1.本发明属于管线传感器领域,特别是涉及一种用于煤矿输送管线环焊缝腐蚀监测的高通量腐蚀传感器及腐蚀检测方法。
背景技术:
2.煤浆输送管线是煤矿运输的重要方式,具备运量大、环保、安全系数高等优点,目前在国内外得到了广泛的运用。焊接是铺设管道的重要方式,含有腐蚀缺陷的焊接管道可能导致煤浆运输过程中的泄露。一般来说,腐蚀是焊接接头中最常见的问题。由于焊缝处材料的复杂性和特殊性、微观结构上也略有不同,一旦焊缝处局部区域的钝化膜发生破损,焊缝区(weld metal)、热影响区(heat affected zone)、母材区(base metal)之间会产生电偶效应,进而加速焊缝处的局部腐蚀。wm区域和haz区域较小,但是一旦wm和haz区域先腐蚀,那么电偶效应会增强,严重时将引发管道的失效。因此需要采用适当的监测方法来评估有缺陷的管道,以进行完整性评估。腐蚀环长和焊缝的腐蚀长度和深度对管道破裂压力都会有影响。同时腐蚀还会受到管径、厚度的影响。
3.近年来,线束电极(wbe)作为一种电化学测试技术在局部腐蚀研究中广泛应用。丝束电极是利用微积分的原理,将一个电极用一系列彼此绝缘的金属丝集合而成,每一根金属丝都可以代表一个电极,可体现不同位置的电流及点位分布,其主要优点是可以测试微小区域的电化学参数,能得到整体大面积电极无法捕捉的表面电流及参数的差异。
4.但目前的丝束电极测试技术主要采用平面电极,在研究金属管道环焊缝腐蚀时会受到的限制,如何对其腐蚀情况的实时监测是有待解决的技术问题。
技术实现要素:
5.发明目的:基于现有技术的不足,本发明提出一种用于煤矿输送管线环焊缝腐蚀监测的高通量腐蚀传感器及腐蚀检测方法,通过丝束电极技术获得管道在焊缝区域表面的腐蚀电化学信息。本发明适用于煤矿输送管道环焊缝腐蚀的实时监测,为预防煤矿输送管道腐蚀破裂失效提供电化学信息。
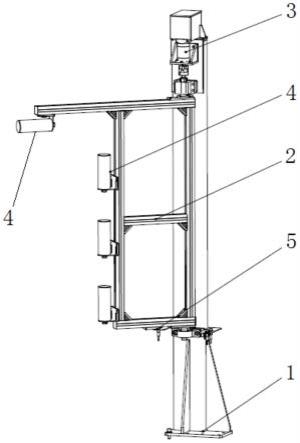
6.技术方案:为达到上述目的,本发明提出一种用于煤矿输送管线环焊缝腐蚀监测的高通量腐蚀传感器,该腐蚀传感器包括机架(1)、手柄(2)、丝杠(3)、左侧半环形结构(4)、丝束电极(6)、弧形挡圈(7)、右侧半环形结构(8);
7.所述左侧半环形结构(4)和右侧半环形结构(8)通过滑槽安装在机架(1)上,并且右侧半环形结构(8)固定在机架(1)上不动,所述左侧半环形结构(4)可沿滑槽在机架(1)上做直线往复运动;
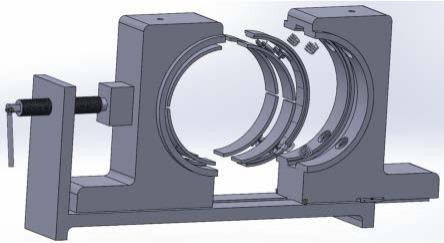
8.所述左侧半环形结构(4)和右侧半环形结构(8)设置有凹槽,所述左侧半环形结构(4)和右侧半环形结构(8)上分别均匀分布钻孔,所述钻孔位于凹槽两侧,并且,钻孔内设置有弹簧,所述弧形挡圈(7)通过螺栓固定在弹簧上;
9.所述丝束电极(6)包括表面覆盖硅橡胶的金属丝(6-1)、半环型绝缘模板(6-2)、导
线(6-3),所述金属丝(6-1)套嵌于半环形绝缘模板(6-2)中,金属丝(6-1)的一端与绝缘模板(6-2)上的孔内表面贴合,金属丝(6-1)的另一端与导线(6-3)连接以形成n行、m列的金属丝阵列;所述丝束电极(6)通过螺栓安装在左侧半环形结构(4)和右侧半环形结构(8)上的凹槽中。
10.进一步的,所述左侧半环形结构(4)和机架(1)的侧边通过丝杠(3)连接,丝杠(3)设置有手柄(2),转动手柄(2)时,丝杠(3)使左侧半环形结构(4)沿滑槽在机架(1)上做直线往复运动。
11.进一步的,所述丝束电极(6)内各个金属丝(6-1)另一端所连接的导线(6-3)均从左侧半环形结构(4)和右侧半环形结构(8)顶部的导出孔(5)引出。
12.进一步的,所述半环型绝缘模板(6-2)为亚克力塑料,所述丝束电极(6)底部引出的导线放置于左侧半环形结构(4)和右侧半环形结构(8)上的凹槽中。
13.进一步的,所述丝束电极(6)的内圆直径为500mm,宽度为60mm,所述半环型绝缘模板(6-2)内圆表面与左侧半环形结构(4)和右侧半环形结构(8)的内圆表面重合。
