中,密封紧固单元包括固定块8以及端头密封件7。
32.固定块8为不规则长方体结构,端头密封件7为u形槽结构,端头密封件7的底面与开口接触密封,端头密封件7的u形槽口卡在固定块8其中一个侧面上。
33.本实施例中,密封紧固单元还包括位于固定块8正上方的上卡座9;上卡座9从上方卡住固定块8,同时上卡座9与上模本体1连接。
34.具体的,上卡座9为长方体结构,上卡座9的下表面上设置与固定块8上表面相适配的卡槽,卡槽卡在固定块8的上表面上;上卡座9侧壁上设置贯穿的上销孔10和贯穿的上沉孔11,上卡座9通过上销孔10和上沉孔11与上模本体1连接。
35.优选的,上销孔10和上沉孔11均为两个,等间距均布在上卡座9侧壁上同一横截面上,上模本体1上设置与上销孔10和上沉孔11相对应的连接孔,方便通过螺钉或螺栓将上卡座9和上模本体1连接固定。
36.本实施例中,密封紧固单元还包括位于固定块8正下方的下卡座12;下卡座12与上卡座9结构相同,下卡座12与固定块8卡接,下卡座12与下模本体4连接。
37.具体的,下卡座12的上表面上设置与固定块8下表面相适配的卡槽,卡槽卡在固定块8的下表面上;下卡座12侧壁上设置贯穿的下销孔13和贯穿的下沉孔14,下卡座12通过下销孔13和下沉孔14与下模本体4连接。
38.优选的,下销孔13和下沉孔14均为两个,等间距均布在下卡座12侧壁上同一横截面上,下模本体4上设置与下销孔13和下沉孔14相对应的连接孔,方便通过螺钉或螺栓将下卡座12和下模本体4连接固定。
39.本实用新型提供的热压成型装置,将上模本体1和下模本体4卡扣并通过上固定孔2与下固定孔5固定后,将液态的桨叶材料从桨叶成型腔15一端的开口加入桨叶成型腔15内,然后通过端头密封件7密封开口,再通过固定块8、上卡座9和下卡座12将固定块8与上模本体1和下模本体4紧固,然后进行热压成型,成型完成后,松开上卡座9、下卡座12、上固定孔2以及下固定孔5,再通过上开模口3和下开模口6打开模具,得到成型的桨叶。
40.本实用新型中,模具结构简单、安装拆卸方便,成本低,且模具多重紧固方式,确保桨叶的成型质量好,成型效率高,加工完成容易脱模,应用性强。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。