14.本发明提出根据上述任一项高通量腐蚀传感器实现的用于煤矿输送管线环焊缝腐腐蚀检测方法,该方法包括以下步骤:
15.步骤1:转动转动手柄(2)将左侧半环形结构(4)和右侧半环形结构(8)卡住待测煤矿输送管道的焊缝区域,将所述导线(6-3)连接至丝束电极电位扫描仪;通过丝束电极电位扫描仪分别获取t=[t1,t2,
……
,t
p
,
……
,tn]不同时刻下的焊接区域表面电流集合i=[i(t1),i(t2),
……
,i(t
p
),
……
,i(tn)],n为时刻总数;其中,i(t
p
)=[i
1,1
(t
p
),i
1,2
(t
p
),i
1,3
(t
p
),
……
,i
1,j
(t
p
),
……
,i
1,n
(t
p
),i
2,1
(t
p
),i
2,2
(t
p
),i
2,3
(t
p
),
……
,i
2,j
(t
p
),
……
,i
2,n
(t
p
),
……
,i
i,j
(t
p
),
……
,i
m,1
(t
p
),i
m,2
(t
p
),i
m,3
(t
p
),
……
,i
m,j
(t
p
),
……
,i
m,n
(t
p
)],其中,i
i,j
(ti)为ti时刻下焊接区域内任意一点的电流数据;
[0016]
步骤2:逐个判断表面电流密度集合i中每一个表面电流数据i
i,j
(t
p
)是否小于零,若小于零,则将对应的电流数据置零;
[0017]
步骤3:丝束电极上每一个测量点面积的计算方法为:
[0018][0019]
其中,s为传感器丝束电极面积;
[0020]
步骤4:分别计算t=[t1,t2,
……
,t
p
,
……
,tn]不同时刻下煤矿输送管线环焊缝区域局部腐蚀速率集合r=[r(t1),r(t2),
……
,r(t
p
),
……
,r(tn)],其中,r(t
p
)=[r
1,1
(t
p
),r
1,2
(t
p
),r
1,3
(t
p
),
……
,r
1,j
(t
p
),
……
,r
1,n
(t
p
),r
2,1
(t
p
),r
2,2
(t
p
),r
2,3
(t
p
),
……
,r
2,j
(t
p
),
……
,r
2,n
(t
p
),
……
,r
i,j
(t
p
),
……
,r
m,1
(t
p
),r
m,2
(t
p
),r
m,3
(t
p
),
……
,r
m,j
(t
p
),
……
,r
m,n
(t
p
)],计算方法为:
[0021][0022]
其中,r
i,j
(t
p
)为t
p
时刻下环焊缝区域内对应于丝束电极第i行第j列位置的局部腐蚀速率,q为原子价,m为煤矿管线金属的摩尔质量,f为法拉第常数;
[0023]
步骤5:计算t=[t1,t2,
……
,t
p
,
……
,tn]不同时刻下平均腐蚀速率ra=[ra(t1),ra(t2),
……
,ra(t
p
),
……
,ra(tn)],任意时刻t
p
下的平均腐蚀速率rm(t
p
)计算方法为:
[0024][0025]
步骤6:分别从t=[t1,t2,
……
,t
p
,
……
,tn]不同时刻下局部腐蚀速率集合r=[r(t1),r(t2),
……
,r(t
p
),
……
,r(tn)]中选取腐蚀速率最高四个数据和腐蚀速率最低的四个数据分别为:[r
max1
(t
p
),r
max2
(t
p
),r
max3
(t
p
),r
max4
(t
p
)]和[r
min1
(t
p
),r
min2
(t
p
),r
min3
(t
p
),r
min4
(t
p
)];
[0026]
步骤7:通过如下计算判断t=[t1,t2,
……
,t
p
,
……
,tn]不同时刻下环焊缝区域腐蚀速率整体分布情况,定义变量p=[p(t1),p(t2),
……
,p(t
p
),
……
,p(tn)],对于t
p
时刻下的p(t
p
),计算方法如下:
[0027][0028]
设定腐蚀检测阈值,若p=[p(t1),p(t2),
……
,p(t
p
),
……
,p(tn)]中任意一个值大于所设定的腐蚀速率评估阈值,则当前时刻下煤矿输送管线环焊缝存在腐蚀。
[0029]
有益效果:与现有技术相比,本发明的技术方案具有以下有益技术效果:
[0030]
(1)本发明采用丝束电极测试方法,实现高通量测试,通过测试管道环焊缝整个圆周上在焊缝区,热影响区,母材区的电流(电位)分布,从而实时监测其腐蚀状态,可以对管道破裂进行预测。
[0031]
(2)本发明采用弧形丝束电极,可以准确快速地测试环形腐蚀缺陷的分布规律,对焊缝及周围区域的耐蚀性差异。
[0032]
(3)本发明针对管道环焊缝腐蚀,采用专门的固定结构可以调整管道到丝束电极的距离,可以监测不同距离下管道的腐蚀状态。
[0033]
(4)本发明可以对不同直径的煤浆输送管道的环焊缝腐蚀情况进行监测,更具普适性。
[0034]
(5)本发明利用丝束电极高通量且测量精度高,扫描速度快的特点,通过专门的固定结构可以改变丝束电极和管道之间的距离,实时测量金属管道环焊缝处的腐蚀情况,本发明也可以监测不同直径的管道环焊缝腐蚀情况。使用方便快捷,对环焊缝腐蚀监测研究具有重要意义。
附图说明
[0035]
图1是煤矿输送管道固定装置爆炸示意图;
[0036]
图2是本发明煤矿输送管道的固定装置正面剖视图;
[0037]
图3是半环形丝束电极内部结构图;
[0038]
图4为基于煤矿输送管线传感器的腐蚀速率评估方法流程图。
具体实施方式
[0039]
通过具体的实施例子对上述煤矿输送管线传感器进行进一步说明,本发明的优选实施例详述如下。
[0040]
本发明提出一种用于煤矿输送管线环焊缝腐蚀监测的高通量腐蚀传感器,该腐蚀传感器包括机架(1)、手柄(2)、丝杠(3)、左侧半环形结构(4)、丝束电极(6)、弧形挡圈(7)、右侧半环形结构(8),如图1所示;
[0041]
所述左侧半环形结构(4)和右侧半环形结构(8)通过滑槽安装在机架(1)上,并且右侧半环形结构(8)固定在机架(1)上不动,所述左侧半环形结构(4)可沿滑槽在机架(1)上做直线往复运动;
[0042]
所述左侧半环形结构(4)和右侧半环形结构(8)设置有凹槽,所述左侧半环形结构(4)和右侧半环形结构(8)上分别均匀分布钻孔,所述钻孔位于凹槽两侧,并且,钻孔内设置有弹簧,所述弧形挡圈(7)通过螺栓固定在弹簧上,如图2所示;
[0043]
所述丝束电极(6)包括表面覆盖硅橡胶的金属丝(6-1)、半环型绝缘模板(6-2)、导线(6-3),所述金属丝(6-1)套嵌于半环形绝缘模板(6-2)中,金属丝(6-1)的一端与绝缘模板(6-2)上的孔内表面贴合,金属丝(6-1)的另一端与导线(6-3)连接以形成n行、m列的金属丝阵列,如图3所示;所述丝束电极(6)通过螺栓安装在左侧半环形结构(4)和右侧半环形结构(8)上的凹槽中。
[0044]
进一步的,所述左侧半环形结构(4)和机架(1)的侧边通过丝杠(3)连接,丝杠(3)设置有手柄(2),转动手柄(2)时,丝杠(3)使左侧半环形结构(4)沿滑槽在机架(1)上做直线往复运动。
[0045]
进一步的,所述丝束电极(6)内各个金属丝(6-1)另一端所连接的导线(6-3)均从左侧半环形结构(4)和右侧半环形结构(8)顶部的导出孔(5)引出。
[0046]
进一步的,所述半环型绝缘模板(6-2)为亚克力塑料,所述丝束电极(6)底部引出的导线放置于左侧半环形结构(4)和右侧半环形结构(8)上的凹槽中。
[0047]
进一步的,所述丝束电极(6)的内圆直径为500mm,宽度为60mm,所述半环型绝缘模板(6-2)内圆表面与左侧半环形结构(4)和右侧半环形结构(8)的内圆表面重合。
[0048]
本发明提出根据上述任一项高通量腐蚀传感器实现的用于煤矿输送管线环焊缝腐腐蚀检测方法,如图4所示,该方法包括以下步骤:
[0049]
步骤1:转动转动手柄(2)将左侧半环形结构(4)和右侧半环形结构(8)卡住待测煤矿输送管道的焊缝区域,将所述导线(6-3)连接至丝束电极电位扫描仪;通过丝束电极电位扫描仪分别获取t=[t1,t2,
……
,t
p
,
……
,tn]不同时刻下的焊接区域表面电流集合i=[i(t1),i(t2),
……
,i(t
p
),
……
,i(tn)],n为时刻总数;其中,i(t
p
)=[i
1,1
(t
p
),i
1,2
(t
p
),i
1,3
(t
p
),
……
,i
1,j
(t
p
),
……
,i
1,n
(t
p
),i
2,1
(t
p
),i
2,2
(t
p
),i
2,3
(t
p
),
……
,i
2,j
(t
p
),
……
,i
2,n
(t
p
),
……
,i
i,j
(t
p
),
……
,i
m,1
(t
p
),i
m,2
(t
p
),i
m,3
(t
p
),
……
,i
m,j
(t
p
),
……
,i
m,n
(t
p
)],其中,i
i,j
(ti)为ti时刻下焊接区域内任意一点的电流数据;
[0050]
步骤2:逐个判断表面电流密度集合i中每一个表面电流数据i
i,j
(t
p
)是否小于零,若小于零,则将对应的电流数据置零;
[0051]
步骤3:丝束电极上每一个测量点面积的计算方法为:
[0052][0053]
其中,s为传感器丝束电极面积;
[0054]
步骤4:分别计算t=[t1,t2,
……
,t
p
,
……
,tn]不同时刻下煤矿输送管线环焊缝区
域局部腐蚀速率集合r=[r(t1),r(t2),
……
,r(t
p
),
……
,r(tn)],其中,r(t
p
)=[r
1,1
(t
p
),r
1,2
(t
p
),r
1,3
(t
p
),
……
,r
1,j
(t
p
),
……
,r
1,n
(t
p
),r
2,1
(t
p
),r
2,2
(t
p
),r
2,3
(t
p
),
……
,r
2,j
(t
p
),
……
,r
2,n
(t
p
),
……
,r
i,j
(t
p
),
……
,r
m,1
(t
p
),r
m,2
(t
p
),r
m,3
(t
p
),
……
,r
m,j
(t
p
),
……
,r
m,n
(t
p
)],计算方法为:
[0055][0056]
其中,r
i,j
(t
p
)为t
p
时刻下环焊缝区域内对应于丝束电极第i行第j列位置的局部腐蚀速率,q为原子价,m为煤矿管线金属的摩尔质量,f为法拉第常数;
[0057]
步骤5:计算t=[t1,t2,
……
,t
p
,
……
,tn]不同时刻下平均腐蚀速率ra=[ra(t1),ra(t2),
……
,ra(t
p
),
……
,ra(tn)],任意时刻t
p
下的平均腐蚀速率rm(t
p
)计算方法为:
[0058][0059]
步骤6:分别从t=[t1,t2,
……
,t
p
,
……
,tn]不同时刻下局部腐蚀速率集合r=[r(t1),r(t2),
……
,r(t
p
),
……
,r(tn)]中选取腐蚀速率最高四个数据和腐蚀速率最低的四个数据分别为:[r
max1
(t
p
),r
max2
(t
p
),r
max3
(t
p
),r
max4
(t
p
)]和[r
min1
(t
p
),r
min2
(t
p
),r
min3
(t
p
),r
min4
(t
p
)];
[0060]
步骤7:通过如下计算判断t=[t1,t2,
……
,t
p
,
……
,tn]不同时刻下环焊缝区域腐蚀速率整体分布情况,定义变量p=[p(t1),p(t2),
……
,p(t
p
),
……
,p(tn)],对于t
p
时刻下的p(t
p
),计算方法如下:
[0061][0062]
设定腐蚀检测阈值,若p=[p(t1),p(t2),
……
,p(t
p
),
……
,p(tn)]中任意一个值大于所设定的腐蚀速率评估阈值,则当前时刻下煤矿输送管线环焊缝存在腐蚀。
[0063]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。